焊接原始记录
焊接工艺记录范文完整的焊接工艺评定报告

焊接工艺记录范文完整的焊接工艺评定报告焊接工艺记录范文完整的焊接工艺评定报告焊接工艺评定报告单位名称:焊接工艺评定报告编号:容评焊接工艺指导书编号:焊接方法:机械化程度:接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)TGTAW =┨,TSMAW =┨TSAW =┨母材:材料标准:钢号:类别号:与类别号:相焊厚度:δ=直径:φ×其他:焊后热处理:热处理温度(℃):℃保温时间(h): h保护气体:保护气体成分:Ar 混合比:99.99% 气体流量(L/min):L/min正面:背面: / 尾部: /填充金属:焊材标准:焊材牌号:焊材规格:φφ焊缝金属厚度:其他:电特性:电流种类:直流极性:焊接电流(A):电弧电压(V):钨极尺寸:铈钨极φ2.5其他: /焊接位置:对接焊缝位置:水平方向:向上、向下角焊缝位置:/ 方向:向上、向下技术措施:焊接速度:cm/min摆动或不摆动:不摆动摆动参数: /每面单(多)道焊:单双面单多道焊单(多)丝焊:单丝焊其他: /预热:预热温度(℃):≥℃层间温度(℃):≤℃其他: /金相检验(角焊缝):根部(焊透、未焊透):焊缝(熔合、未熔合):焊缝、热影响区(有裂纹、无裂纹):检验截面ⅠⅡⅢⅣⅤⅥⅦⅧ焊脚差(mm)无损检测:无损检测标准:检测种类:检测比例:合格级别:其他:耐蚀堆焊金属化学成分(重量%):C Si Mn P S Cr Ni Mo V Ti Nb分析表面或取样开始表面至熔合线的距离(mm):附加说明:结论:本评定按JB4708-2000规定焊接试件、检验试样、测定性能,确认试验记录正确。
评定结果:合格焊工钢印日期第三方检验编制审核批准监检日期日期日期日期试验标准:JB4708-2000 拉伸试验试验报告编号:样号取样位置试样试验温度(℃)抗拉强度σb(MPa)伸长率δ(%)断裂载荷(KN)断裂特点和部位备注宽度厚度1 焊缝 25 常温2 焊缝 25 常温试验标准:JB4708-2000 弯曲试验试验报告编号:样号试样型试试样厚度(mm)弯轴直径D= α(mm)弯曲角(°)弯曲结果备注1 4α 180 合格2 4α 180 合格3 4α 180 合格4 4α 180 合格试验标准:JB4708-2000 冲击试验试验报告编号:样号试验温度(℃)试样缺口冲击吸收功AKV(J)侧膨胀值(mm)备注尺寸方向型式位置方向位置1 0℃ 10×10 试样纵轴垂直于焊缝轴线 V 焊缝缺口轴线垂直于母材表面焊缝中心线2 0℃ 10×10 V3 0℃ 10×10 V4 0℃ 10×10 V 热影响区焊缝与母材熔合线5 0℃ 10×10 V6 0℃ 10×10 V工艺评定记录就按照你实际使用的母材,焊材,实际使用的参数等进行填写,还有疑问的话,可以把你自己填写的发上来,针对具体的给你建议焊工工艺评定,根据工件的材质、焊接材料和接头形式,参照标准查看已有的焊接工艺评定是否被覆盖,没有就要做。
钢筋焊接检验检测原始记录
钢筋焊接检验检测原始记录检测单位:XXX检验检测有限公司检测日期:YYYY年MM月DD日一、检测目的本次检测的目的是对钢筋焊接接头进行检验,确保其质量符合相关标准和要求,保证其在使用过程中的安全性和可靠性。
二、检测内容1.检查钢筋焊接接头的外观质量;2.对钢筋焊接接头进行尺寸测量;3.检测焊接接头的力学性能。
三、检测方法1.外观检查:采用目测方法,观察焊接接头表面是否有焊缺欠焊、气孔、裂纹、夹渣等缺陷。
2.尺寸测量:采用量具测量,测量焊接接头的长度、宽度、厚度和角度等尺寸参数。
3.力学性能检测:采用力学试验方法,对焊接接头进行强度、韧性和承载能力的测试。
