包装作业指导书-A0
PACK车间工艺文件清单
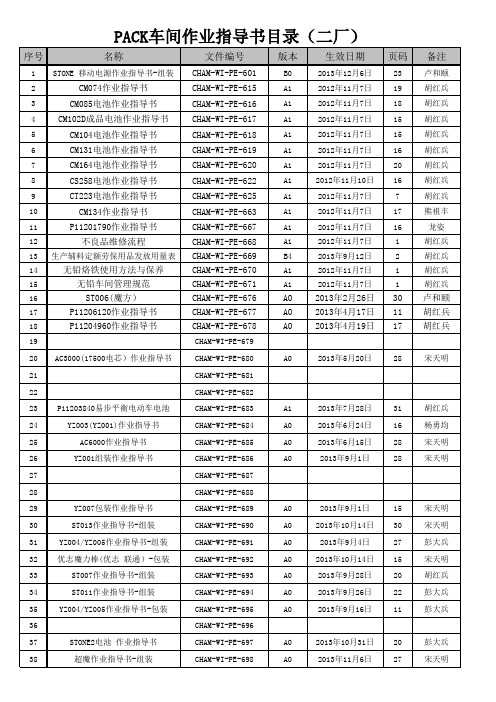
CHAM-WI-PE-680
CHAM-WI-PE-681
CHAM-WI-PE-682
版本
B0 A1 A1 A1 A1 A1 A1 A1 A1 A1 A1 A1 B4 A1 A1
A0 A0 A0
生效日期
2013年12月6日 2012年11月7日 2012年11月7日 2012年11月7日 2012年11月7日 2012年11月7日 2012年11月7日 2012年11月10日 2012年11月7日 2012年11月7日 2012年11月7日 2012年11月7日 2013年9月12日 2012年11月7日 2012年11月7日
33
ST007作业指导书-组装
34
ST011作业指导书-组装
35
YZ004/YZ005作业指导书-包装
CHAM-WI-PE-692 CHAM-WI-PE-693 CHAM-WI-PE-694 CHAM-WI-PE-695
A0
2013年10月14日 15
A0
2013年9月28日
20
A0
2013年9月26日
2013年2月26日 2013年4月17日 2013年4月19日
页码
23 19 18 15 15 16 20 16 7 17 16 1 2 1 1
30 11 17
A0
2013年5月20日 28
23 P11203840易步平衡电动车电池
24
YZ003(YZ001)作业指导书
25
AC6000作业指导书
26
A0
2013年5月24日
1
42 YZ006-1.2 PCB'A测试作业指导书 CHAM-WI-PE-702(外发)
标准化作业指导书
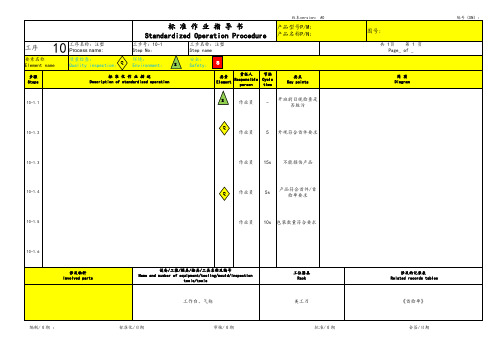
版本version: A0
产品型号P/M: 产品名称P/N:
工序
10 工序名称:注塑 Process name:
工步号:10-1 Step No:
工步名称:注塑 Step name
要素名称 Element name
质量检查:
tools/t期
工位器具 Rack
美工刀
批准/日期
图号:
共 1页 第 1 页 Page_ of _
简图 Diagram
编号(SN):
涉及的记录表 Related records tables
《首检单》
会签/日期
10-1.1
E
作业员
-
开班前目视检查是 否脏污
10-1.2
Q
作业员
5 外观符合首件要求
10-1.3 10-1.4 10-1.5
作业员 15s 不能损伤产品
Q
作业员
5s
产品符合首件/首 检单要求
作业员 10s 包装数量符合要求
10-1.6
