构建斩波式弧焊电源结构原理
焊机电源原理
焊机电源原理
焊机电源原理是通过将交流电源转化为恒流输出,实现焊接过程中所需要的电流和电压。
具体的工作原理如下:
1. 交流电源输入:将交流电源接入焊机,一般为220V或
380V的电源。
交流电源的特点是电压大小和方向随时间不断变化。
2. 整流变换:通过整流电路将交流电源转化为直流电源。
整流电路使用二极管桥等器件,将交流电压转化为只有一个方向的直流电压。
3. 滤波:由于整流后的直流电压仍然存在纹波,需要通过滤波电路来去除纹波。
滤波电路通常由电容器组成,它能够平滑输出电压,使其更接近理想的直流电压。
4. 变压器:对直流电压进行变压变换。
焊机需要根据焊接工艺的需要来调整输出电流和电压,在变压器的协助下,可以使输出电压和电流相应调整。
5. 控制电路:控制电路通过预先设置好的焊接参数,控制输出电流和电压的大小。
通常包括开关元件、传感器、控制芯片等组成。
6. 输出电路:输出电路将调整好的直流电流输出到焊枪。
焊枪上的电极通过焊条或焊丝与焊件接触,形成电弧。
电弧产生的高温能够瞬间加热焊件并产生熔池,实现焊接的目的。
总结起来,焊机电源原理是将交流电源经过整流、滤波、变压变换和控制等步骤,实现对电流和电压的调整和稳定输出,使其满足焊接工艺的需求。
斩波电路.ppt

◤按直流斩波器输入输出电压间关系可 以分为:当Uo大于Uin时,称其为升压斩 波器(Boost Converter );当Uo既可以 小于Uin也可以大于大于Uin时,称其为反 转斩波器或升降压斩波器(Buck-Boost Converter ) ◢
◤按斩波开关所采用的器件分类:BJT 斩波器、MOSFET斩波器、IGBT斩波器、 Thyristor斩波器等等 ◢
I1 IR
t
(1)降压斩波器的输出电压平均值与输入电压之比,刚好等 于斩波开关的导通时间与斩波周期之比。改变导通比就可以控制 斩波器的输出电压和电流的平均值。
(2)在负载电流连续且可略去电流纹波影响时,此斩波电路 有类似于变压器的规律:电压比与电流比成反比,其导通比则类 似变压器的匝比k。
(3)在图4-4a的降压斩波电路中,由于电感的作用,使负载 电流脉动减小、乃至连续,这是实际负载所期望的。因此该电路 也是最常用的。人们把包含斩波开关S、电感L和续流二极管DF 的 电路称为降压斩波器的主电路。
t
由此可知,改变导通比,不仅能够控 制斩波器输出电压的大小,而且能够控制 其输出电流和输出功率的大小
电阻电感性负载
图4-4 带电阻电感性负 载的斩波器
(a)主电路 (b)有 关电压电流波形
在图4-3a)中,因负载是纯阻性的,所以斩波器的输出电流 与输出电压波形相似,且都有很大的脉动。若要使负载电
通时,升压二极管VD承受反向电压而截止,其等效
电路如图4-5b)所示。此时电源电压加在电感L上,
电感电流iL增长,电感L储能增加,与此同时电容C 向负载供电,电容电压下降。当开关S关断时,电感
电流iL下降,电感L的感应电势改变极性,与电源电 压叠加,强迫升压二极管VD导通,电源和电感同时
斩波电路的工作原理

斩波电路的工作原理
斩波电路是一种电子电路,用于改变电源电压的波形。