四、检测设备1.目测用眼镜、手持灯;2.量具包括卷尺、千分尺、角度尺等;3.力学试验设备包括拉力试验机、冲击试验机等。
五、检测过程和结果1.外观检测:按照焊接接头表面缺陷的类型和数量填写相应的记录表。
结果如下:-焊缺欠焊:无;-气孔:无;-裂纹:无;-夹渣:无。
2.尺寸测量:依次测量焊接接头的长度、宽度、厚度和角度,记录并计算出平均值。
结果如下:- 长度:XX mm;- 宽度:XX mm;- 厚度:XX mm;-角度:XX度。
3.力学性能检测:采用拉力试验机和冲击试验机进行测试,记录并计算出相应的参数。
-强度:XXMPa;-韧性:XXkJ/m2;-承载能力:XXkN。
六、检测结论根据上述检测结果,钢筋焊接接头的外观质量良好,尺寸符合要求,力学性能满足相关标准和要求。
七、检测人员签字及日期检测人员1:___________检测人员2:___________日期:YYYY年MM月DD日以上就是钢筋焊接检验检测的原始记录,总字数超过1200字。
焊接施工记录表
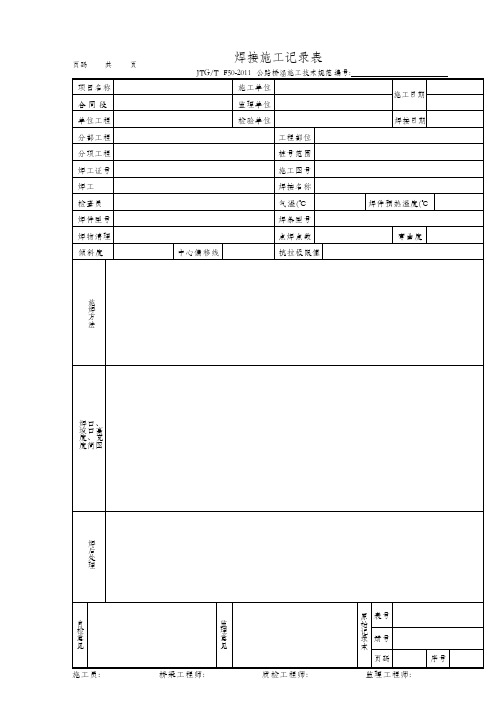
焊接施工记录表
JTG/TF50-2011公路桥涵施工技术规范编号:
项目名称
施工单位
施工日期
合 同 段
监理单位
单位工程
检验单位
焊接日期
分部工程
工程部位
分项工程
桩号范围
焊工证号
施工图号
焊工
焊接名称
检查员
气温(℃
焊件预热温度(℃
焊件型号
焊条型号
焊物清理
点焊点数
弯曲度
倾斜度
中心偏移线
抗拉极限值
施焊方法焊Βιβλιοθήκη 、坡口高度、宽度简图焊后处理
自检意见
监理意见
原始记录本
表号
册号
页码
序号
施工员:桥梁工程师:质检工程师:监理工程师:
原始记录填写说明

记录填写说明一、记录表格填写符号说明:1、符号“√”:表示没有问题或合格的检验项目;2、符号“×”:表示有问题或不合格的检验项目;3、符号“/”:表示没有或未进行的检验项目。
”:表示第m块和第n块板对接的纵焊缝与第q4、位置符号“Jm~n/Hq)相交的丁子接头;道环焊缝(Hq5、位置符号“Zm/n”:表示第m块和第n块板对接的纵焊缝。
二、计量单位符号填写说明:1、英文小写字母“t”表示温度;2、“MPa”压力单位;“m3”容积单位;“mm”尺寸单位;“min”时间单位、分钟;“s”时间单位、秒;“℃”温度单位;“㎏”质量单位、公斤。
三、检验检测部位英文大写字母标注符号说明:H-表示环焊缝;Z-表示纵焊缝; G-表示接管角焊缝; LZ-表示立柱角焊缝;F-表示封头;N-表示球形上极板;S-表示球形下极板。
四、检验检测示意图图标符号说明:1、符号“●”表示壁厚测定部位;2、符号“△△△”:表示磁粉检测部位;3、符号“〇〇〇”: 表示渗透检测部位;4、符号“~~~”: 表示超声波检测部位;5、符号“□□□”: 表示射线检测部位;6、符号“☆”:表示硬度检测部位。
五、记录内容填写说明:一)、基本情况1、设备名称,按照产品铭牌或者产品合格证、产品数据表的内容填写,也称产品名称;2、设备品种,按照《特种设备目录》,填写相应的品种。
固定式压力容器填超高压容器、高压容器、第Ⅲ类中压容器、第Ⅲ类低压容器、第Ⅱ类中压容器、第Ⅱ类低压容器、第Ⅰ类压力容器;移动式压力容器填写铁路罐车、汽车罐车、长管拖车、罐式集装箱;氧舱填写医用氧舱、高气压舱、再压舱、高海拔试验舱、潜水钟;注:1.压力容器品种有反应压力容器、换热压力容器、分离压力容器、储存压力容器;2.压力等级划分,压力容器的设计压力(p)划分为低压、中压、高压和超高压四哥压力等级:1)低压,0.1MPa≤p<1.6MPa;2)中压,01.6MPa≤p<10.0MPa;3)高压,10.0MPa≤p<100.0MPa;4)超高压, p≥100.0MPa;3、使用登记证编号,按照特种设备使用登记证填写,该编号具有唯一性;4、设备代码,按照产品数据表上的内容填写,该代码具有唯一性。
