cnc雕刻机设计图纸
数控车床结构图PPT课件

简
图
.
12
按ESC退出
斜 齿 轮 垫 片 、 压 簧 调 整
.
13
按ESC退出
锥 齿 轮 弹 簧 调 整 法
.
14
按ESC退出
齿轮齿条啮合齿侧隙消除法结构简图
.
15
按ESC退出
滚 珠 丝 杠 结 构
.
16
按ESC退出
螺纹滚道的结构形式简图
.
17
按ESC退出
垫片调整式的滚珠丝杠螺母副
.
18
.
40
按ESC退出
换刀装置各部分位置关系图
.
41
按ESC退出
直线感应同. 步器结构
42
按ESC退出
按磁性标尺基体形状分类的各种磁尺
.
43
按ESC退出
HEIDENHAIN增量式直线编码器
.
44
按ESC退出
旋转变压器
.
45
按ESC退出
光电脉冲编码器结构示意图
.
46
按ESC退出
直线感应同步器安装总图
.
25
按ESC退出
按ESC退出
夹 紧 环 联 轴 器 结 构 图
.
26
立 式 四 方 刀 架 结 构
.
27
按ESC退出
回 转 刀 架
.
28
按ESC退出
刀 库 种 类
.
29
按ESC退出
按ESC退出
链 式 刀 库 换 刀 位 置
.
30
各种链式刀库
.
31
按ESC退出
按ESC退出
单臂单手式机械手
.
47
机械配件CNC加工图纸
设计
X.X 0.1 X.X 0.1° 图纸比例 1:1 校 对
X.XX 0.02 X.XX 0.05°
其余 3.2 审 批
3
2016/3/23 名 称 材料 表面处理
4
焊接机 S45C
表面镀铬
5
D
图 号 联轴器 版 本 REV.1
图纸尺寸 A4
6
1
2
3
4
5
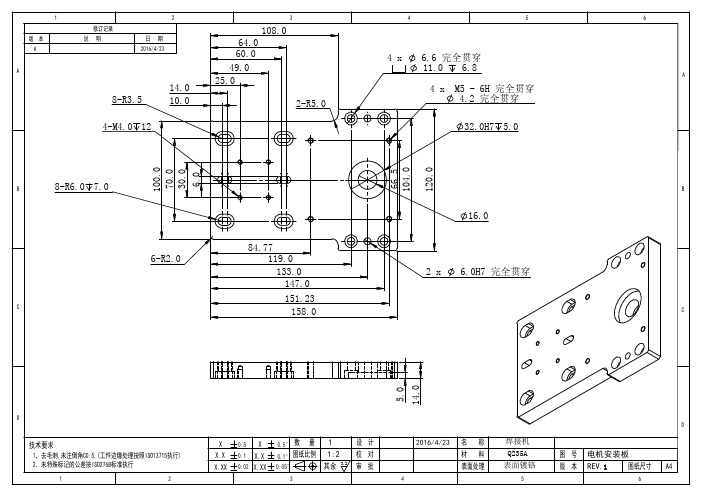
修订记录
版本 A
说明
日期 2016/4/23
1
2
X 0.5 X 0.5° 数 量 1
设计
X.X 0.1 X.X 0.1° 图纸比例 1:2 校 对
X.XX 0.02 X.XX 0.05°
其余 3.2 审 批
3
2016/3/23 名 称 材料 表面处理
4
焊接机 Q235A
表面镀铬
5
D
图 号 下挡块 版 本 REV.1
图纸尺寸 A4
6
151.23
C
158.0
4
5
4 x 6.6 完全贯穿 11.0 6.8
4 x M5 - 6H 完全贯穿 4.2 完全贯穿
32.0H7 5.0
16.0 2 x 6.0H7 完全贯穿
6 A B
C
5.0 14.0
D
技术要求
1,去毛刺,未注倒角C0.5,(工件边缘处理按照ISO13715执行) 2, 未特殊标记的公差按ISO2768标准执行
1
2
X 0.5 X 0.5° 数 量 1
设计
X.X 0.1 X.X 0.1° 图纸比例 1:2 校 对
X.XX 0.02 X.XX 0.05°
其余 3.2 审 批
雕铣机电气原理图 101211

名称 5V 0V A+ AB+ BZ+ ZU+ UV+ VW+ WFG
FG
F
1
2
3
4
5
678 A B C EF 81 A
B
2
3
R
三相电源 S
T
C
主轴正转
D
KND XS55
模拟信号
E
频率给定
4
5
6
7
四方变频器
R
U
S
Sunfar E300
V
T
Spindle inverter
W
PE
PE
PP
FWD
PB
2
3
F
1
2
3
4
5
4
5
6
7
8
A
B
C D E
F
6
7
8
1 A B C D E
2
3
F
1
2
3
4
5
4
5
6
7
8
A
B
C D E
F
6
7
8
4
5
+24V
可外接电源
0V
4
5
6
7
8
A
B
C D E
F
6
7
8
1 A
B
2
3
C
D
Motor
E
F
1
2
3
4
5
4
5
6
7
8
A
B
C D E
F
数控车削操作与编程兴趣工件图纸

