锅炉焊接工艺卡
锅炉安装焊接工艺
GLQC04-2008XXXXXXXX公司焊条电弧焊工艺焊条电弧焊焊接工艺守则1 总则1.1 为了保证锅炉焊接质量,特制定本通用工艺守则。
1.2 本通用工艺守则适用于锅炉及锅炉范围内管道工程中材质为低碳钢管道的焊条电弧焊焊接。
2 编制依据2.1 《蒸汽锅炉安全技术监察规程》2.2 GB50236--98《现场设备工业、管道焊接工程施工及验收规范》3 材料要求3.1 管材应有制造厂的质量证明书,并经入厂检验合格。
3.2 焊接材料应按设计规定选用。
设计无规定时,应选用焊缝金属性能、化学成分与母材相应且工艺性能良好的焊接材料。
常用焊接材料按下表选用3.3焊条使用前应安规定进行烘干,领用焊材时必须使用焊条保温筒.4.焊工要求受压元件的施焊焊工必须是经按《锅炉压力容器压力管道焊工考试与管理规则》考试合格的焊工。
施焊项目与焊工证所规定项目相符,中断焊接工作六个月以上者和对所有焊接设备焊材不熟悉时,焊工应重新进行考试。
5. 施焊所用焊接工艺必须经过焊接工艺评定。
除应遵守本通用工艺守则外,对具体的施焊工况应编制专门的焊接工艺卡。
6 焊前准备6.1 焊缝的位置应合理选择,使焊缝处于便于焊接、检验、维修的位置,并避开应力集中区。
各种焊缝之间的关系,一般应符合下列要求:6.1.1 有缝管对口,纵缝之间应相互错开100mm以上;6.1.2 地沟和架空管道两相临环形焊缝中心之间距离应大于管子外径,且不小于150mm;6.1.3 直埋供热管道两相临环形焊缝中心之间距离应不小于2m;6.1.4 在有缝管上焊接分支管时,分支管外壁与其它焊缝中心的距离,应大于分之管外径且不小于70mm。
6.2 焊缝坡口应按设计规定进行加工,无要求时可参照下表:6.3 外径和壁厚相同的管子或管件对口,应做到外壁平齐。
对口错边量在壁厚5mm以下时为0.5mm,在6~10mm范围内为1.0mm。
6.4管径不等或壁厚不等时,外侧厚度差不超过3mm时,内侧厚度差超过1.5mm时,应将厚出一侧管材削薄至平齐。
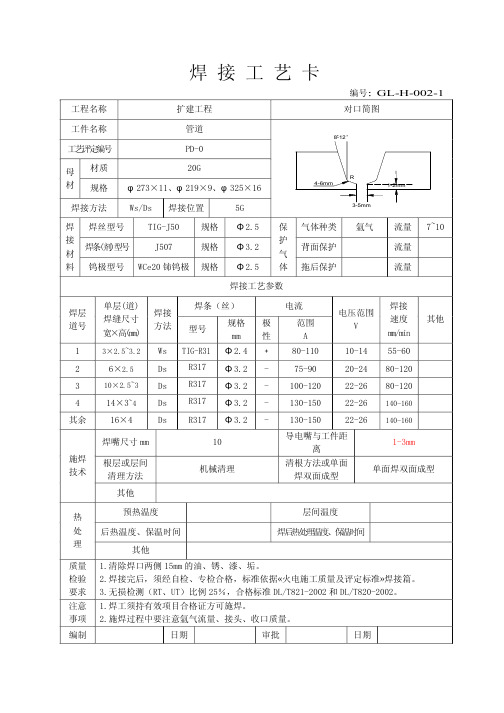
锅炉管焊接工艺卡(001)
号道 层焊
量流 量流 01~7 量流 气氩
mm5-3 mm2-1
护保后拖 护保面背 类种体气
5.2 Φ / 5.2 Φ G5
格规 格规 格规
极钨铈 02eCW / 13R-GIT sD/sW
号型极钨 号 型)剂(条焊 号型丝焊
体 气 护 保
料 材 接 焊
置位接焊
法方接焊 格规 质材
R
mm6-4
5.3×75 φ 、4×82 φ、5.3×23 φ、5.3×54 φ VoM1rC21
期日
批审
期日
制编 项事 意注 求要 验检 量质
。量质口收、头接、量流气氩意注要中程过焊施.2 。焊施可方证格合目项效有持须工焊.1 。2002-028T/LD 和 2002-128T/LD 准标格合��52 例比�TU、TR�测检损无.3 。篇接焊»准标定评及量质工施电火«据依准标�格合检专、检自经须�后完接焊.2 。垢、漆、锈、油的 mm51 侧两口焊除清.1 他其 间 时温 保、 度温 理 处热 后焊 度温间层 间时温保、度温热后 度温热预 他其 型成面双焊面单 mm3-1
理 处 热
术技 焊施
021-08 06-55
42-02 41-01
09-57 011-08 A 围范 流电
� 性 极
2.3 Φ 4.2 Φ mm 格规
713R
sD sT
号型
他其
nim/mm 度速 接焊
V 围范压电
�丝�条焊 数参艺工接焊
法方 接焊
)mm(高×宽 寸尺缝焊 )道(层单
2-300-H-LG�号编
21 -8 mm6-4
号 编 定评 艺工 称名件工 称名程工
图简口对
程工建扩期二
工艺管道焊接方案及工艺工艺卡
工艺管道焊接方案目录1、概述 (3)2、编制依据及验收规范 (3)3、施工准备 (3)4、焊接施工工序 (5)5、施工技术要求 (7)6、焊后热处理 (14)7、质量检查 (17)8、焊缝返修 (19)9、焊接质量保证体系 (20)10、安全施工技术要求 (23)11、工艺管道施工工作危害分析(JHA)记录 (25)12、管道焊接材料选用及工艺要求表 (28)13、管道焊接焊接工艺评定一览表 (28)14、工艺工艺卡 (29)1、概述1.1工程概况化工厂的工艺管道焊接,管道材质有碳钢、不锈钢及铬钼合金钢,该装置工艺管道全部采用工厂化预制加工,现场分段安装。
