(镀铜)滚镀生产工艺
电镀企业生产工艺流程
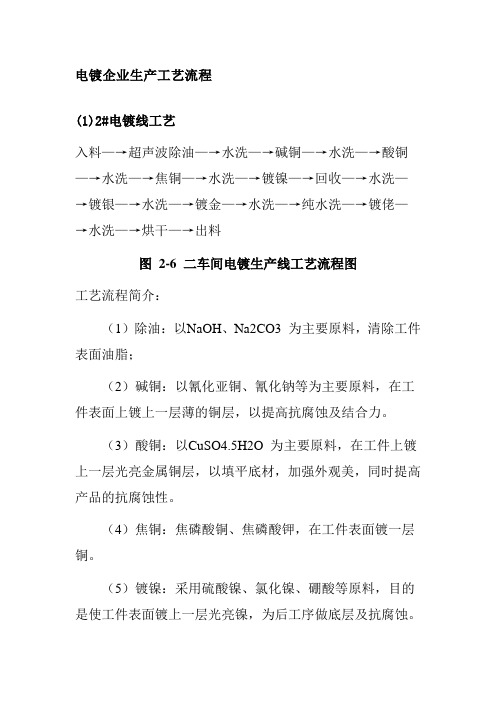
电镀企业生产工艺流程(1)2#电镀线工艺入料—→超声波除油—→水洗—→碱铜—→水洗—→酸铜—→水洗—→焦铜—→水洗—→镀镍—→回收—→水洗—→镀银—→水洗—→镀金—→水洗—→纯水洗—→镀佬—→水洗—→烘干—→出料图2-6 二车间电镀生产线工艺流程图工艺流程简介:(1)除油:以NaOH、Na2CO3 为主要原料,清除工件表面油脂;(2)碱铜:以氰化亚铜、氰化钠等为主要原料,在工件表面上镀上一层薄的铜层,以提高抗腐蚀及结合力。
(3)酸铜:以CuSO4.5H2O 为主要原料,在工件上镀上一层光亮金属铜层,以填平底材,加强外观美,同时提高产品的抗腐蚀性。
(4)焦铜:焦磷酸铜、焦磷酸钾,在工件表面镀一层铜。
(5)镀镍:采用硫酸镍、氯化镍、硼酸等原料,目的是使工件表面镀上一层光亮镍,为后工序做底层及抗腐蚀。
(6)镀银:用氰化银钾、氰化钾等为主要原料,在镀件上电镀一层加厚有效银金属材料。
镀银模具比例不高, 主要是部分3D 难脱离件采用镀银模具提高脱模性和寿命。
(7)镀金:以氰化金钾、氰化钠为原料镀金;(8)镀佬:用有机保护剂在工件表面形成一层保护膜,以提高工件的抗蚀性及硬度;(9)烘干:以电、煤气为能源,在140℃左右高温烘干产品表面水分。
(2)3#电镀线工艺冷脱除油—→超声波除油—→电解除油—→水洗—→酸电解—→酸活化—→水洗—→冲击镍—→水洗—→碱铜—→水洗—→酸铜—→珍珠镍—→光镍—→哑镍—→回收—→水洗—→黑镍—→回收—→水洗—→镀铬—→水洗—→仿金—→水洗—→钝化—→水洗—→切水—→水洗—→烘干—→品检—→出料图2-7 三车间电镀生产线工艺流程图工艺流程简介:(1)除油:以NaOH、Na2CO3、Na3PO4 为主要原料,清除工件表面油脂;(2)冲击镍:以氯化镍、盐酸为主要原材料,镀一镍层,镀冲击镍是指镀镍时先加上一个大于正常镀镍电流的电流,用于清除镀件表面可能存在的氧化膜,防止产生结合力不良。
(3)酸电解:以20%的H2SO4 对工件表面的氧化皮进行预处理。
电镀铜工艺流程
电镀铜工艺流程
《电镀铜工艺流程》
电镀铜是一种表面处理工艺,通过将金属铜沉积在基材表面,以提高其耐腐蚀性、导电性和美观性。
电镀铜工艺流程主要包括表面处理、电镀、清洗和干燥等环节。
首先,进行表面处理。
要对基材进行清洁处理,去除表面的油污和杂质,以保证电镀层的附着力。
常见的表面处理方法包括碱洗、酸洗和磷化等。
接下来是电镀过程。
在电镀槽中加入电镀溶液,通过向基材施加电流,使铜离子在基材表面还原沉积,形成均匀的铜电镀层。
电镀参数的选择对电镀层的质量有着重要的影响,包括溶液的成分、温度、PH值、电流密度和镀层厚度等。
随后进行清洗环节。
电镀后的基材上可能残留有电镀液和其他杂质,需要经过清洗来去除。
常用的清洗方法包括水洗、酸洗和碱洗等。
最后是干燥。
将清洗后的基材进行干燥处理,以保证电镀层的质量和外观。
通常使用空气干燥或者烘干的方法。
总的来说,电镀铜工艺流程包括表面处理、电镀、清洗和干燥等环节,每个环节都非常关键,影响着最终电镀层的质量。
通过严格控制工艺流程和参数,可以获得均匀、致密、光亮的铜电镀层。
硫酸铜电镀工艺介绍
硫酸铜电镀工艺介绍现代电镀网6月17日讯:(每日电镀行业最新资讯推送请关注微信公众号:现代电镀网)铜既要掩盖钢辊的缺陷,又要为下道工序——电雕展示最好的工作面。
镀铜是一个极为复杂的过程,对其控制应极为严密,稍有马虎,就需要耗费大量的时间、人力、物力来纠正所出现的问题。
(一)镀铜工艺流程金工滚筒→检验→发配滚筒→滚筒前处理→预镀镍→打磨清洗→镀铜→卸滚筒→交车磨(二)滚筒镀铜原理镀铜层呈粉红色,质柔软,具有良好的延展性。
镀铜槽中电解溶液的主要成分是硫酸(H2SO4)和硫酸铜(CuSO4²5H2O)。
铜在这种溶液中以铜离子(Cu2+)形式存在。
电解铜作为阳极,按半圆弧分布于电解溶液中,并与电源阳极相接。
滚筒横放在电解槽中,其表面有的是全部浸入电解溶液中,有的是半浸或1/3浸入电解溶液中,它与阴极相接,并以一定转速旋转。
通电后,阴阳两极发生化学反应,铜离子带有正电荷,被阴极吸引,在阴极获得电子而形成铜原子,并附着在滚筒上,完成电镀。
但事实上,由于某些原因会干扰这种反应过程,正负离子始终不会平衡,所以在实际生产中不容易制得很满意的电镀滚筒。
针对这种情况,只能尽力做到减少干扰因素,根据本公司的条件,进行各种器材、工艺的匹配,以制得满意的电镀滚筒。
(三)加强导电性管理提高铜层质量,重要的是控制好电流差,保证导电部位干净和接触良好,使电流值分布均匀,使滚筒两端和中间的铜层硬度一致。
(四)镀铜液的主要成分凹版电镀采用硫酸盐镀铜,镀液的基础成分是硫酸铜和硫酸。
硫酸铜用来供给镀液中的铜离子,硫酸则能起到防止铜盐水解、提高镀液导电能力和阴极极化的作用。
由于镀液的电流效率高(近于100%),可镀得较厚的镀层。
当然,要保证各种化学品的纯度与稳定。
镀铜液的主要成分如下:1.硫酸铜(CuSO4²5H2O),是蓝色晶体,颗粒大小如玉米粒,应尽量无黄色,工业级可用。
根据生产条件和不同要求,硫酸铜的含量有的公司规范为200~250g/L,有的为210~230g/L,有的为180~220g/L。
滚镀 挂镀 工艺技术讲解

滚镀工艺技术讲解
.滚镀简介 滚镀方式划分为卧式滚镀、倾斜式滚镀和振动电镀等三大类
滚镀工艺技术讲解
卧式滚镀 卧式滚镀的滚筒形状为“竹筒”或“柱”状,使用时卧式放置。滚筒轴向为水平方 向,所以卧式滚镀也叫水平卧式滚镀。生产中常见的六角形滚筒、镀铬滚筒、杆状 (或辐条)滚筒、缝衣针滚筒等都属于卧式滚镀的范畴。其中以六角形滚筒应用最 广泛。典型的卧式滚筒结构如图1所示。 2.1 滚筒横截面形状 卧式滚筒的横截面形状有六角形、八角形和圆形等。采用六角形滚筒,零件在翻动 时跌落的幅度大,零件的混合较充分,所以镀层厚度波动性优于其它形状的滚筒。 这种优势在装载量不超过滚筒容积的二分之一时更为明显。并且,六角形滚筒零件 间相互抛磨的作用强,更利于提高镀层的光亮度。 2.2 滚筒轴向 卧式滚筒的轴向为水平方向。所以,卧式滚筒在带动零件翻滚时,零件运行方向与 水平面垂直,这样有利于各零件间充分混合及提高镀层的光亮度。并且,零件的垂 直运行还为卧式滚筒的装载量赢得了优势。
滚镀工艺技术讲解
滚镀的三种方式各有其不同的特征、优缺点及适用范围等,生产中应根据镀件的形 状、大小、批量及质量要求等具体情况,选择准确合理的滚镀方式,以达到为企业 节约增效、提高产品质量的目的。例如,对于常规小零件,应首选卧式滚镀的方式 。而对于不宜或不能采用卧式滚镀或品质要求较高的小零件,则一般考虑振动 电镀的方式。但振动电镀不是一种“万灵药”,有时对于振动电镀也解决不了的小 零件,可以采用一些比较特殊 电镀方式,如篮筐镀、筛网镀或布兜镀等。 滚镀的三种方式各有其不同的特征、优缺点及适用范围等,生产中应根据镀件的形 状、大小、批量及质量要求等具体情况,选择准确合理的滚镀方式,以达到为企业 节约增效、提高产品质量的目的。例如,对于常规小零件,应首选卧式滚镀的方式 。而对于不宜或不能采用卧式滚镀或品质要求较高的小零件,则一般考虑振动电镀 的方式。但振动电镀不是一种“万灵药”,有时对于振动电镀也解决不了的小零件 ,可以采用一些比较特殊的电镀方式,如篮筐镀、筛网镀或布兜镀等。
镀铜工艺流程,化学镀铜工艺与电镀铜工艺的区别
镀铜工艺流程|化学镀铜工艺与电镀铜工艺的区别镀铜工艺流程镀铜工艺种类不止一种,也不是三言两语就能说清楚的,镀铜工艺特点包括了优点和缺点。
我们先来说下什么是镀铜工艺?镀铜工艺通常分为化学镀铜工艺和电镀铜工艺。
化学镀铜工艺是在有钯等催化活性物质的表面,通过甲醛等还原剂的作用,使铜离子还原析出。
化学镀铜工艺是相对于电镀铜工艺的优势主要有基体范围广泛,镀层厚度均匀,工艺设备简单,镀层性能良好等一系列优势。
电镀铜工艺,PCB制造业中,电镀铜已经应用许多年了,印制板电镀铜溶液属酸性溶液,具有高酸低铜特点,有极好的分散能力和深镀能力镀后的铜层有光泽性。
通俗的说,镀铜工艺其实是一种表面处理技术,在金属表面上镀上一薄层其它金属或合金起保护、美观的作用。
只要你需要保护的,认为有价值的,都可以给它镀上。
镀铜工艺种类1、化学镀铜工艺:是电路板制造中的一种工艺,通常也叫沉铜或孔化(PTH)是一种自身催化性氧化还原反应。
2、电镀铜工艺:用于铸模,镀镍,镀铬,镀银和镀金的打底,修复磨损部分,防止局部渗碳和提高导电性。
电镀铜工艺分为碱性镀铜和酸性镀铜二法。
电镀铜工艺也可以分为以下几个(1)氰化镀铜工艺:氰化物镀铜是应用最早和最广泛的镀铜工艺方法。
镀液主要由铜氰络合物和一定量的游离氰化物组成,呈强碱性。
(2)硫酸盐镀铜工艺:氰化物镀铜,硫酸盐镀铜工艺早期应用于塑料电镀、电铸、精饰等方面,包括装饰层和功能镀层。
在电子工业中较早的应用是印刷电路、印刷板、电子接触元件。
(3)焦磷酸盐镀铜工艺。
(4)无氰镀铜工艺:无氰镀铜工艺完全取代传统氰化镀铜工艺和光亮镀铜工艺,适用于任何金属基材:纯铜、铜合金、铁、不锈钢、锌合金压铸件、铝、铝合金工件等基材上,挂镀或滚镀均可。
镀铜工艺流程1、化学镀铜工艺步骤:膨胀→去钻污→中和→除油→微蚀→预浸→活化→加速→化学镀铜。
2、电镀铜工艺步骤:(1)氰化镀铜工艺步骤:1、浸酸→全板电镀铜→图形转移→酸性除油→二级逆流漂洗→微蚀→二级→浸酸→镀锡→二级逆流漂洗。
化学镀铜工艺流程解读
化学镀铜工艺流程解读化学镀铜是一种常用的金属表面处理技术,通过在金属表面涂覆一层铜薄膜,可以提高材料的导电性、耐腐蚀性和美观度。
本文将对化学镀铜工艺流程进行详细解读。
一、工艺概述化学镀铜工艺是利用电解质中铜离子的还原作用在金属表面形成铜层的过程。
该工艺相对于真空镀铜而言,成本低、操作简便,常用于电子、电器、通信等行业。
二、工艺流程1. 表面准备在进行化学镀铜之前,首先需要对金属表面进行准备工作。
这包括去除表面的污垢、油脂和氧化层。
一般采用化学腐蚀剂进行酸洗或溶液浸泡的方式,确保金属表面干净,以便铜层附着。
2. 预处理在表面准备后,需要进行一系列的预处理步骤,以提高镀铜效果。
其中常用的预处理方法包括活化处理、催化剂处理和敏化剂处理。
活化处理主要是通过酸浸、碱洗等手段去除表面氧化层,提高金属表面的可镀性。
催化剂处理利用一种特殊的化学液体,使金属表面产生催化层,促进铜离子的还原。
敏化剂处理则是为了增强催化剂的效果,提高铜层的附着力和均匀性。
3. 镀铜预处理完成后,金属样品进入化学镀铜槽中进行镀铜处理。
镀铜槽中含有铜离子和其他辅助剂,通过电流的作用,铜离子被还原成金属铜,沉积在金属表面形成铜层。
镀铜的过程中需要控制电流密度、温度和镀铜时间等因素,以获得理想的镀层厚度和质量。
4. 后处理镀铜完成后,需要进行一些后处理工作。
通常包括清洗、除漆和抛光。
清洗是为了去除残留的电解质和杂质,确保铜层的纯净度。
除漆则是为了去除镀铜过程中可能产生的涂层或污渍,使铜层表面更加平整。
抛光可以进一步改善铜层的外观,提高光亮度。
三、工艺控制在化学镀铜工艺中,需要进行一定的工艺控制,以保证镀层的质量和一致性。
其中关键的工艺参数包括电流密度、温度、PH值和镀铜时间。
电流密度控制决定了铜层的厚度和均匀性,温度控制可以影响镀铜速度和结晶形态,PH值控制可以调节溶液中铜离子的浓度和还原性,而镀铜时间则是决定铜层厚度的重要因素。
四、应用领域化学镀铜工艺广泛应用于电子、电器、通信等领域。
电镀铜的工艺流程
电镀铜的工艺流程嘿,朋友!你有没有想过,那些亮晶晶的铜制品表面是怎么弄出来的呢?今天呀,我就来给你讲讲电镀铜这个超有趣的工艺流程。
我有个朋友叫小李,他就在一家电镀厂工作。
我第一次去他厂里参观的时候,简直就像走进了一个充满魔法的世界。
那里到处都是各种形状的物件,等着被镀上一层铜,就像灰姑娘等着穿上水晶鞋变身一样。
电镀铜的第一步是镀前处理。
这就好比是给要化妆的脸先做个清洁和打底。
首先得把要电镀的物件进行机械整平。
这物件可能是个小零件,也可能是个大的金属制品。
小李说,这就像是给一块凹凸不平的土地先推平一样。
如果物件表面不平整,镀上去的铜层就会像在坑坑洼洼的路面上盖房子,肯定不牢固。
然后呢,要进行脱脂处理。
你想啊,物件表面要是有油,那铜层能好好附着上去吗?就像你想在涂满油的盘子上画画,颜料肯定挂不住。
他们通常会用化学药剂来去除油污。
这时候,厂里的师傅就像细心的厨师,精准地调配着脱脂液的成分,确保油污被彻底清除。
接下来就是酸洗啦。
这一步是为了去除物件表面的氧化皮和锈迹。
我当时看着那些物件被放进酸洗液里,就像看着战士们在战场上接受洗礼一样。
酸洗液就像一把把小刷子,把那些脏东西都刷掉,让物件表面露出光洁的“皮肤”。
要是这一步没做好,镀铜的时候就会出现瑕疵,那可就糟糕了。
经过镀前处理后,就正式进入电镀铜的环节啦。
电镀液可是这个环节的关键,就像魔法师的魔法药水一样。
电镀液里有硫酸铜,这是提供铜离子的源泉。
还有硫酸,它能增加溶液的导电性,就像给电路加了个加速器。
小李告诉我,他们要非常小心地控制电镀液的浓度、温度和酸碱度。
这就像照顾一个娇弱的小婴儿,稍微有点差错,整个电镀过程就会出问题。
在电镀的时候,要把被镀物件作为阴极,而铜阳极则像一个慷慨的捐赠者。
当通上直流电后,铜阳极上的铜原子就会失去电子,变成铜离子,就像一个个小士兵离开营地,进入电镀液这个“战场”。
然后这些铜离子在电场的作用下,游向作为阴极的被镀物件,在物件表面得到电子重新变成铜原子,一层一层地沉积在物件表面。
滚镀产品工艺规范

滚镀产品工艺规范所有铁件镀镍产品:除油以后,镀铜1小时。
没厚度要求的镀镍50分钟左右,有厚度要求的按要求做。
所有铁件镀镍产品镀好镍以后必须钝化。
. 镀锡不要求镀镍产品:黄铜底材的,镀铜40分钟.磷铜底材的镀铜10分钟(铜没有厚度要求的)。
铜有厚度要求的按要求做。
镀锡:镀锡时间按厚度要求控制。
镀银产品:不要求镀镍的,镀铜必须1小时以上,酸洗镀银。
要求镀镍产品:镀铜15分钟,镍1小时左右(镍层厚度1.5微米以上)。
镀银:镀银时间按厚度要求控制。
镀金:孔类产品,镀铜1小时以上。
酸洗镀镍。
不是孔类产品,镀铜15分钟,镍1小时左右(镍一般控制在40至120麦之间没厚度要求的)有厚度要求的按要求做。
备注: 为了降低成本,提高产品的一次性合格率,以上工艺必须遵照执行.所有产品在做下一道工序之前必须自检。
○1产品是否挂水珠○2看看色泽是否均匀.○3折弯几个产品看看有没有起皮等(○A如有水珠那就是油没除干净,必须返回重新除油.○b色泽不均匀,返回上一道工序重工.○c折弯90度来回1次如有起皮,退镀重工)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有 效 长
长
镀槽 结构 阳极 喉管 接 阴 槽 系 风 抽排 体 材 回 极 触 流 材 质 接 排 补 供 溢 统 刀 风水 料 杆 触 放 充 给 流 PP PP TiBCu 1 PP TiBCu PP TiBCu PP TiBCu 1 PP TiBCu PP PP PP PP PP PP
贮药槽 整流器 尺 寸 安 数 种 培 分 钟 A V 量 类 容 量 升 抽 结构 目 视 水 位 低 位 保 护 高 位 警 报 加热 自 功 数 温 材 冷 动 率 补 充 KW 量 度 料 却 过 泵 数 材 滤 型 泵 号 型 量 料 号
循环泵 过滤泵“涤纶袋芯”
风
说明:
稳流稳压 脉冲 开关式 正反向 一般 H OH N 贵 HM CY 酸 碱 一般 贵金属 重金属 含氰 PtTi SS TE Q Ti TiB 铂钛 不锈钢 铁氟龙 石英 钛 钛篮
工 艺 流 程
过滤泵“涤纶袋芯” 涤 容 数 纶 芯 数 量 量 量 药剂除杂 结构 材 质 尺
有 效 长 680
长
镀槽 结构 阳极 喉管 接 阴 槽 系 风 抽排 体 材 回 极 触 流 材 质 接 排 补 供 溢 统 刀 风水 料 杆 触 放 充 给 流 槽浸 PP PP PP PP PP PP PP TiBCu 1 PP TiBCu PP TiBCu 1 PP TiBCu PP PP PP PP PP PP 1 1 1 1 1
循环泵 过滤泵“涤纶袋芯”
风
680 1500 槽浸 680 680 槽浸 槽浸
680 2270 槽浸 680 680 逆流洗 逆流洗
680 2126 逆流洗 680 槽浸
680 1496 槽浸 680 680 逆流洗 逆流洗
680 2126 逆流洗 680 槽浸
2220
序
工艺流程 总
号 内容 16 预镀镍 17 回收 18 回收 19 水洗 20 水洗 21 预浸 22 镀铜 23 镀铜 24 镀铜 25 镀铜 26 回收 27 回收 28 水洗 29 水洗 30 活化 31 水洗
号 内容
有 效 长
长
镀槽 结构 阳极 喉管 接 阴 槽 系 风 抽排 体 材 回 极 触 流 材 质 接 排 补 供 溢 统 刀 风水 料 杆 触 放 充 给 流
贮药槽 整流器 尺 寸 安 数 种 培 分 钟 A V 量 类 容 量 升 抽 结构 目 视 水 位 低 位 保 护 高 位 警 报 加热 自 功 数 温 材 冷 动 率 补 充 KW 量 度 料 却 过 泵 数 材 滤 型 泵 号 型 量 料 号
电 镀 滚 镀 生 产 工 艺 流 程
序 工艺流程 总 系 号 内容 1 上料 2 热脱脂 3 热脱脂 4 水洗 5 电解脱脂 6 电解脱脂 7 水洗 8 水洗 9 水洗 10 铁酸洗 11 铜酸洗 12 水洗 13 水洗 14 纯水洗 15 预镀镍 680 有 效 长 长 统 1150 槽浸 1 1 1 PP PP PP 1 1 PP SS Cu PP SS Cu PP PP PP 1 1 PP PP PP PP PP 1 PP 1 1 1 1 1 1 1 1 1 1 1 1 60 SS 1 1 蒸汽 1 60 SS 刀 风 结构 镀槽 阳极 喉管 接 阴 槽 抽排 体 材 回 极 触 流 材 质 接 排 补 供 溢 风水 料 杆 触 放 充 给 流 贮药槽 整流器 尺 寸 安 数 种 培 分 钟 A V 量 类 容 量 升 抽 结构 目 视 水 位 低 位 保 护 高 位 警 报 加热 自 功 数 温 材 冷 动 率 补 充 KW 量 度 料 却 过 泵 数 材 滤 型 泵 号 型 量 料 号
药剂除杂 结构 材 质
尺
阳 极
阴 极
寸
680 2196 逆流洗 680 680 680 680 槽浸 循环槽浸 循环槽浸 循环槽浸
680 3520 循环槽浸 680 槽浸
1
Ti
100R 1
###
680 1496 槽浸 680 逆流洗
680 1476 逆流洗 680 680 2196 槽浸 槽浸
序
工艺流程 总
号 内容 32 纯水洗 33 镀镍 34 镀镍 35 镀镍 36 镀镍 37 镀镍 38 回收 39 回收 40 水洗 41 纯化 42 水洗 43 纯化洗 44 落料
阳 极
阴 极
寸
1
PP
200
PP
过滤泵“涤纶袋芯” 涤 容 数 纶 芯 数 量 量 量
药剂除杂 结构 材 质
尺
阳 极
阴 极
寸
1 3*20 300 TiB Cu
pp
过滤泵“涤纶袋芯” 涤 容 数 纶 芯 数 量 量 量
药剂除杂 结构 材 质
尺
阳 极
阴 极
寸
1 3*20 500 TiB Cu
PP
过滤泵“涤纶袋芯” 涤 容 数 纶 芯 数 量 量 量
循环泵 过滤泵“涤纶袋芯”
风
680 2196 槽浸 680 680 680 680 循环槽浸 循环槽浸 循环槽浸 循环槽浸
680 3450 循环槽浸 680 槽浸
100R
###
680 1496 槽浸 680 槽浸
680 1546 槽浸 680 逆流洗
680 1476 逆流洗 1150
32890
序
工艺流程 总
贮药槽 整流器 尺 寸 安 数 种 培 分 钟 A V 量 类 容 量 升 抽 结构 目 视 水 位 低 位 保 护 高 位 警 报 加热 自 功 数 温 材 冷 动 率 补 充 KW 量 度 料 却 过 泵 数 材 滤 型 泵 号 型 量 料 号
循环泵 过滤泵“涤纶袋芯”
风
680 2220 槽浸 680 680 槽浸 逆流洗