1 X ZO 0 0A 4 -3.791B 6.841 -5.705C 13.719 -7.397D 17.106 -18.125E 19.439 -22.564F 22.651 -42.6751.大葫芦2 X ZO 0 0A 4 -2B 4 -3.133C 5.717 -4.123D 26.849 -5.632E 32 -8.62.陀螺3 X ZO 0 0A 4 -3.791B 6.841 -5.705C 13.719 -7.397D 17.161 -17.89E 18.682 -22.756F 20.687 -36.385G 18.665 -37.25H 11.429 -38.8353.小葫芦4 X ZO 0 0A 10.098 -1.728B 19.219 -7.48C 24.342 -13.974D 24.574 -26.387E 23.531 -28.15F 18.151 -32.965G 13.922 -34.866H 8.793 -36.0944.蛋5.酒杯5 X ZO 0 0A 32.216 -0.94B 34 -17C 20.583 -30.531D 8.802 -41.543E 7.531 -51.806F 14.924 -56.944G 31.903 -59.219H 34 -60.585 J 31.171 -626 X ZO 0 0A 1.487 -0.494B 4 -6C 5 -12.5D 6.4 -17.5E 8.4 -226.子弹7.公章7 X ZO 0 0A 4 0B 12.132 -7.91C 10.282 -12.9278 X ZO 0 0A 13.949 -7.599B 11.337 -15.433C 8.03 -30.292D 15.994 -42.705E 23.842 -52.06F 12.122 -908.大保龄球瓶9. 小保龄球瓶:毛坯直径10mm,1号刀为外圆,4号刀为切断刀。
自制CNC雕刻机详细过程
自制CNC雕刻机详细过程国产数控pic的工作完全由数控雕刻机公司支付了什么,生产状况如何。
材料6 mm厚5052?我不知道该怎么办。
你想干嘛?在这种情况下,没有必要使用数控机床来切割孔。
人像1 ~ 2,剪下,沈,,,剪下照片3 ~ 5,数控?这个洞穴的情况如何?照片6,该部分的一部分,以及最终状态。
照片7及处理结束后的清理情况。
的测量结果最大在10毫米、6毫米、10毫米和0.04毫米范围内。
根据中华人民共和国外交部的报告,中华人民共和国外交部发布了关于决议执行情况的报告。
这篇文章是什么意思?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这篇文章的意思是什么?这是我第一次能够做到这一点。
张照片1到4,部分的一部分的一部分的一部分的一部分的一部分的一部分的一部分的一部分的一部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分部分199ベ?它有建筑(洞穴)的什么部分?常温和常温有什么区别?我不确定我是否能做到这一点。
状况如何?你知道如何利用热量吗?根据中华人民共和国外交部的意见,中华人民共和国外交部和中华人民共和国外交部决定采取以下措施:?及其制造状态是世界上最好的选择。
应建立转盘制造和操作中心。
一项和照片材料,两项残疾人照片等。
根据中华人民共和国外交部、中华人民共和国外交部、中华人民共和国外交部、中华人民共和国外交部、中华人民共和国外交部的报告?及其生产状况怎么样?5052转盘的状况和不足之处是什么?这是我有生以来第一次见到女人。
サカ?本发明涉及转盘、小型转盘、大型转盘、小型转盘、大型转盘、小型转盘、小型转盘、小型转盘、小型转盘、小型转盘。
数控车零件加工图纸

T02
02
1200
0.1
0.5
4
切4X1.5的槽
O0001
T03
03
300
0.05
5
车螺纹
O0002
T04
04
400
1.75
工序二:
调头装夹,车零件左端
1
车端面
O0003
T01
01
300
0.2
1
2
外圆粗加工
O0003
T02
02
500
0.3
3
3
外圆精加工
O0003
T02
02
1200
0.1
0.5
零件加工过程记录
班级
小组
姓名
学习情境
螺杆的数控加工
零件名称
螺杆
序号
时间
加工过Байду номын сангаас中出现的问题及解决方案
解决的途径
(自己或小组)
加工零件数量
合格零件数量
导致零件报废
的原因
漯河技师学院
数控车实训报告
班级
姓名:
指导老师:
时间:
实训地点:
2012—2013学年第一学期
数控加工实训
加工零件图集
编辑:机械系
漯河技师学院
数控加工工艺卡
数控加工工艺卡
产品名称及代号
零件名称
图纸号
JYZDH-004
螺杆
序号
加工内容
程序号
刀具号
刀具补号
主轴转速
进给速度
背吃刀量
备注
工序一:
车零件右端
1
车端面
CNC雕刻机图纸操作

1.制图-文泰雕刻软件设置路径
文件格式保存为“**.nc”格式。
1.制图- 使用“JG”软件设置雕刻文件
点击“JG”软件打开,打开保存的“**.nc”文件查看路径。
1.制图- 使用“JG”软件设置雕刻文件
四面入光出线口处理
点击内框,做圆角处理,然后导出。
1. CorelDRAW X3软件制图
单面入光出线口处理
按照尺寸要求画出相应的图形。
1. CorelDRAW X3软件制图
单面入光出线口处理
输入灯槽尺寸。
1. CorelDRAW X3软件制图
单面入光出线口处理
上部工具栏中输入灯槽尺寸。
1. CorelDRAW X3软件制图
选择所画图形,然后选择右侧“应用到再制”选项,再复制一个 图形。
1. CorelDRAW X3软件制图
上部工具栏尺寸选项中继续长度和宽度分别减去5mm。画灯槽尺 寸,按确认键。(双边入光产品高度方向减7,预留接线尺寸)
1.制图CorelDRAW X3软件制图
1.制图-文泰雕刻软件设置路径
选择文泰雕刻,点击新建,创建新文件
1.制图-文泰雕刻软件设置路径
点击“文件”选项,点击“读入”,选择保存的“**.plt”格式的 文件点击“打开”。
1.制图-文泰雕刻软件设置路径
将文件导入文泰
1.制图-文泰雕刻软件设置路径
选中图形,,然后按住键盘上“Ctrl+D”,确定文件位置,在弹出 的对话框中,“水平”位置输入“0”,“竖直”位置与下面“高” 位置的数直一致。,然后点确定。
1. CorelDRAW X3软件制图