管道焊接的主要工程量见表1。
管道焊接工程量表12、编制依据及验收规范2.1《工业管道工程施工及验收规范》 GB50235-97 2.2《现场设备工业管道焊接施工及验收规范》 GB50236-98 2.3《石油化工剧毒、可燃介质管道工程施工及验收规范》及一号增补 SH3501-2002 2.4《石油化工工程铬钼耐热钢管道焊接技术规程》 SH/T3520-2004 2.5《石油化工铬镍奥氏体钢、铁镍合金和镍合金管道焊接规程》SH/T3523-1999 2.4《石油化工不锈钢复合钢焊接规程》 SH/T3527-1999 2.6《石油化工建设工程项目交工技术文件规定》 SH/T 3503—20072.7《工艺管道》 ASME B31.33、施工准备3.1人员准备3.1.1焊工担任管道焊接的焊工必须经过焊接基本知识和实际操作技能的培训,并取得相应的锅炉压力容器压力管道焊工考试合格证及经并经项目质量部考试合格,具备颁发的焊工上岗证,才能进入施工现场焊接作业;施焊前应参加焊接方案的技术交底,掌握本项目焊接工艺的技术要点、难点,严格遵守工艺纪律;相应的焊工合格项目见焊接工艺卡。
3.2焊接检验人员要求3.2.1从事焊接质量检验的人员应具有一定的实践经验和技术水平。
锅炉焊接工艺卡

焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 02月21日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 01日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 03日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 05日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月 01日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 13日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 13日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 13日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 13日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 01日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 01日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 01日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 18日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 18日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 25日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 03日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 07日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 15日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 08日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 03月 25日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 23日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 