涉及物料 Involved parts
编制/日期 :
设备/工装/模具/检具/工具名称及编号 Name and number of equipment/tooling/mould/inspection
环境:
Quality inspection: Q Environment:
E
安全: Safety:
S
步骤 Steps
标准化作业描述 Description of standardized operation
要素 Element
责任人 Responsible
WI-PD-065-A0 华为产品包装作业指导书
TS TS通用东莞市耀鑫实业有限公司华为产品包装规范编写部门:生产部生效日期:区分制定审核核准签名TS TS通用文件修订履历表版次修改摘要修改日期备注A0 初版发行2013.07.26TS TS通用1.0目的:1.1为规范华为产品的包装和标示,使产品包装符合华为客户的要求。
2.0适用范围:2.1适用于公司所有出货华为产品的包装。
3.0操作程序:3.1 产品的标示.3.1.1产品内部需要粘贴编码条条形码.编码条要求,样板如下:3.1.2对于组件,要求在主件、附件上均贴标签, 结构件的标识粘贴位置不能影响整机装配后整机的外观.3.1.3所有的产品必须要粘贴条形码.条形码样板如下:3.1.4条码的粘贴位置必须方便机器扫描;3.1.5如果同一编码下有多个部件,条码应粘贴在主部件上3.1.6张贴时方向要求:横贴时,条码中的描述部分向下(文字方向至左而右);竖贴时,条码中的描述部分向右(文字方向至下而上)3.1.7条形码粘贴位置参考:机架类机柜类插箱类盒体类框体类风扇框类TS TS 16949通用3.2包装要求3.2.1 纸箱类的产品包装:先将产品用PE 胶袋包装好. 然后装入纸箱, (瓦楞纸箱封箱方式:压敏胶带封箱。
物料顶面、底面封箱必须采用H 型封口方式。
纸盒结构需将纸盒折叠口用胶带或其他材料进行封闭。
)尾数用黄色标签进行标示.3.2.2产品包装好后,需要粘贴公司的外包装标示.标签样板如下.3.2.3如产品有附件的需要粘贴附件清单在纸箱内,样板如下:3.2.4机柜类产品的包装:一般机柜类的都是采用栈板来包装运输的.样板如下.图号/版本(ITEM/REV): 描述(DESCRIPTION): 数量(QTY): 件号/数(SN/TN ): 代码(CODE) : 生产日期(DATA):TS TS通用3.2.5机柜必须要绑扎牢固,防止在运输过程中碰撞,栈板要平稳,不能有断裂有现象.4.0参考文件:WI-PL-001-A1 产品防护管理制度。
充电器系列包装作业指导书
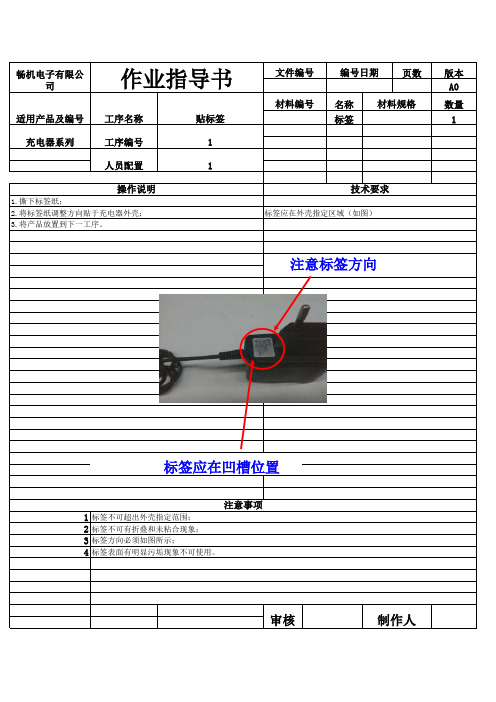
页数版本A0名称数量标签11