焊缝外观质量检查原始记录本
表号:GQL-ES20焊缝外观质量检查原始记录本第册共册项目名称:标段:开始时间:年月日结束时间:年月日施工单位:(盖章)监理单位:(盖章)说明1、本记录本共100页,不得撕毁、缺页,严禁不合规定的涂改。
按照施工的时间顺序填写,不得补记。
2、本表分别对应系统表格ES20《焊缝外观质量检查记录表》。
3、有监理旁站时,检查完后监理当场签名,没有监理旁站时,在监理栏划上“/”。
4、施工原始数据实时填写在记录本上,严禁在草稿纸上先记录再转抄记录本上。
5、根据本记录本的数据可以直接出具电脑打印的检测报告,检测报告上要注明数据在记录本的位置。
6、将数据录入系统计算后,如发现现场检测结果不合格时,应在原始记录的下一行注明“作废”、“重做”、“追加”、“返工处理”等处理情况,并说明整改、重做的序号。
7、本记录本作为竣工资料移交归档,永久保存。
焊缝外观质量检查记录表表号:GQL-ES20工程名称港珠澳大桥主体工程桥梁工程CB05-G1 标钢主梁及索塔钢结构制作工程部件编号报验日期序号项目简图质量要求(mm)实测结果1 咬边△△横、纵向受拉对接焊缝不允许横向受压对接焊缝Δ≤0.3主要角焊缝Δ≤0.5其它焊缝Δ≤1.02 气孔对接焊缝不允许主要角焊缝直径小于1.0 每m不多于3个,其间距不小于20㎜其它焊缝直径小于1.53 焊脚尺寸主要角焊缝K+20;其他角焊缝K+2-1,手弧焊全长10%范围内允许K+3-14 焊波h≤2(任意25mm范围内)5余高(对接)b≤15时,h≤3;15<b≤25时,h≤4;b>25时,h≤4b/25单面焊接的横向对接焊缝背面余高h≤26余高铲磨(对接)△△Δ1≤ 0.5Δ2≤ 0.3表面粗糙度Ra50μm7 裂纹、未熔合、未填满、焊瘤结论备注检查人员日期监理工程师日期。
全套钢结构检测原始记录表格技术表格(23张)
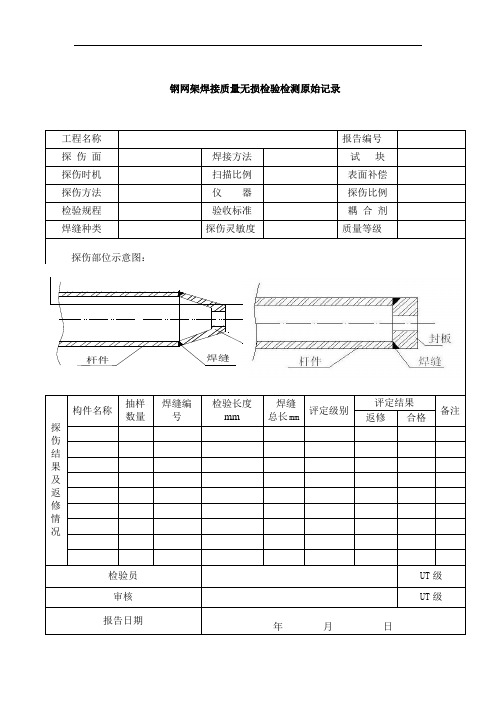
钢网架焊接质量无损检验检测原始记录工程名称报告编号探伤面焊接方法试块探伤时机扫描比例表面补偿探伤方法仪器探伤比例检验规程验收标准耦合剂焊缝种类探伤灵敏度质量等级探伤部位示意图:探伤结果及返修情况构件名称抽样数量焊缝编号检验长度mm焊缝总长mm评定级别评定结果备注返修合格检验员UT级审核UT级报告日期年月日杆件焊缝锥头涂层厚度检测原始记录检验:审核:年月日高强度大六角螺栓检测原始记录检验:审核:年月日扭剪型高强螺栓检测原始记录检验:审核:年月日紧固件机械性能检测原始记录检验:审核:年月日粗牙螺纹螺母检测原始记录检验:审核:年月日六角头螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点高强螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点检测原始记录检验:审核:年月日钢网架焊接空心球节点检测原始记录检验:审核:年月日钢筋焊接件检测原始记录检验:审核:年月日焊接接头及焊接试样检测原始记录检验:审核:年月日构件摩擦面检测原始记录检验:审核:年月日焊接球及螺栓球加工质量检测原始记录检验:审核:年月日钢网架杆件尺寸检测原始记录检验:审核:年月日钢网架支承面检测原始记录检验:审核:年月日总拼及安装质量检测原始记录检验:审核:年月日钢柱垂直度检测原始记录检验:审核:年月日节点承载力检测原始记录检验:审核:年月日网架工程挠度检测原始记录表检测:审核:钢网架整体偏差检测原始记录检验:审核:年月日垂直度和侧向弯曲检测原始记录检验:审核:年月日主体结构尺寸检测原始记录检验:审核:年月日。