23日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月23日班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 24日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 24日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 30日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 30日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 04月 30日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月 22日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月07日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月 27日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月 30日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月 27日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月05日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月05日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 05月21日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月11日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月12日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年06月 17日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年06月 17日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年06月 17日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月21日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月 21日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月22日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年06月 26日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月27日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月29日 NO.班班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月29日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月30日 NO.班组负责人:焊 接 工 艺 卡Q.JDJ1/QEO-HJJ001同煤项目1#机 2023年 06月30日 NO.。
锅炉焊接施工方法
锅炉焊接施工方法一、工艺范围本工艺适用于锅炉焊接全过程。
二、引用标准1、《蒸汽锅炉安全技术监察规程》。
2、DL5007-92电力建设施工及验收技术规范(火力发电厂焊接篇)。
3、《锅炉压力容器焊工考试规则》。
4、DL5007-92钢焊缝射线照相及底片等分级分类法。
三、工程概况根据国家技术监督局《蒸汽锅炉安全技术监察规程》规定,电站锅炉受热面及其本体管道、主给水、主蒸汽管道等的焊接工作应按照原水电部的规定执行,为保证锅炉受热面,本体管道等的焊接质量,将制定本焊接工艺方案。
四、对焊接人员的要求1、在锅炉安装质保体系中配备焊接责任工程师、质保员及持证合格焊工、探伤人员。
焊接技术工作是在焊接责任工程师的主持下工作的,根据电厂锅炉的具体情况结合执行水电部《电建规》(焊接篇)的有关规定,掌握整个焊接工程概况。
在编制焊接工艺方案后组织焊工上岗操作技能训练以及焊接代样、割样工作。
根据焊接工艺方案编写指导焊工操作的焊接工艺指导书(焊接工艺卡)。
向有关人员进行技术交底,焊接工程正式开工后,监督焊接工艺的执行、检查。
整理焊接技术文件及资料,发现违反焊接工艺指导书的规定时,监督检查人员有权根据焊接质量情况实行停点检查。
2、焊工必须经过焊接理论知识和实际操作技能的培训,并按照《锅炉压力容器焊工考试规则》考试合格。
在进入受热面管焊接前应焊接代样合格。
否则,不得上岗,应有良好的执行焊接工艺的意识。
应严格按照焊接工艺指导书(焊接工艺卡)施焊。
当发现有重大质量问题时,应及时报告有关人员,不得自行处理,焊缝焊完及时打上焊工钢印。
五、焊接方法及焊接材料选用1、在钢架上采用手工电弧焊焊接。
在锅炉受热面、本体管道、给水管道焊接采用手工氢弧焊封底,手工氩弧焊盖面的焊接方法、焊接材料选用见下表:2、主蒸汽管道焊接采用手氩弧焊封底,手工电弧焊盖面的焊接方法。
六、钢材焊材使用要求1、钢材(包括管材、板材等)必须符合国家标准GB5310-85《低、中压锅炉用无缝钢管》GB713-86《制造锅炉用堂蛹素钢及普通低合铁钢板技术条件》的规定。
焊接工艺卡(GTAW+SMAW)

热力管道安装焊接工艺
工程名称德国促进贷款建设武威市城区集中供热项目
焊接工艺评定编号Q235B-GTAW Q235B-SMAW
焊接工艺指导书编号Q235B-GTAW Q235B-SMAW
管线材质Q235B
管线规格DN820×10
管线介质热水
设计压力 1.6MPa
接头种类管口对接
焊接工艺参数
焊接层数焊接
方法
焊接材料焊材直径
(mm)
焊接电流
(A)
电弧电压
(V)
焊接速度
(cm/min)焊条焊丝
1
钨极
氩弧焊
/ LHTIG-50φ2.5 100-140 20-22 6-8
2
焊条
电弧焊
CHE 427 / φ3.2 90-120 24-26 8-10
3
焊条
电弧焊
CHE 427 / Φ4.0 100-160 24-26 8-10
焊接电流钨极氩弧焊:直流正接;焊条电弧焊:直流反接。
焊前预热根据环境温度标准执行
焊后热处理根据环境温度标准执行
其他要求无。
焊接工艺评定及焊接工艺卡编写讲义
焊接工艺评定的一般要求
1母材 项目根据焊接工程需要委托本企业进行焊接工艺 2焊材 评定时,提供的母材,应符合设计文件和国家现 焊接工艺评定所用的焊条、焊丝、焊剂应具有出 3程序 行有关标准的规定,且有出厂质量证明书或复验 厂质量证明书。焊接用气体应符合现行有关标准 4签发报告 企业完成焊接工艺评定过程:拟定焊接工艺指导 报告。 。 的规定 书、试焊试件和制取试样、检验试件和试样、测 由企业焊接责任工程师审核,技术负责人签发。 定焊接接头是否具有所要求的使用性能、提出焊 用于压力容器产品的焊接工艺评定报告,并经所 接工艺评定报告。 在地技术监督部门确认。存入技术档案。
• 单位焊接责任工程师审核,技术负责人批准, 单位焊接责任工程师审核,技术负责人批准,并且经过监检机构签章确认后存入技术 档案。 的规定。 档案。 的规定。 (五)焊接工艺评定技术档案应当保存至该工艺评定失效为止,焊接工艺评定试样应当 焊接工艺评定技术档案应当保存至该工艺评定失效为止, 五 焊接工艺评定技术档案应当保存至该工艺评定失效为止 保存5年 保存 年。
常用标准规范对焊接工艺评定报告的要求
焊接工艺卡-中英文
20% H2
陶瓷衬垫
CrNi 不锈钢支撑板 铜支撑板
Ceramic liner CrNi support plate bronze support
plate
照片/简图(photos/sketches):
照片/简图(photos/sketches):
备注(remark): A.3mm 不锈钢对接,不留间隙,单面焊双面成形
焊丝直径 (mm): Diameter of welding wire
保护气体: Shielded gas
气体流量 (l/min): Gas flow rate
焊接工艺 Plasma Welding process Plasma
不锈钢
No. FR-WD8-
Stainless steel
等离子焊
Plasma welding
自动等离子钎焊冷丝的
Automatic plasma brazing cold-wire
焊接位置:
PA PB PC PD PE PF
Welding position
PG H-LO45
25
焊枪位置:
垂直的
25
Welding torch position Neutral
304
枪头角度 (°):
0
304
Torch body bend
Compressed air testing magnetic inspection test
destructively detecting
visual examination
10
焊接模式:
标准的
10
Mode of operation
Standard
焊接电源: Power source 软件版本/专家库: Version of firmware/database 焊接程序号: Program number 焊枪型号: Type of welding torch
锅炉焊接工艺卡
锅炉焊接工艺卡锅炉台号 02锅炉型号 部件名称 上升管工艺评定及编号 HGP-12工作压力Mpa 焊 口 数 量 程度焊口 12 焊材牌号及规格底层 THT50-6 φ 辅助办法最高温度℃572℃垂直焊口 38 面层 E5015 φ 焊件规格mm 168*845°焊口 6 焊接 方法 底层手工氩弧焊 焊件 A 例 20# 30°焊口 面层手工电弧焊材质 B 例20#总计19手工钨极氩弧焊各层次焊接尺度焊接程序:1、接头组对须去除坡口表里两侧20mm 范围内的锈油污垢等并呈现金属光泽;2、接头定位焊分布在钢管的10点或2点及下部的6点位置【对于程度焊口而言】;3、封底焊采用锯齿运弧,有节奏地向熔池送丝,两焊接接头处重熔5-6mm ,封底焊完毕后用钢丝刷去除氧化物;4、电焊弧盖面时作锯齿运条,坡口两侧稍作停顿,中间快速过渡,防止咬边。
5、结束后打磨清渣并在离焊缝20毫米处打上焊工钢印代号。
焊缝层次焊丝直径钨丝直径mm喷嘴直径mm 电源种类 焊接位置 焊接电流A层间温度/氩气流量1 3 10 直流 垂直 110~120 10-12l ∕Imin手工电弧焊各层次焊接尺度焊缝层次焊条直径mm电源种类 焊接位置 焊接电源A 层间温度℃电弧长度质量尺度:1、 焊缝尺寸应符合图样要求,焊缝及热影响区外表不允许有气孔、裂纹、夹渣、咬边、弧坑、焊瘤、熔渣飞溅等缺陷,焊缝与母材保持圆滑过渡。
2、 焊缝X 射线探伤比例5%,参照GB3323-87技术尺度Ⅱ级合格执行。
1 直流 程度/垂直115~125/120-130锅炉焊接工艺卡工程编号红星阀门锅炉安装锅炉型号 部件名称 蒸汽管工艺评定及编号 HGP-12工作压力Mpa 焊 口 数 量程度焊口 2 焊材牌号及规格底层 THT50-6 φ 辅助办法工作温度℃ 184℃ 垂直焊口 2 面层 E4303 φ 焊件规格mm76* 45°焊口 0 焊接 方法底层手工氩弧焊 焊件 A 例 20# 30°焊口 面层手工电弧焊材质 B 例20#总计4手工钨极氩弧焊各层次焊接尺度焊接程序:1、接头组对须去除坡口表里两侧20mm 范围内的锈油污垢等并呈现金属光泽;2、接头定位焊分布在钢管的10点或2点及下部的6点位置【对于程度焊口而言】;3、封底焊采用锯齿运弧,有节奏地向熔池送丝,两焊接接头处重熔5-6mm ,封底焊完毕后用钢丝刷去除氧化物;4、电焊弧盖面时作锯齿运条,坡口两侧稍作停顿,中间快速过渡,防止咬边。
焊口一览表(炉本体)
9.8 9.8 9.8 9.8 9。8 9.8 9.8 9.8
10 10 8 20 26 22 8 8 2 6 4 8 31 14 6 9 8 1 1
V V V V V V V V V V V V V V V V V V V
J507 / / / / / / R307 R307 R307 R307 / / / / / / R307 /
第 1 页共 3 页
锅炉本体承压部件焊接一览表