它的工作原理是通过开关器件(如晶体管、场效应管等)控制电源电压的通断,从而实现波形的截取,使电路输出的波形具有特定的形状和频率。
斩波电路通常由一个振荡电路和一个开关控制电路组成。
振荡电路产生一个高频信号,用于控制开关器件的通断。
开关器件将输入电源电压根据振荡信号的控制,进行快速开关,使电源电压的波形被截取,并形成特定形状的输出波形。
当振荡电路输出高电平信号时,开关器件导通,电源电压可以通过;而当振荡电路输出低电平信号时,开关器件断开,电源电压无法通过。
通过控制振荡电路的频率和开关器件的通断时间,可以控制输出波形的频率和形状。
斩波电路常用于交流电源的变换、逆变和调制等应用中。
通过改变斩波电路中振荡电路的频率和开关器件的通断时间,可以实现对电源电压的精确控制,从而满足不同电子设备对电源电压波形的要求。
电焊机工作原理及电焊机组成结构修订版
电焊机工作原理及电焊机组成结构修订版电焊机工作原理及电焊机组成结构电焊机是一种常见的焊接设备,被广泛应用于各个领域。
它的工作原理和组成结构对于理解焊接过程以及保证焊接质量非常重要。
本文将对电焊机的工作原理和组成结构进行修订版的介绍。
一、工作原理电焊机的工作原理主要涉及到电弧的产生和维持。
电焊机通过将电能转化为热能,使焊条和工件产生高温,从而熔化焊条和工件表面,形成焊缝。
电焊机的工作原理可以简单概括为:利用变压器将交流电源的电压升高,然后通过整流装置将交流电转换为直流电。
接下来,通过电焊机的输出电路将直流电传送到焊枪上的焊条和工件之间,形成电弧。
电弧的高温和能量使焊条熔化,并与工件表面熔合,从而完成焊接过程。
二、电焊机组成结构电焊机的组成结构包括变压器、整流装置、电源开关、输出电路和焊枪等部分。
1. 变压器:变压器是电焊机的核心部件,用于将交流电源的电压升高。
它由一对密绕的线圈组成,通过线圈的变换比例来实现电压的升高。
2. 整流装置:整流装置用于将交流电转换为直流电。
它通常由整流桥和滤波电容器组成。
整流桥将交流电转换为脉动的直流电,而滤波电容器则平滑输出电流,使其更接近直流。
3. 电源开关:电源开关用于控制电焊机的开关状态。
当电源开关关闭时,电焊机处于待机状态,不会输出电流。
当电源开关打开时,电焊机开始工作,输出电流供焊接使用。
4. 输出电路:输出电路是将电流传送到焊枪上的部分。
它由导线、电缆和电焊机的输出端口组成。
输出电路的设计要考虑到电流传输的稳定性和安全性,以确保焊接过程的质量和安全。
5. 焊枪:焊枪是焊接过程中焊条和工件之间的接触部分。
它由手柄、电极头和电缆组成。
焊枪的设计要便于操作和控制,同时要能够承受高温和高电流的要求。
三、修订版在现代焊接技术的发展过程中,电焊机的工作原理和组成结构也在不断演进和修订。
一方面,随着科技的进步,电焊机的效率和稳定性得到了提升。
另一方面,为了适应不同焊接需求,电焊机的结构也得到了更新和改进。
弧焊机逆变电路高频板原理
弧焊机逆变电路高频板原理
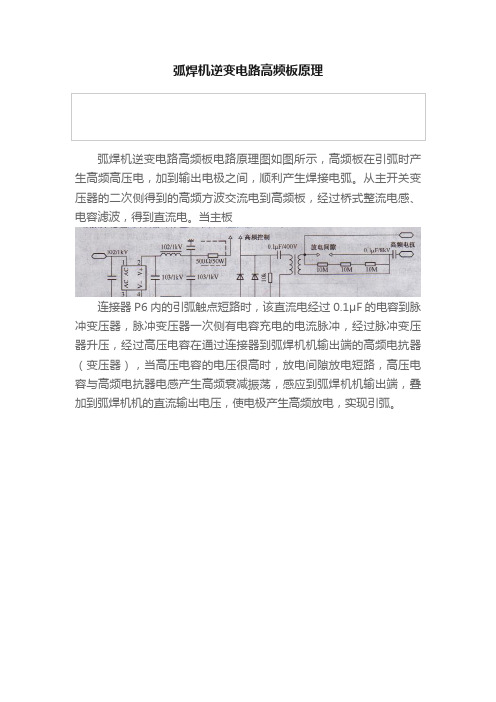
弧焊机逆变电路高频板电路原理图如图所示,高频板在引弧时产生高频高压电,加到输出电极之间,顺利产生焊接电弧。