2
3
43.将产品放置到下一工序。
操作说明技术要求
1.撕下标签纸;
2.将标签纸调整方向贴于充电器外壳;
标签应在外壳指定区域(如图)材料规格审核注意事项
制作人
标签不可超出外壳指定范围; 标签应在凹槽位置
畅机电子有限公司
作业指导书文件编号编号日期适用产品及编号
材料编号标签不可有折叠和未粘合现象;标签方向必须如图所示;标签表面有明显污垢现象不可使用。
工序名称1贴标签充电器系列人员配置
1工序编号
注意标签方向。
A0DE-3840部品包装作业指导书详细化改善-刘红英-制造部
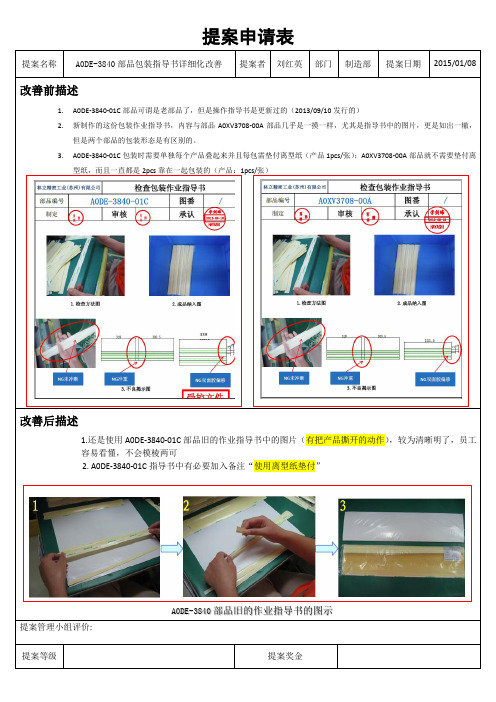
提案名称 A0DE-3840 部品包装指导书详细化改善 提案者 刘红英 部门 制造部 提案日期 2015/01/08
改善前描述
1. 2. A0DE-3840-01C 部品可谓是老部品了,但是操作指导书是更新过的(2013/09/10 发行的) 新制作的这份包装作业指导书,内容与部品 A0XV3708-00A 部品几乎是一摸一样,尤其是指导书中的图片,更是如出一辙, 但是两个部品的包装形态是有区别的。 3. A0DE-3840-01C 包装时需要单独每个产品叠起来并且每包需垫付离型纸(产品 1pcs/张) ;A0XV3708-00A 部品就不需要垫付离 型纸,而且一直都是 2pcs 靠在一起包装的(产品:1pcs/张)
改善后描述
1.还是使用 A0DE-3840-01C 部品旧的作业指导书中的图片(有把产品撕开的动作) ,较为清晰明了,员工 容易看懂,不会模棱两可 2. A0DE-3840-01C 指导书中有必要加入备注“使用离型纸垫付”
A0DE-3840 部品旧的作业指导书的图示 提案管理小组评价: 提案等级 提案奖金
包装作业指导书

f.所有包装过程检验依《巡检指导、测试指导》文件执行.
4.2.3.木箱包装类(出货):
4。2。3。1.适用外省出货(除大批量包车出货)或易碎易损物品出货。
a.需要用到材料为护角垫(珍珠棉)、珍珠棉、保护膜、纸箱、PVC胶袋(整柜入库存储,配订制防尘)、有信号指示灯、凸出机柜外等易损坏的位置用护角垫保护、木箱。
4。1.1。所有产品需要检查产品型号,产品外观,确认产品种类和数量,核对产品配置;不得有划伤、变形、脱漆、锈蚀、灰尘等,必要时可用软布擦拭干净。对于易生锈的钣金件要做相应防锈处理,运动机构部份需添加润滑油.
4.1。2。外采购类:对于采购回来的仪器、仪表、电源适配器等(未安装在设备内部)检查是否完好,物品是否配套,有无刮花或损坏的迹象,并做相应性能检验;
b.将需要打包的产品先进行出货(简易)包装,再放置定制木箱卡板上,固定木箱板.