焊后热处理 焊接材料 焊接 代号 工程项目 材 质 规格(mm) 压力 焊口数 坡口 焊接方法 (MPa) 量 型式 焊条 GTAW/SM AW GTAW GTAW GTAW GTAW GTAW GTAW GTAW/SM AW 焊丝 预热温 升、降 恒温 RT应 度 温速度 恒温温度 时间 (℃) 检率 (℃ (℃) (h (%) /h) ) 20 25 25 25 25 25 20 200300 200300 200300 200300 200300 <300 <300 <300 <300 <300 670-700 1.0 20 670-700 1.0 670-700 670-700 670-700 0.5 0.5 0.5 25 10% 25 25 25 25 25 25 25 200300 200300 <300 670-700 1.0 100 25 10% 10% 5% 10% 5% 5% 100 10% 5% UT应 检率 (%) 光 谱 分 析 硬度 检测 焊接工艺卡编号 无损探伤
W13 下降管Ⅰ W14 下降管Ⅱ W15 下降管Ⅲ W16 下降管Ⅳ W17 顶部连接管Ⅰ W18 顶部连接管Ⅱ W19 省煤器中间集箱连接 管
20G 20G 20G 20G 20G 20G 20G 15CrMoG
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊丝直径
钨丝直径mm
喷嘴直径mm
电源种类
焊接位置
焊接电流A
层间温度/氩气流量
1
2.5
3
10
直流
垂直
80~85
10-12l∕Imin
手工电弧焊各层次焊接规范
焊缝层次
焊条直径mm
电源种类
焊接位置
焊接电源A
层间温度℃
电弧长度
质量标准:
1、焊缝尺寸应符合图样要求,焊缝及热影响区表面不允许有气孔、裂纹、夹渣、咬边、弧坑、焊瘤、熔渣飞溅等缺陷,焊缝与母材保持圆滑过渡。
焊缝层次
焊丝直径
钨丝直径mm
喷嘴直径mm
电源种类
焊接位置
焊接电流A
层间温度
氩气流量
2.5
3
8
直流
垂直
75~80
10-12l∕min
手工电弧焊各层次焊接规范
焊缝层次
焊条直径mm
电源种类
焊接位置
焊接电流A
层间温度℃
电弧长度
质量标准:
1、焊缝尺寸应符合图样要求,焊缝及热影响区表面不允许有气孔、裂纹、夹渣、咬边、弧坑、焊瘤、熔渣飞溅等缺陷,焊缝与母材保持圆滑过渡。
焊缝层次
焊丝直径
钨丝直径mm
喷嘴直径mm
电源种类
焊接位置
焊接电流A
层间温度/氩气流量
1
2.5
3
10
直流
垂直
110~120
10-12l∕Imin
手工电弧焊各层次焊接规范
焊缝层次
焊条直径mm
电源种类
焊接位置
焊接电源A
层间温度℃
电弧长度
质量标准:
1、焊缝尺寸应符合图样要求,焊缝及热影响区表面不允许有气孔、裂纹、夹渣、咬边、弧坑、焊瘤、熔渣飞溅等缺陷,焊缝与母材保持圆滑过渡。
底层
THT50-6φ2.5
辅助措施
工作温度℃
184℃
垂直焊口
2
面层
E4303φ3.2
焊件规格mm
φ32*3
45°焊口
焊接
方法
底层
手工氩弧焊
焊件
A例
20G
30°焊口
面层
手工氩弧焊
材质
B例
20G
总计
手工钨极氩弧焊各层次焊接规范
焊接程序:1、接头组对须清除坡口内外两侧20mm范围内的锈油污垢等并呈现金属光泽;2、分别在接头处12点、9点、3点位置【按时针转向】采用氩弧焊点焊固定。3、底层焊从下中心向上中心焊接,采用直线运弧,并有节奏的向熔池送丝,两焊接接头处重熔5-6mm,封底焊完毕后用钢丝刷清除氧化物;4、盖面焊采用锯齿型运弧,两侧稍作停顿,起收弧处重熔6-8mm。5、焊接结束后,清除表面氧化物及焊瘤,并在离焊缝20mm处打上各自的钢印号。
底层
THT50-6φ2.5
辅助措施
工作温度℃
184℃
垂直焊口
7
面层
E4303φ3.2
焊件规格mm
57*3.5
45°焊口
焊接
方法
底层
手工氩弧焊
焊件
A例
20#
30°焊口
面层
手工电弧焊
材质
B例
20#
总计
33
手工钨极氩弧焊各层次焊接规范
焊接程序:1、接头组对须清除坡口内外两侧20mm范围内的锈油污垢等并呈现金属光泽;接头组装错边量≤0.5mm2、分别在接头处12点、9点、3点位置【按时针转向】采用氩弧焊点焊固定。3、底层焊从下中心向上中心焊接,采用直线,并有节奏地向熔池送丝,两焊接接头处重熔5-6mm,封底焊完毕后用钢丝刷清除氧化物;4、盖面焊采用锯齿型运弧,两侧稍作停顿,起收弧处重熔6~8mm。5、焊接结束后,清除表面氧化物及焊瘤,并在20毫米处打上各自的钢印代号。
2、焊缝X射线探伤比例5%,参照GB3323-87技术标准Ⅱ级合格执行。
1
3.2
直流
水平/垂直
90~100/100-110
3.2
审核:编制:
锅炉焊接工艺卡
工程编号
红星阀门锅炉安装
锅炉型号
WNS-1.0-Y.Q
部件名称
蒸汽管
工艺评定及编号
HGP-10
工作压力Mpa
1.0
焊
口
数
量
水平焊口
4
焊材牌号及规格
焊缝层次
焊丝直径
钨丝直径mm
喷嘴直径mm
电源种类
焊接位置
焊接电流A
层间温度/氩气流量
1
2.5
3
10
直流
垂直
90~95
10-12l∕Imin
手工电弧焊各层次焊接规范
焊缝层次
焊条直径mm
电源种类
焊接位置
焊接电源A
层间温度℃
电弧长度
质量标准:
1、焊缝尺寸应符合图样要求,焊缝及热影响区表面不允许有气孔、裂纹、夹渣、咬边、弧坑、焊瘤、熔渣飞溅等缺陷,焊缝与母材保持圆滑过渡。
2、焊缝X射线探伤比例5%,参照GB3323-87技术标准Ⅱ级合格执行。
1
3.2
直流
水平/垂直
90~100/100-110
3.2
审核:编制:
锅炉焊接工艺卡
工程编号
红星阀门锅炉安装
锅炉型号
WNS-1.0-Y.Q
部件名称
蒸汽管
工艺评定及编号
HGP-10
工作压力Mpa
1.0
焊
口
数
量
水平焊口
5
焊材牌号及规格
底层
THT50-6φ2.5
辅助措施
工作温度℃
184℃
垂直焊口
2
面层
E4303φ3.2/4
焊件规格mm
76*3.5
45°焊口
0
焊接
方法
底层
手工氩弧焊
焊件
A例
20#
30°焊口
面层
手工电弧焊
材质
B例
20#
总计
4
手工钨极氩弧焊各层次焊接规范
焊接程序:1、接头组对须清除坡口内外两侧20mm范围内的锈油污垢等并呈现金属光泽;2、接头定位焊分布在钢管的10点或2点及下部的6点位置【对于水平焊口而言】;3、封底焊采用锯齿运弧,有节奏地向熔池送丝,两焊接接头处重熔5-6mm,封底焊完毕后用钢丝刷清除氧化物;4、电焊弧盖面时作锯齿运条,坡口两侧稍作停顿,中间快速过渡,避免咬边。5、结束后打磨清渣并在离焊缝20毫米处打上焊工钢印代号。
底层
手工氩弧焊
焊件
A例
20#
30°焊口
面层
手工电弧焊
材质
B例
20#
总计
19
手工钨极氩弧焊各层次焊接规范
焊接程序:1、接头组对须清除坡口内外两侧20mm范围内的锈油污垢等并呈现金属光泽;2、接头定位焊分布在钢管的10点或2点及下部的6点位置【对于水平焊口而言】;3、封底焊采用锯齿运弧,有节奏地向熔池送丝,两焊接接头处重熔5-6mm,封底焊完毕后用钢丝刷清除氧化物;4、电焊弧盖面时作锯齿运条,坡口两侧稍作停顿,中间快速过渡,避免咬边。5、结束后打磨清渣并在离焊缝20毫米处打上焊工钢印代号。
2、焊缝X射线探伤比例5%,参照GB3323-87技术标准Ⅱ级合格执行。
审核:编制:
锅炉焊接工艺卡
锅炉台号
02
锅炉型号
QCF159/572-15.8-2.5
部件名称
上升管
工艺评定及编号
HGP-12
工作压力Mpa
2.5MPa
焊
口
数
量
水平焊口
12
焊材牌号及规格
底层
THT50-6φ2.5
辅助措施
最高温度℃
572℃
垂直焊口
38
面层
E5015φ3.2
焊件规格mm
168*8
45°焊口
6
焊接
方法
2、焊缝X射线探伤比例5%,参照GB3323-87技术标准Ⅱ级合格执行。
1
3.2
直流
水平/垂直
100~110/110-120
3.2
审核:编制:
锅炉焊接工艺卡
工程编号
红星阀门锅炉安装
锅炉型号
WNS-1.0-Y.Q
部件名称
蒸汽管
工艺评定及编号
HGP-10
工作压力Mpa
1.0
焊
口
数
量
水平焊口
26
焊材牌号及规格
底层
THT50-6φ2.5
辅
助
措
施
工作温度℃
184℃
垂直焊口
2
面层
E4303φ3.2
焊件规格mm
φ45*3
45°焊口
焊接
方法
底层
手工氩弧焊
焊件
A例
20G
30°焊口
面层
手工氩弧焊
材质
B例
20G
总计
手工钨极氩弧焊各层次焊接规范
焊接程序:1、接头组对须清除坡口内外两侧20mm范围内的锈油污垢等并呈现金属光泽;2、分别在接头处12点、6点位置【按时针转向】采用氩弧焊点焊固定。每道焊口由2名焊工分别按3→12←9、9→6←3顺序焊半个焊口;3、底层采用直线运弧,熔孔直径为3-4mm,有节奏的向熔池送丝,两焊接接头处重熔5-6mm,封底焊完毕后用钢丝刷清除氧化物;4、盖面焊采用轻微自摆运弧。5、焊接结束后,清除表面氧化物,并在离焊缝20mm处打上各自的钢印号。
2、焊缝X射线探伤比例5%,参照GB3323-87技术标准Ⅱ级合格执行。
1
3.2
直流