从主开关变压器的二次侧得到的高频方波交流电到高频板,经过桥式整流电感、电容滤波,得到直流电。
当主板
连接器P6内的引弧触点短路时,该直流电经过0.1μF的电容到脉冲变压器,脉冲变压器一次侧有电容充电的电流脉冲,经过脉冲变压器升压,经过高压电容在通过连接器到弧焊机机输出端的高频电抗器(变压器),当高压电容的电压很高时,放电间隙放电短路,高压电容与高频电抗器电感产生高频衰减振荡,感应到弧焊机机输出端,叠加到弧焊机机的直流输出电压,使电极产生高频放电,实现引弧。
斩波电路原理

斩波电路主要应用原理 相关资料简介介绍斩波电路的主要模块和各模块的电路组成:1、主电路①、降压斩波电路(Buck Chopper)降压斩波电路(Buck Chopper)的原理图及工作波形如图4-12所示。
图中V 为全控型器件,选用IGBT 。
D 为续流二极管。
由图4-12b 中V 的栅极电压波形U GE 可知,当V 处于通态时,电源U i 向负载供电,U D =U i 。
当V 处于断态时,负载电流经二极管D 续流,电压U D 近似为零,至一个周期T 结束,再驱动V 导通,重复上一周期的过程。
负载电压的平均值为:式中t on 为V 处于通态的时间,t off 为V 处于断态的时间,T 为开关周期,α为导通占空比,简称占空比或导通比(α=t on /T)。
由此可知,输出到负载的电压平均值U O 最大为U i ,若减小占空比α,则U O 随之减小,由于输出电压低于输入电压,故称该电路为降压斩波电路。
(a)电路图 (b)波形图图4-12 降压斩波电路的原理图及波形②、升压斩波电路(Boost Chopper)升压斩波电路(Boost Chopper)的原理图及工作波形如图4-13所示。
电路也使用一个全控型器件V 。
由图4-13b 中V 的栅极电压波形U GE 可知,当V 处于通态时,电源U i 向电感L 1充电,充电电流基本恒定为I 1,同时电容C 1上的电压向负载供电,因C 1值很大,基本保持输出电压U O 为恒值。
设V 处于通态的时间为t on ,此阶段电感L 1上积蓄的能量为U i I 1t on 。
当V 处于断态时U i 和L 1共同向电容C 1充电,并向负载提供能量。
设V 处于断态的时间为t off ,则在此期间电感L 1释放的能量为(U O -U i ) I 1t on 。
当电路工作于稳态时,一个周期T 内电感L 1积蓄的能量与释放的能量相等,即:U i I 1t on =(U O -U i ) I 1t off 上式中的T/t off ≥1,输出电压高于电源电压,故称该电路为升压斩波电路。
直流斩波电路工作原理分析
直流斩波电路工作原理分析直流斩波电路的主要是实现直流电能的变换,对直流电的电压或电流进行控制。
按照输入电压与输出电压之间的关系,可以分为六种不同的形式,分别为降压斩波电路(BUCK )、升压斩波电路(BOOST )、升降压斩波电路(BUCK-BOOST )、Cuk 斩波电路、Sepic 斩波电路和Zeta 斩波电路。
下面分别对它们的工作原理进行简单的介绍。
一.降压斩波电路降压斩波(BUCK )电路的拓扑结构图如1-1所示。