102.1射线检测原始记录表

要求检测数量:
检测标准及合格级别:
实际检测比例:
实际检测数量:
暗室
处理
记录
药品配制
显影温度
(℃)
显影时间(min)
停显时间(min)
定影温度
(℃)
定影时间(min)
水洗时间(min)
底片评定数量:
其中I级: II级: III级: IV级:
底片透照记录
底片评定记录
序号
焊缝编号
底片编号
管电
射线检测原始记录
检验102.1
工程(产品)名称:
委托单位:
委托(指令)编号:
工件名称:
材质、规格:
工艺卡编号:
检测部位:
坡口形式:
焊接方法:
热处理状况:
ห้องสมุดไป่ตู้检测时机:
照相技术等级:
透照方式:
透照厚度:
一次透照长度:
胶片型号:规格:
像质计型号:
增感方式:前屏:mm后屏:mm
设备型号:
设备编号:
焦点尺寸:
焊口总数(或焊缝长度):
压
Kv
管电流mA
曝光时间
min
焦距
mm
焊工
代号
缺 陷 评 定
级别
像质
丝号
底片黑度
有效
长度
原始记录编制说明
1.编号说明:SDSA/JL年份(如:2013写13)-工程或产品代号-RT序号
2.缺陷评定一栏应填写可记录缺陷的位置及大小以及数量等信息。
3.缺陷内容:裂纹、未熔合、未焊透、圆形缺陷、条形缺陷等。
检测人/资格:
年月日
暗室处理人/资格:
年月日
分部工程施工原始记录
分部工程施工原始记录一、工程概述本次施工项目为XX公司承担的XX工程分部工程,主要包括土建工程、钢结构工程、安装工程和装饰工程。
工程位于XX地区,占地面积XX平方米,建筑面积XX平方米。
工程分为三个施工阶段,分别为前期准备、主体施工和后期装修。
本次记录主要针对主体施工阶段的原始数据进行整理和记录。
二、施工人员及设备1. 施工人员:本次主体施工阶段共投入施工人员XX人,其中管理人员XX人,技术人员XX人,一线工人XX人。
2. 施工设备:本次施工共使用各类施工设备XX台,包括挖掘机XX台,混凝土泵车XX台,塔吊XX台,装载机XX台等。
三、施工进度及质量1. 施工进度:本次主体施工阶段按照施工计划顺利进行,各分部分项工程按时完成,无延误现象。
具体进度如下:(1)土方工程:挖方XX立方米,填方XX立方米,完成率XX%。
(2)地基与基础工程:完成地基处理XX立方米,基础浇筑XX立方米,完成率XX%。
(3)主体结构工程:完成柱子XX根,梁XX根,板XX块,完成率XX%。
2. 施工质量:本次主体施工阶段严格遵循施工方案和质量标准,加强过程控制,确保工程质量。
具体质量情况如下:(1)土方工程:挖方尺寸、深度、边坡坡度均符合设计要求,无坍塌、积水现象。
(2)地基与基础工程:地基处理符合设计要求,基础浇筑混凝土强度、平整度、蜂窝、麻面等质量指标均达到规范要求。
(3)主体结构工程:柱子、梁、板等构件尺寸、垂直度、焊接质量均符合设计要求,无裂缝、变形等质量问题。
四、安全生产及环保措施1. 安全生产:本次施工严格遵守安全生产法律法规,落实安全生产责任制,加强安全培训和教育,确保施工现场安全。
施工现场实现全封闭管理,设置安全警示标志,定期开展安全检查,发现问题及时整改。
2. 环保措施:本次施工严格执行环保法规,采取有效措施减少施工过程中对环境的影响。
具体措施如下:(1)施工现场设置围挡,减少噪声、扬尘污染。
(2)施工垃圾及时清理,分类存放,定期运输至指定地点处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