注意:包装整理时叉车的选用,留取2人或2人以上进行协助。将设备放置到卡板时,防止设备侧歪、侧倒、滑动等;操作时需要配带棉纱或帆布类较厚实类手套,预防木箱各包边划伤手;人体任何部位,不得放置在设备或者卡板底部,预防压伤;搬运时轻拿轻放,防止设备摔坏;
c.所有包装过程检验依《巡检指导、测试指导》文件执行。
4.2。4对于非标的产品,使用时临订制的材料或包装方式包装;
4。3。包装过程注意事项:对照《产品出货单》点清随产品文件(合格证,使用说明书等)和附件,防止错放、漏放.随特殊产品的附件要用珍珠棉或缠保护膜单独包裹,并合理放置固定。木箱打包操作员工必须带手套;固定木箱板时要注意安全,产品及木箱都比较重
4.2。2.2简易包装:适用入库存储、省内出货或大批量包车出货要求。
C-136FMEA作业指导书(A0)
9
8
高
设备可运行但性能下降,顾客非常 或零/部件需进行分检,一部分(小 不满意 于 100%)需报废 设备可运行,但可靠度/准确度大 或一部分(小于 100%)零/部件可能 大下降,顾客不满意 需要报废,不需分检 设备可运行,但可靠度/准确度略 或 100%的零/部件可能需要返工 微下降,顾客不满意 配合和外观不好, 大多数顾客 (75% 大部分(小于 100%)零/部件需返工 以上)能感觉到有缺陷 配合和外观不太好, 50%的顾客能感 小部分零/部件需返工,需返回厂商 觉到有缺陷 返工 配合和外观不是很好,有辨识能力 小部分零/部件需返工,在本公司生 的顾客 (25%以下) 能感觉到有缺陷 产线上返工 无可辨别的后果。 或对装配或装配操作者而言有轻微 的不方便或无影响
泛 仕 达 机 电 有 限 公 司 FANS-TECH ELECTRIC CO.,LTD.
编号:FT/(ZL)-00 版/次: A/0
基础文件 1 目的
FMEA 作业指导书
页次:1/9
1.1 了解本公司产品在故障、寿命、安全、效率、可靠性等方面的潜在的失效模式,评估其风 险序数,寻找预防失效发生的方法, 并采取改善措施减少高风险的失效模式产生, 以及透 过 FMEA 的实施持续改进产品设计从而降低质量成本满足顾客要求。 1.2 在制造过程策划阶段对产品的工艺流程或更改的工艺流程进行早期的评审和分析,以便预 测、解决或监控潜在的过程问题,从而提高产品质量,增加顾客满意。
使用表单
1. 确 定 分 析 对 象系统
小组成员
2. 列 举 失 效 模 式
小组成员
2.1 列举出所有的潜在失效模式。
过 程 FMEA 表
3.影响度分析
小组成员
3#Zn作业指导书 A0
适用范围:)全胜智□其它版本页码工序流程产能PCS/人/小时300100250350抛光28电镀300来料抽检包装250出货审核:PE QA 壓鑄冲压部二次加工磨光部镭射部高光部包装部4-全检:根据样板检查加工部位是否加工彻底.3001.产品不可有未磨透、磨变形、砂孔、冷纹、碰伤等缺陷.1.外观参照外观限度板,色板进行抽检.3-攻牙:操作人员每攻一个牙,都要把攻牙针上的合金屑去干净;3.攻牙注意滑牙,紧牙,浅牙。
1.外观参照外观限度板.1.按样办标准将有缺陷的工件如色不对办\电伤\刮花等进行挑选。
1.擦产品脏污\全检产品外观\尺寸。
1.对牙孔要进行抽检.产品图:压铸1-冲水口(2):注意异物造成压印,孔、周边不可有明显批锋。
1.戴手套作业及注意安全,严禁用手直接取工件;2.控制好喷雾,以免工件表面蚀模、水纹、起泡,二次加工3.不可顶高或变形、结构不可有缺损;2-挫批锋:将产品外表分型面\顶针位\螺柱\LCD及按键孔的批锋挫掉。
1.操作员操作时要戴手套。
2.尺寸参照《检验指导书》4.参照样板。
1.用无尘布擦拭,2.用PE袋包装备注2.品质要求参照《检验指导书》1.操作员操作时要戴手套。
1.外观参照外观限度板,色板.0900429材 质锌合金本厂编号注意事项1.抽检产品外观\尺寸。
4.将合格的工件整齐放入卡板内,把不合格的工件挑出并隔离;回收日期/經手人编制: 李丙林日期:日期:批准:正本印章 受控發行印章收件部門分發簽收生产工序操作工作指示WORKING INSTRUCTION FOR WORK IN PROCESSING产品名称A壳客户编号A0T520。
自动包装设备作业指导书
自动包装设备作业指导书====================一、引言本作业指导书旨在为操作人员提供关于自动包装设备的详细说明和操作步骤。
通过本指导书,操作人员可以了解设备的基本原理、结构以及操作方法,从而能够准确、高效地操作自动包装设备。
二、设备概述自动包装设备是一种用于将产品自动进行包装的机械设备。
它能够根据预设的参数和指令,自动完成包装过程,提高包装效率和质量。
本设备的主要组成部分包括:送料装置、封口装置、切断装置、输送带等。
三、操作步骤1. 开机准备:- 检查设备的电源是否正常,确保电源开关处于打开状态。
- 检查设备各部分的连接是否稳固,确保无松动现象。
2. 设定参数:- 根据包装要求,设定好包装规格和纸箱尺寸。
通过设备面板上的操作按钮或者触摸屏进行设定。
- 调整输送带的速度,确保适合产品的包装速度。
3. 检查物料:- 检查包装材料是否充足,并按照要求放置在设备的正确位置。
4. 开始操作:- 打开送料装置和输送带,确保物料正常进入设备。
- 监视设备的运行情况,确保自动包装过程正常进行。
- 在包装过程中,注意观察设备的运行状态,及时发现异常情况并处理。
5. 结束操作:- 包装完成后,关闭设备的送料装置和输送带。
- 检查包装质量,确保包装封口完整、牢固。
四、注意事项- 在操作设备之前,务必熟悉设备的操作手册,充分理解设备的原理和操作要领。
- 操作人员应当戴上安全帽、手套等必要的个人防护装备,确保人身安全。
- 在操作过程中,应当遵循操作规程,不得擅自调整设备参数或者进行其他无关操作。
- 如发现设备故障或异常情况,应当及时上报并进行处理。
- 定期对设备进行保养,确保设备的正常运行和延长寿命。
五、总结自动包装设备是一种高效、可靠的包装机械设备,通过本作业指导书的详细说明和操作步骤,操作人员可以全面了解设备的使用方法和注意事项,确保设备的正常运行和包装质量。
在操作过程中要时刻关注设备的运行状态,及时处理异常情况,确保操作人员的安全和设备的正常运行。
ISO9001-2015IPQC巡检作业指导书A0
IPQC巡检作业指导书(ISO9001:2015)1.目的:制定IPQC检验项目,防止不良产品流至下一工序;2.范围:适用于公司各产品工序IPQC检验工作。
3.定义:无4.权责:4.1 IPQC:负责首件确认及制程巡检工作,同时针对不符合项跟进改善效果;4.2 工艺部:针对相关部门提出的不良现象,做有效分析,并提供改善措施;4.3 生产部:负责对工艺部提出的改善方法执行。
5.内容:5.1 检验条件:5.1.1 正常光照/温度(23℃±5℃)/湿度(40%-70%RH)。
5.1.2 配带静电环、手指套。
5.2 生产步骤:5.2.1 生产前:5.2.1.1 核对生产所用物料必须符合产品要求,不能用错料。
5.2.1.2 检验生产线各工位须有相应的作业指导书。
5.2.1.3 检验生产设备点检参数记录是否正常、线上使用的仪器、工装夹具必须处于正常使用状态设置正确,避免使用不良仪器或设备在线使用。
5.2.2 首件检查:依《首件作业指导》进行并认真填写各站首件报表。
5.2.3 量产巡检:5.2.3.1 巡检频率:5.2.3.1.1 装导光板岗位,每2小时巡查一次,每次抽检20PCS产品,把巡查抽检结果记录于《IPQC抽检报表》。
5.2.3.1.2 装FPC岗位,每2小时巡查一次,每次抽检20PCS产品,把巡查结果记录于《IPQC抽检报表》5.2.3.1.3 其他岗位每2小时巡查,每次随机抽取产品(≥10PCS)进行测试,测试后将结果记录于《IPQC抽检报表》。
5.2.3.2 巡检范围:从生产领料开始到成品包装结束整个过程均在IPQC巡检的范围。
5.2.3.3 巡检的内容:5.2.3.3.1 作业检验:检验操作员是否遵守基本作业规范并按照作业指导书进行。
5.2.3.3.2 产品检验:检验各工位完成后半成品/成品是否达到作业指导书的要求,同时根据各检查标准进行检验。
5.2.3.3.3 巡检要求:巡检时具体检查内容参照IPQC巡检 (见附录)执行,处理方式参照巡检要求,见8.3巡检要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
包装作业指导书
JDS/Cz-30-BZ
版本/版次:A/1
分发号:
批准:
年月日建平电声有限责任公司
1适用范围
1.1本指导书适用于JDS生产的所有扬声器产品的包装。
2管理内容
2.1包装前的检查
2.1.1包装质量
将最终检验合格的扬声器进行包装,包装符合国家有关标准规定,须达到防潮、防尘、
防冲击,确保扬声器已形成的质量和精度免遭破坏。
在包装箱内置有检验人员签发的产品合格证以利顾客的验收、确认。
2.1.2包装材料
a)包装采用木浆纸制做而成,箱体厚度不许低于5mm,须保证有足够的抗拉和抗弯强度,折弯时不得出现裂纹、断裂等缺陷。
b)包装箱体外表面须平整光洁,无划痕、凹坑、翘曲、起层起皮等缺陷。
C)包装箱的内隔板、垫板须平整光洁、不得有纸毛脱落等影响质量的使用缺陷。
2.2包装
将产品按规定的数量装入箱内,装箱时必须轻拿轻放,扬声器之间用隔板隔好,防止相互间磕碰撞伤。
经包装好的扬声器可在正常储运条件下,不致因包装不善而引发产品损坏。
2.3封箱
每包装箱内只允许装同一型号的扬声器产品,不得将产品错装、漏装(数量少)。
装箱完毕经检验合格,单箱称重后才可进行封箱。
2.4贮存
将包装完毕的扬声器运进库房,堆码在指定的区域内存放,包装好的扬声器可贮存在温
度-10℃40℃,相对湿度不大于90%的库房中,库房中应无急剧的温度变化,周围空气中应~
无酸性或腐蚀性其它有害气体。
2.5发货审核
发货前须对扬声器产品型号、合格证、包装质量、装箱产品数量、包装标识等项进行审核,且符合要求后才可发货。
2.6标识
在扬声器外包装箱体的正、反面,标识须清晰晣、文字图案正确无损,字迹清楚、美观,须能工整地标示出产品的型号、数量、生产批次、出厂日期,有检查员的“检”字章记。
2.7运输
包装好的扬声器在运输过程中,须防止雨淋,不与酸、碱、盐等腐蚀性化学介质直接接触,不发生搬运中的破封,在正常运输条件下,确保产品已形成的质量和精度不被破坏。