U io图1-1 BUCK 电路拓扑结构分析在开关器件导通和关断时,电路的动态工作过程。
图1-1中实线部分表示开关器件导通时的回路,虚线部分表示器件关断时的续流回路。
在续流过程中,根据电感中的电流的不同分为,电感电流连续(CCM )和断续(DCM )两种情况。
由此可以得到降压斩波电路的动态工作过程如图1-2所示。
U ioa) S 导通时等效电路oCob) S 关断,i L ≠0时等效电路c) S 关断,i L =0时等效电路图1-2 BUCK 电路动态工作过程在工作过程中,驱动信号以及电感上的电压和电流波形如图1-2所示。
u Su Li Li La) 电感电流连续时波形b) 电感电流断续时波形图1-3 BUCK 电路的工作原理图由电感器件的伏秒平衡原理,可以得出在电流连续和断续两种情况下,BUCK 斩波电路的输出电压。
a) 电感电流连续时,有()(1)0i o o U U D U D ---= (1-1)化简可得o i U DU = (1-2)b) 电感电流断续时,有1()0i o o U U D U --∆= (1-3)化简可得1o i DU U D =+∆ (1-4) 由此可以看出,电感电流断续情况下的输出电压更高。
二.升压斩波电路升压斩波(BOOST )电路的拓扑结构如图2-1所示。
U iLo图2-1 BOOST 电路拓扑结构在图2-1中,实线部分表示开关器件导通时的回路,虚线部分表示开关器件关断时的回路,由此可以得到升压斩波电路的动态工作过程如图2-2所示。
第三章 直流斩波电路
uo
a) 电路图
io
iV1
iD1
t
iD2
iV2 b)
t
图3.7 可逆斩波电路及其波形
第18页 页
3.4 复合斩波电路
(二)桥式可逆斩波电路 两个电流可逆斩波电路组合起来, 两个电流可逆斩波电路组合起来,分别向电动机提 供正向和反向电压,实现电机的四象限运行. 供正向和反向电压,实现电机的四象限运行.
电路拓扑结构及工作原理
储存电能
保持输出电 压
第9页 页
3.3 BOOST斩波电路 斩波电路
电路拓扑结构及工作原理 假设L 假设L和C值很大. 值很大. V处于通态时,电源 处于通态时 通态 向电感L充电, 向电感L充电,电流i1 恒定,电容C向负载Z 恒定,电容C向负载Z 供电, 供电,输出电压uo恒 定. V处于断态时,电源 处于断态时 断态 和电感L同时向电容C 和电感L同时向电容C 充电, 充电,并向负载提供 能量. 能量.
Io = Uo 1 E = R β R
电源电流的平均值I1为:
Uo 1 E I1 = Io = 2 E β R
第13页 页
3.3 BOOST斩波电路 斩波电路
升压斩波电路典型应用
一是用于直流电动机传动 二是用作单相功率因数校正电路 三是用于其他交直流电源中 用于直流电动机传动
再生制动时把电能回馈 给直流电源. 给直流电源. 电动机电枢电流连续和 断续两种工作状态. 断续两种工作状态. 直流电源的电压基本是 恒定的, 恒定的,不必并联电容 器.
E EM β E I o = (m β ) = R R
该式表明,以电动机一侧为基准看, 该式表明,以电动机一侧为基准看,可将直流电源电 压看作是被降低到了βE.
斩波电路工作原理
斩波电路工作原理
斩波电路是一种常用的电子电路,常用于实现直流电的变换和调节。
它的工作原理如下:
斩波电路由一个开关管(通常为功率开关管)和一个储能元件(如电感、电容等)组成。
当开关管闭合时,斩波电路处于储能状态,此时电流通过储能元件。
当开关管打开时,储能元件会释放储存的电能,形成脉冲电压输出。
斩波电路的工作过程可以分为两个阶段:
第一阶段:开关管闭合。
在这个阶段,电流通过储能元件,同时储能元件会积累电能。
在这个过程中,开关管的导通与否决定了电流是否可以通过储能元件。
第二阶段:开关管打开。
当开关管打开时,储能元件会释放储存的电能。
此时电流不能再通过储能元件,而是通过电荷的流动来完成电路的闭合。
由于电能的释放是突然的,因此会产生脉冲电压输出。
斩波电路的频率和波形可以通过调节开关管的导通时间和储能元件的参数来实现。
常见的斩波电路有斩波稳压电源和斩波正弦交流电源等,它们在不同的应用领域有着广泛的应用。
斩波电路的工作原理和设计需要深入的电子电路知识和技术。
电焊机工作原理及电焊机组成结构修订版
电焊机工作原理及电焊机组成结构修订版一、电焊机工作原理电焊机是一种通过电弧加热将金属材料熔化并连接在一起的设备。
它的工作原理基于电流通过导电材料产生的热量,使工件表面熔化并形成焊缝。
1. 电弧的产生电焊机通过电源提供的电流产生电弧。
当两个导电材料之间存在一定的电压差时,电流会从一个导电材料流向另一个导电材料,形成电弧。
电弧产生的过程中,电流通过电弧气体,使其电离并形成等离子体。
2. 等离子体的特性等离子体是由高温电离气体组成的物质状态,具有良好的导电性和热传导性。
等离子体的高温使其能够将工件表面加热到足够高的温度,使其熔化。
3. 熔化和焊接当工件表面被加热到熔点以上时,金属开始熔化并形成液态。
此时,焊工可以通过控制电焊机的电流和电压来控制焊接过程中的热量和温度。
一旦金属熔化,焊工可以将需要连接的工件放在一起,使其熔化的金属相互融合并形成焊缝。
二、电焊机组成结构电焊机通常由以下几个主要部分组成:1. 电源电源是电焊机的核心部分,它提供所需的电流和电压。
电源通常由变压器、整流器和电容器组成。
变压器用于将输入的交流电压转换为所需的焊接电流和电压。
整流器将交流电转换为直流电,以提供稳定的焊接电流。
电容器用于储存电能,以确保焊接过程中电流的稳定性。
2. 控制系统控制系统用于调节焊接过程中的电流和电压。
它通常包括电位器、开关和显示器。
电位器用于调节焊接电流的大小。
开关用于控制电焊机的开关机状态。
显示器用于显示焊接电流和电压的数值。
3. 电极夹具电极夹具是用于固定焊条或焊丝的装置。
它通常由夹具本体、电极夹、电缆和连接器组成。
焊条或焊丝通过电缆连接到电极夹,通过电流传递到工件上。
4. 冷却系统冷却系统用于保持电焊机的工作温度在合适的范围内。
它通常由风扇、散热片和冷却液组成。
风扇通过循环空气来降低电焊机的温度。
散热片通过增大表面积来提高散热效果。
冷却液通过循环流动来吸收和散发热量。
5. 保护装置保护装置用于保护电焊机和焊工的安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
构建斩波式弧焊电源结构原理1 IGBT斩波主回路如图3.1所示。
图3.1 斩波主回路其中B1为降压型焊接变压器,其次级经D1—6三相桥式整流C1滤波后输出所需的空载电压U0,IGBT模块T1串接于焊接回路中,用于对焊接电流的PWM脉宽调制调控,L 1为滤波电感,D8为其续流二极管,C2、D7、R1构建成T1模块的RDC吸收网路,以软化IGBT模块开关硬度。
2 内闭环控制回路由于是要构建出多特性弧焊电源,并满足“纤维素焊条下向焊”,以及“自保护药芯焊丝半自动焊”的焊接工艺要求,因此所构建的多特性弧焊电源必须能够输出“恒流+外拖外特性曲线”和“恒压外特性曲线”。
但对于上述两种电弧焊,都存在着熔滴过度过程,无论是纤维素焊条焊接还是药芯焊丝半自动焊焊接,对于熔滴过度都要求过滴力度要足够的大,但又要要求电弧过程平稳、柔和,文献和试验表明椭圆形外特性曲线最容易满足上述要求。
为了综合满足上述要求,本文设计了内闭环椭圆外特性曲线控制回路用以输出所需的椭圆外特性曲线,并通过所设计的外闭环负反馈控制回路,扫描输出“恒压外特性曲线”。
由于椭圆外特性曲线对于手弧焊是最佳外特性曲线形状,因此为了满足纤维素焊条的焊接要求,本文输出“椭圆+外拖外特性曲线”。
对于电子控制类的弧焊电源采用电流负反馈控制就可以获得恒流特性输出,而采用电压闭环负反馈控制时就可以获得恒压负反馈输出,而输出椭圆外特性曲线尚无相关文献资料,因此本文设计了如框图3.2所示的内闭环控制回路,用于获得所需的椭圆外特性输出,如图3.3所示。
图3.2 运用模拟乘法器的内闭环控制框图图3.3 (a)可控元件伏安特性曲线输出 (b)输出椭圆伏安特性曲线本文所谓的椭圆外特性曲线输出对于焊接电弧来说,它主要是一种上凸的下降外特性曲线,并非要求是严格意义上的椭圆外特性曲线。
因此本文采用倒扣的抛物线来取代椭圆形外特性曲线,满足上凸下降外特性曲线的要求。
如图3.2所示,可控元件串接于输出回路中,U为可控元件的两端电压,i为流过可控元件的电流,L并由霍尔传感器采集相应电流信号,线性地成比例输出电流信号niL,经模拟乘法器自乘后输出Kn2iL2,该信号作为内闭环控制回路负反馈信号U-,而该回路的给定信号Ug=U,并输出控制信号UK来调控可控元件。
在上述负反馈条件下必有U g =U,U=Kn2iL2,因此可控元件本身的伏安特性曲线将是一条抛物线,见图3.2所示,因此整机输出值为UL =U-U,因此整机输出的伏安特性曲线将如图3.3所示,显然它是一条倒扣的抛物线,这样就能实现所需的上凸下降型曲线输出,满足“椭圆”外特性曲线输出的设计要求。
如图3.4所示为所设计的内闭环控制回路。
图3.4 内闭环控制回路电路图霍尔电流传感器H用于检测焊接回路中的电流,并输出电流反馈信号If1,经C9、R 24滤波后,由可调增益运放A1进行比例放大,并由模拟乘法器MC1496进行乘方运算,并作为内环PWM控制核心TL494(内环)误差放大器的同相输入信号。
T 1、L1、D8就是串接于焊接回路中的可控元件,其端电压U’经R20、R21、R22、R23分压后为TL494(内环)误差放大器提供所需的电压信号,该TL494输出的脉宽调制信号经R63、R64、R65、C16、D23非门1进行信号处理后输出a点所需的PWM波形。
由此形成内闭环负反馈控制回路,则其斩波主回路将输出所需的椭圆外特性曲线。
光耦U1、R28、R29及T2构成内闭环输出大小调节电路,当T2饱和导通时,则对于U’电压U0会降低,则输出较低一条椭圆曲线;当T2管截止时,其分压比提高就会输出较高一条椭圆外特性曲线。
TL494(负脉冲)采用与TL494(内环)同步连接的方式,并经R61、R62输出(b点)隔离驱动电路所需的固定窄脉冲。
门电路2、3、4、5、6对TL494(内环)和TL494(负脉冲)所输出的PWM脉宽调制信号进行逻辑运算后才为隔离驱动电路的a点提供符合要求的PWM脉冲波形。
调节R27就可以调节运放A1比例放大器的放大系数,进而调节所输出椭圆曲线的大小。
3 外闭环控制回路如图3.5所示。
为了扫描输出所需的平硬外特性曲线,本文以TL494(外环)作为控制核心,并构建出所需的电压负反馈闭环控制回路,当模式选择开关K1置于P位置时,接通电压负反馈控制回路。
R2、R3检测电弧电压并为TL494(外环)提供所需的电压负反馈信号,R8调定所需的给定电压信号,所输出的脉宽调制信号经R16、R17及光耦U1调节T2的导通状态,从而调节内闭环控制回路所输出的椭圆曲线大小,并扫描输出宽范围可调的平硬外特性曲线。
当开关K1置于J位置时,触点K1-1使TL494(外环)死区时间控制端脚4置于5V的高电位,从而关闭TL494(外环)。
触点K1-2使电阻R27接入,从而调节R27即可直接调节所输出椭圆外特性曲线的大小,从而调节焊接电流。
触点K1-3使外拖控制电路接入。
该电路由C11、C12、R39—48、T3、T5光耦U2构建,当输出电压低于设定值(如15V)时,T3管截止T4管饱和,U2输出低电位,T5输出高电位,所输出的高电位经R47、R48分压,并经D24和R49接于TL494(内环)误差放大器的反相输入端,从而调大IGBT模块驱动脉宽,并输出所需外拖曲线。
图3.5 外闭环控制回路电路图参考文献[1]陈本善.焊接过程现代控制技术[M].哈尔滨:哈尔滨工业大学出版社,2001.[2]戴玉光.对PWM技术实现方法的探讨.科技论坛.[3]黄石生.新型弧焊电源及其智能控制.北京:机械工业出版社,2009.9.[4]黄石生.电子控制的弧焊电源[M].北京:机械工业出版社,1991.[5]郑宜庭,黄石生.弧焊电源[M]3版.北京:机械工业出版社.2002.[6]张明.大功率IGBT驱动保护电路的研究与应用[D].东南大学,2010.[7]王威,李亮,方昕等.高压大功率IGBT的驱动保护方案研究[J].通信电源技术,2005,22(1):11-14.[8]张黎,伊向阳.高压大功率IGBT驱动模块的技术特点[J].变频器世界,2007,(6):86-89.[9]SKIC 2001 data sheet, SEMIKRON,2001.[10]屈维谦,王久和.大容量IGBT可靠性的分析[J].电气开关,2008,46(4):1-4.[11]2ED300C17 data sheet, EUPEC,2003.[12]R.S.Chokhawala, J.Catt, and L.Kiraly. A discussion on IGBT shortcircuit behavior and fault protection schemes. IEEE Trans. Ind.Appl.,vo1.31,no 2, pp.256-263,Mar./Apr.1995.[13]S KYPER 32 Technical Explanations, SEMIKRON,2005.[14]卢红.IGBT驱动保护与应用技术[J].电力电子技术,1993,27(2):1-5.[15]杨爱萍,伊维斌,韩笑.关于IGBT驱动电路的性能分析[J].煤炭技术,2001, (3).[16]I k s.Chokhawala,J.Catt.and L.Kiraly,Gate drive consider-ations forIC;BT modules,IEEE Trans.1995,(3)3:603-611.致谢通过这学期努力的设计,和指导老师悉心的指导下,因此我能顺利完成毕业设计的工作。
这次毕业设计是对我四年内所学到的专业知识的综合考验,也是对我能力的综合运用。
本次设计不仅仅是对基本原理运用的考核,也是对我创新分析能力提出考验。
经过本次毕业设计,让我对大容量IGBT模块隔离驱动和斩波式弧焊电源又有了进一步的了解和学习,也让我看到了自己在这一方面还存在着一定的不足。
从而激励我在以后的工作和学习中不断完善自己的知识面,不断提高自己的专业技术。
论文成文之际,在此我由衷地感谢尊敬的刘明宇老师。
在他的悉心的指导下,我才得以顺利完成本次毕业设计,在整个设计过程中,刘老师总是严格把关、耐心指导,培养了我们学习的积极性,也激发了我们在设计中的创新能力,并且耐心解答我们在设计过程中出现的难题。
正是在他的指导下,此次设计中不仅帮助我顺利完成了整个设计和论文,更重要的是锻炼了我的创新设计能力和综合知识的运用能力。
导师的悉心指导让我不仅仅学会了如何学习和设计,更教会了我们如何去为人处事,必让我终身受益。
毕业在即,衷心感谢在四年来传授给我知识,并教导我如何为人的老师们,是你们辛勤的付出,无私的奉献,才能有我今天的收获,感谢你们在我们人生的道路上指明方向。
也感谢那些与我共同奋斗、互相帮助的各位同学朋友。
最后,再次向所有关心、帮助和支持过我的人们,以及在百忙之中抽出时间来评阅论文和参加答辩的各位老师表示衷心的感谢!李月霆谨致二零一二年六月附件A:大功率IGBT模块隔离驱动电路及其斩波式多特性弧焊电源。