委托日期
2016年月日
工程名称
试验日期
2016年月日
使用部位
代表批量
个
牌号规格
钢筋炉号
生产厂家
试验机械量程
KN()
主要仪器设备
WE-600A液压式万能实验机
执行标准
JGJ/T27-2014JGJ18-2012GB1499.2-2007
试样编号
试验
项目
品种
规格
焊接方法接头形式外观尺寸
抗拉强度
断裂位置及特征
试样编号
试验
项目
品种
规格
机械连接接头类型
抗拉强度
断裂位置及特征
接头变形性能()级
荷重
(KN)
强度
(MPa)
残余变形
(mm)
平均值
1
直螺纹套筒连接
2
直螺纹套筒连接
3
直螺纹套筒连接
4
5
6
评语
该批机械连接接头抗拉强度接头性能要求
备注
试验人:审核人:
焊接钢材试验原始记录
第1页共1页
委托编号
试验编号
2016-HJ-
钢筋机械连接接头抗拉强度试验原始记录
第1页共1页
委托编号
试验编号
2016-JL-
委托单位
委托日期
2016年月日
工程名称
试验日期
2016年月日
使用部位
代表批量
牌号规格
钢筋炉号
生产厂家
试验机械量程
KN()
主要仪器设备
WE-600A液压式万能实验机
执行标准
JGJ 107-2010GB1499.2-2007
WE-600A液压式万能实验机
执行标准
JGJ 18-2012JGJ/T27-2001
试验编号
试验
项目
品种
规格
焊接方法接头形式外观尺寸
抗拉强度
断裂位置及特征
弯曲
荷重
(KN)
强度
(MPa)
弯心直径:
弯曲直径:
1
电弧焊
帮条双面焊
2
电弧焊
帮条双面焊
电弧焊
帮条双面焊
4
5
6
评语
该批钢材焊接接头所测项目JGJ18-2012标准规定
使用部位
代表批量
个
牌号规格
钢筋炉号
生产厂家
试验机械量程
KN()
主要仪器设备
WE-600A液压式万能实验机
执行标准
JGJ 107-2010GB1499.2-2007
试样编号
试验
项目
品种
规格
机械连接接头类型
抗拉强度
断裂位置及特征
接头变形性能()级
荷重
(KN)
强度
(MPa)
残余变形
(mm)
最大力总伸长率(%)
荷重
(KN)
强度
(MPa)
1
电渣压力焊
2
电渣压力焊
3
电渣压力焊
4
5
6
评语
该批钢筋焊接接头所检项目标准要求
备注
试验人:审核人:
焊接钢材试验原始记录
第1页共1页
委托编号
试验编号
委托单位
委托日期
2013年月日
工程名称
试验日期
2013年月日
使用部位
代表批量
个
牌号规格
钢筋炉号
生产厂家
试验机械量程
KN()
主要仪器设备
备注
试验人:审核人:
焊接钢材试验原始记录
第1页共1页
委托编号
试验编号
2016-HJ-
委托单位
委托日期
2016年月日
工程名称
试验日期
2016年月日
使用部位
代表批量
个
牌号规格
钢筋炉号
生产厂家
试验机械量程
KN()
主要仪器设备
WE-600A液压式万能实验机
执行标准
JGJ/T27-2014JGJ18-2012
试样编号
试验
项目
品种
规格
焊接方法接头形式外观尺寸
抗拉强度
断裂位置及特征
冷弯
荷重
(KN)
强度
(MPa)
弯心直径:
弯曲直径:
1
2
3
4
5
6
评语
该批钢筋焊接接头所检项目标准要求。
备注
试验人:审核人:
钢筋机械连接接头抗拉强度试验原始记录
委托编号
试验编号
委托单位
委托日期
2016年月日
工程名称
试验日期
2016年月日
1
直螺纹套筒连接
2
直螺纹套筒连接
3
直螺纹套筒连接
4
5
6
评语
该批机械连接接头抗拉强度接头性能要求。
备注
fom s t≥f s t k
试验人:审核人: