质量检验技能完全手册范本
质量手册范本
质量手册范本1. 引言质量手册是一个组织或企业用来记录和指导其质量管理体系的文档。
它提供了组织的质量方针、目标及相关流程、规程和标准的详细说明。
本文档旨在提供一个质量手册的范本,以供参考和借鉴。
2. 质量方针和目标2.1 质量方针我们的质量方针是以客户满意为导向,不断提升产品和服务的质量,追求卓越。
我们致力于提供高品质、可靠的产品,并通过持续改进来满足客户的需求和期望。
我们的质量方针包括以下几个方面:•以客户为中心,全面满足客户的需求和期望。
•建立和维护一个高效的质量管理体系。
•培训和发展员工,提升他们的技术能力和质量意识。
•不断改进产品和服务的质量,提高客户满意度。
2.2 质量目标为了实现我们的质量方针,我们设定了以下质量目标:1.提高产品的质量,使不合格品率低于1%。
2.提供及时的客户支持和解决方案,对客户的问题和投诉进行及时响应。
3.每年进行一次顾客满意度调查,并根据调查结果制定改进措施。
4.组织全体员工进行质量培训,提高他们的技能和质量意识。
3. 质量管理体系本章节介绍了我们的质量管理体系,包括质量策划、质量控制和质量改进等方面。
3.1 质量策划我们致力于建立和维护一个科学、有效的质量管理体系,以确保产品和服务的质量。
我们的质量策划包括以下几个方面:•制定质量目标,并进行定期审查和调整。
•确定质量管理的责任和职责,并建立相应的质量管理机构和岗位。
•制定质量管理的流程和规程,并进行培训和沟通。
•确保产品和服务符合相关的法律法规和标准要求。
3.2 质量控制质量控制是我们质量管理体系中的核心环节,主要包括以下几个方面:•进行原材料和产品的检验,保证其符合质量要求。
•设立质量控制点,对关键过程进行监控和检查。
•根据产品质量的情况,制定相应的纠正和预防措施。
•进行监测和测量,收集质量数据并进行分析。
•进行内部审核和管理评审,评估质量管理体系的有效性。
3.3 质量改进我们致力于持续改进我们的质量管理体系,以确保持续提供高品质的产品和服务。
质检员检验手册
检验员准册质管部目录一、检验人员的宗旨和职责1、检验员的宗旨2、检验员的总体职责3、检验员的具体职责二、检验人员应遵守的基本厂纪厂规1、员工考勤2、员工的休假与请假3、企业部分安全要求三、检验人员应知应会1、现场6S管理的含义2、常用的质量术语和定义3、公司的质量方针质量目标4、常用的量具及基本知识5、常用测量基础知识6、公差与配合基本知识7、表面粗糙度8、光滑极限量规9、螺纹的标注及意义四、检验人员应遵循的检验原则1、严格执行工艺纪律原则2、对质量问题的控制严格遵照“质量问题控制反应模板”原则3、不良品必报原则和三不放过原则4、问题追踪原则一、检验员的宗旨和职责检验员的宗旨1、检验员的宗旨:认真实施检验,杜绝错检漏检。
2、检验员的总体职责:发现不良品、报告不良品、截留不良品。
3、检验岗位设有:专检、总检及组长、巡检,具体职责如下:二、检验人员应遵守的基本厂纪厂规1、员工考勤员工的上、下班按公司规定的作息时间执行,上下班必须打卡:1)员工超过规定工作时间进厂进厂打卡,视为“迟到”;2)迟到1小时以上按旷工处理,1小时视为半天旷工,2小时以上视为1天旷工。
3)员工下班提前“打卡”离厂,视为“早退”;4)未到下班时间离岗等待打卡者视为脱岗;5)无正当理由,无故不上班者,视为旷工;6)不假私自在工作时间内外出或长时间不在本岗位,视为脱岗;7)当月累计旷工无五天以上,公司对旷工者予以除名。
●员工工作时间内的出勤由各部门进行考勤,上、下班考勤由员工本人“打卡”(严禁帮人打卡)。
●凡是违反上述规定的,将按照公司的有关规定考核(具体的参照《人事管理制度》和《考核制度》)2、员工的休假与请假1)员工按公司规定休息日休息,如因生产任务繁忙,公司有权安排加班。
计时员工按当月规定该休的天数休息,若因工作忙或因有私事要办,当月可换休,但须征得部门主管的同意,中层以上干部须征得分管厂领导同意后,方能换休。
2)根据市劳动局渝劳发[1994]21号文规定,公司员工结婚时可享受5天带薪婚假(含节假日,路程除外)。
质量检验标准手册(DOC)
质量检验标准手册(粘糕)2014—8-1日发布2014—8-1实施铁岭市鑫佳和食品有限公司目录一、原辅料的检验及判定标准1、糯米3-———----—-—-—————-——-—-—---—-—--———---——--—----5页2、芝麻6—----———-———-—--————————--—---—--——---———---—--7页3、白糖8—-———————-———--————-——--—-—-—-————————--—--—--—11页4、糖稀12——---———-—-—---—-----—---—-——----—--—————---——13页5、红豆14—--——-—--—-—---—-——-----——--————--——--—-—-—-—-15页6、花生16--—--————---——--—-—----——--———————————-———--—-17页7、黄豆粉18--——----—-—---——--—--——————--——-------———-—-19页8、紫米20——-———-————--—--—-—--—-—--———-—---—---—-——-———-20页二、生产中半成品的检验及判定标准1、糯米粉-——————--—--—-—-——-—————-—-—-———----—--————-——-—21页2、糯米粉生面团————--———--——-—--———----——---———------—21页3、蒸熟的糯米粉---—-----——--———-—-—--—--——-—-—-—--—————21页4、揉制糖稀后的面团--—-—-——--—-———-—---------———-—-—-21页5、碎花生—-----————-———-—-———--———-—-—-—————----———--—----21页6、糖馅--——-————-——------——-———-——-—-—————-————-—————-—-———21页7、炒制红豆馅-——————-—-———-——-----—-—-———-—----—-———--—-21页8、煮制红豆馅-------—-----——--—-——--—-—-—-—-----——————--21页9、黄豆粉—--—--—-—--——————---—-—-—--—————-----—————-—-———-22页10、熟面粉———---------———-———-—--—-—-—----——-———-—--——--—-—22页三、成品的检验及判定标准四、工艺流程图、关键控制点1、工艺流程图2、关键控制点原辅材料的检验及判定标准(一)糯米的检验一、检验项目1、三证及检验报告:检验标准;合格证(营养标识·生产日期·保质期·厂名·厂址及电话)齐全生产许可证号执行标准:GB 1354-1986质量检合格报告2 、产地;检验标准;吉林或黑龙江为合格、地产为不合格。
检验科质量手册范本6篇

检验科质量手册范本6篇检验科质量手册范本 (1) 检验科简介自治区第二济困医院相关临检、血液、生化、免疫、微生物等专业实验室皆设在检验科。
现开展一般血液检验、生化检验、化学发光检验、微生物检验、免疫检验、体液检验、凝血检验、血液流变学检验等近200项检验项目,并与北京专业实验室合作180余项检测,合计近400项实验室检测,项目具有前沿性,不仅仅满足临床基本需求,覆盖医院各临床科室所诊治病种,还保证了临床疑难疾病诊断。
全科共有专业技术人员10人,其中中级专业技术人员3人,大专以上学历人员占全科人员的90%以上。
目前科室拥有大型医疗仪器设备:贝克曼AU680全自动生化仪、日立7080全自动生化分析仪、SA-6000全自动血液流变分析仪、AIA-1800ST全自动化学发光分析仪、CA-530全自动血凝仪、QL-8000全自动微量元素分析仪、GEM-3000全自动血气分析仪、BC-5000全自动五分类血球仪、BC-3000全自动三分类血球仪、FUS-100全自动尿沉渣分析仪、UIRT-500B全自动尿液分析仪、梅里埃微生物工作站、酶标工作站等,开展项目200余项。
这些先进的设备能够为病人提供及时、准确、可靠的检验数据,也为临床诊断与治疗提供了有力的证据。
检验科在自治区临床检验中心的室内、室间质量控制的多次评价工作中,都取得优良的成绩。
围绕新世纪新目标,检验科全体同仁在科主任的领导下,不断改进方法学,开展新技术,以确保检验报告的准确性、可比性、及时性的前提下,加强服务意识,一切以病人为中心,努力为病人提供温馨、便捷的服务。
我们的宗旨是:“以质量求生存,以管理求发展”。
我们将加倍努力,开拓进取,不断创新,力求完善,为患者提供更优质的服务。
科室地址:新疆维吾尔自治区第二济困医院检验科乌鲁木齐喀什西路159号邮政编码:830013 服务电话:检验科质量手册范本 (2)一、入职培训简介及目的:本大纲课程从公司管理制度到企业文化,从产品知识到专业技能等多方位帮助新员工从局外人转变成为企业人的过程。
质量检验技能完全手册(62页)
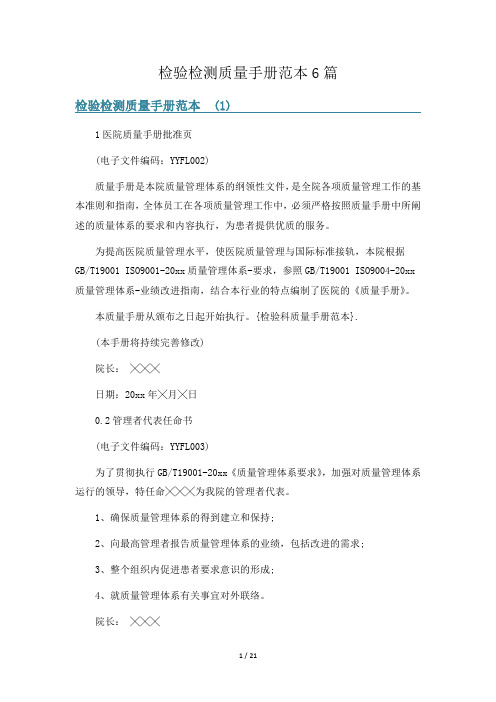
尺身
尺框
紧固螺钉
刀口外测量爪
尺身
尺框
紧固螺钉
尺身
刀口内测量爪
紧固螺钉
尺框
游标
深度尺
游标 微动装置
内外测量爪
图1-1
游标 微动装置
内外测量爪
图1-2
外测量爪
图1-3
(4)标卡尺读数原理与读数方法
为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。游标卡尺的读数装置,
是由尺身和游标两部分组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的 “0”
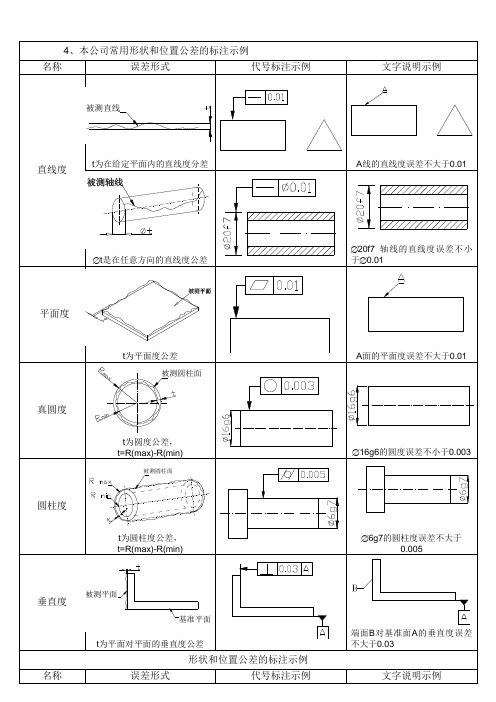
20轴线对A、B、C面的位置误 码率差不大于0.1
第二章、部分量规仪器的使用
对于QC员除需要一定的检查知识之外,还要全面了解量规仪器,根据检查规格,要求精度,方便
程度合理地选择量规仪器。
第一节、 要求精度与量规仪器
我们想测物体重量时,要选用可以测出这个物体重量的测量器。例如:测量体重时,可用单位
被测圆柱面
t为圆柱度公差, t=R(max)-R(min)
A面的平面度误差不大于0.01 16g6的圆度误差不小于0.003 6g7的圆柱度误差不大于0.005
被测平面
垂直度
基准平面
名称
t为平面对平面的垂直度公差
形状和位置公差的标注示例
误差形式
代号标注示例
端面B对基准面A的垂直度误差 不大于0.03
2、 使用方法及读数 (1)百分表的读数
带有测头的测量杆,对刻度圆盘进行平行直线运动,并把直线运动转变为回转运动传送到长
针上,此长针会把测杆的运动量显示到圆型表盘上。 长针的一回转等于测杆的1mm,长指针可以读到0.01mm。刻度盘上的转数指针,以长针的一回旋(1mm) 为一个刻度。
质量手册完整版
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载质量手册完整版地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容HYPERLINK \l _Toc3623 质量手册手册版号:SDDT/SC-01-2015生效日期: 2015年11月 5 日受控状态:受控号:编制:审核:批准:TOC \o "1-3" \h \z \uHYPERLINK \l _Toc27097 01 授权书 PAGEREF _Toc27097 4HYPERLINK \l _Toc29844 02 发布令 PAGEREF _Toc29844 5HYPERLINK \l _Toc27285 03 公正性声明 PAGEREF _Toc27285 6HYPERLINK \l _Toc25476 第一章前言 PAGEREF _Toc25476 7HYPERLINK \l _Toc31897 第二章说明与管理 PAGEREF_Toc31897 8HYPERLINK \l _Toc6561 1 《质量手册》的说明 PAGEREF_Toc6561 8HYPERLINK \l _Toc7327 1.1 编写目的 PAGEREF _Toc7327 8 HYPERLINK \l _Toc3213 1.2 编写依据 PAGEREF _Toc3213 8 HYPERLINK \l _Toc31868 1.3 编写要求 PAGEREF _Toc31868 8HYPERLINK \l _Toc11830 1.4 适用范围 PAGEREF _Toc11830 8HYPERLINK \l _Toc4708 1.5 缩略语及其说明 PAGEREF _Toc47089HYPERLINK \l _Toc16376 2 《质量手册》的管理 PAGEREF_Toc16376 9HYPERLINK \l _Toc5716 2.1 概述 PAGEREF _Toc5716 9HYPERLINK \l _Toc28066 2.2 职责 PAGEREF _Toc28066 9 HYPERLINK \l _Toc12676 2.3 《质量手册》的日常管理 PAGEREF _Toc12676 9HYPERLINK \l _Toc15789 2.4 《质量手册》的修订 PAGEREF_Toc15789 9HYPERLINK \l _Toc12858 2.5 《质量手册》的换版 PAGEREF_Toc12858 10HYPERLINK \l _Toc26666 2.6 《质量手册》的宣贯 PAGEREF_Toc26666 10HYPERLINK \l _Toc12160 2.7 《质量手册》持有者的责任 PAGEREF _Toc12160 10HYPERLINK \l _Toc29242 第三章质量方针、目标与承诺 PAGEREF _Toc29242 11HYPERLINK \l _Toc9037 1 质量方针 PAGEREF _Toc9037 11 HYPERLINK \l _Toc6655 2 质量目标 PAGEREF _Toc6655 11 HYPERLINK \l _Toc30489 2.1 质量体系的目标 PAGEREF_Toc30489 11HYPERLINK \l _Toc16237 2.2 年度工作质量的目标 PAGEREF_Toc16237 11HYPERLINK \l _Toc7674 3 质量承诺 PAGEREF _Toc7674 11HYPERLINK \l _Toc6253 3.1 检测质量的承诺 PAGEREF _Toc625311HYPERLINK \l _Toc28854 3.2 服务水平的承诺 PAGEREF_Toc28854 11HYPERLINK \l _Toc13089 3.3 实施质量体系的保证 PAGEREF_Toc13089 11HYPERLINK \l _Toc25466 第四章管理要求 PAGEREF _Toc25466 12HYPERLINK \l _Toc8020 4.1 组织 PAGEREF _Toc8020 12 HYPERLINK \l _Toc10759 4.2 管理体系 PAGEREF _Toc10759 21HYPERLINK \l _Toc8280 4.3 文件控制 PAGEREF _Toc8280 22 HYPERLINK \l _Toc18075 4.4客户要求、标书和合同的评审 PAGEREF _Toc18075 23HYPERLINK \l _Toc4828 4.5 检测工作的分包 PAGEREF _Toc482823HYPERLINK \l _Toc8424 4.6服务和供应品的采购 PAGEREF_Toc8424 24HYPERLINK \l _Toc20106 4.7 服务客户 PAGEREF _Toc20106 24HYPERLINK \l _Toc28100 4.8 申诉和投诉 PAGEREF _Toc28100 25HYPERLINK \l _Toc18789 4.9不符合检测工作的控制 PAGEREF_Toc18789 25HYPERLINK \l _Toc13704 4.10改进 PAGEREF _Toc13704 26 HYPERLINK \l _Toc13117 4.11纠正措施 PAGEREF _Toc13117 27HYPERLINK \l _Toc30259 4.12预防措施 PAGEREF _Toc30259 28HYPERLINK \l _Toc12733 4.13 记录控制 PAGEREF _Toc12733 28HYPERLINK \l _Toc1994 4.14内部审核 PAGEREF _Toc1994 29 HYPERLINK \l _Toc27094 4.15 管理评审 PAGEREF _Toc27094 29HYPERLINK \l _Toc23690 第五章技术要求 PAGEREF_Toc23690 30HYPERLINK \l _Toc10646 5.1 总则 PAGEREF _Toc10646 30 HYPERLINK \l _Toc17387 5.2 人员 PAGEREF _Toc17387 30 HYPERLINK \l _Toc23983 5.3 设施和环境条件 PAGEREF_Toc23983 30HYPERLINK \l _Toc6199 5.4检测方法及方法的确认 PAGEREF_Toc6199 31HYPERLINK \l _Toc8806 5.5测量设备 PAGEREF _Toc8806 33 HYPERLINK \l _Toc23145 5.6 测量溯源性 PAGEREF _Toc23145 33HYPERLINK \l _Toc18974 5.7 抽样 PAGEREF _Toc18974 34 HYPERLINK \l _Toc8561 5.8检测物品的处置 PAGEREF _Toc8561 35HYPERLINK \l _Toc7956 5.9检测质量的保证 PAGEREF _Toc7956 35HYPERLINK \l _Toc30340 5.10 原始记录和数据控制 PAGEREF_Toc30340 36HYPERLINK \l _Toc11675 5.11 结果报告 PAGEREF _Toc11675 36更改记录表01 授权书我作为山东东特环境检测技术有限公司的法人代表,同意并全力推进本公司质量方针的贯彻和管理体系的建设。
机械加工行业质量检验技能手册

机械加工行业质量检验技能手册1. 前言机械制造是一个十分重要的工业领域,而质量检验是其中不可或缺的一个环节。
本手册旨在为机械加工行业从业人员提供全面、系统的质量检验技能指南,帮助他们更好地开展工作,提升加工品质,保证生产安全。
2. 基础知识2.1 质量检验目的质量检验的目的是为了保持和提升产品的质量水平。
具体来说,它包括以下三个方面:1.检查产品的符合性:质量检验应该检查产品是否符合设计规定的要求和标准化要求,以确保生产过程的合法性和规范性。
2.检查过程的可靠性:质量检验应该确保生产过程的可靠性,使产品符合预期的可靠性水平,减少产品在使用过程中出现的故障率。
3.检查装置的耐久性:质量检验应该确保生产过程所使用的设备能够在长时间使用的情况下,保持质量标准,并提供足够的保护。
2.2 检验方法质量检验的方法包括以下五个方面:1.可视检验:适用于表面缺陷或颜色档案的检查。
2.接触式检验:适用于尺寸、平面度和表面加工参数等方面的检查。
3.非接触式检验:适用于三维、塑容等关键特征检测。
4.破坏性检验:适用于确定材料厚度、尺寸和特性等的检查。
5.非破坏性检验:适用于无损检测和材料检测,如X射线、磁粉检测、超声检测、涡流检测等。
2.3 质量检验标准化在机械加工行业,质量检验应该根据不同类型的机械试件和特定的加工工艺,制定一系列相关的标准程序。
具体来说,相关机构可以在下列基础上制定质量标准:•采用行业内一致的抽样方法•使用经过认证的测量设备•纳入关键指标并提交给领导进行最终审批•交付到生产现场之前,必须通过验收验证程序3. 质量检验技能3.1 尺寸检验尺寸检验是机械制造的基础,用于检查零件、部件和装配的尺寸和形状是否符合要求。
尺寸检验在机械制造中起到了至关重要的作用,可帮助制造商提供尺寸和形状精确的部件。
以下是尺寸检验的一些常用方法:1.使用千分公差规测试量:测量零部件和装配件的轮廓和性能等,包括其偏差和公差。
2.高度调平工具:使用直边测量方式,调整平台并保持水平,测量制造零件和装配体的尺寸。
检验检测质量手册范本6篇
检验检测质量手册范本6篇检验检测质量手册范本 (1) 1医院质量手册批准页(电子文件编码:YYFL002)质量手册是本院质量管理体系的纲领性文件,是全院各项质量管理工作的基本准则和指南,全体员工在各项质量管理工作中,必须严格按照质量手册中所阐述的质量体系的要求和内容执行,为患者提供优质的服务。
为提高医院质量管理水平,使医院质量管理与国际标准接轨,本院根据GB/T19001 ISO9001-20xx质量管理体系-要求,参照GB/T19001 ISO9004-20xx质量管理体系-业绩改进指南,结合本行业的特点编制了医院的《质量手册》。
本质量手册从颁布之日起开始执行。
{检验科质量手册范本}.(本手册将持续完善修改)院长:╳╳╳日期:20xx年╳月╳日0.2管理者代表任命书(电子文件编码:YYFL003)为了贯彻执行GB/T19001-20xx《质量管理体系要求》,加强对质量管理体系运行的领导,特任命╳╳╳为我院的管理者代表。
1、确保质量管理体系的得到建立和保持;2、向最高管理者报告质量管理体系的业绩,包括改进的需求;3、整个组织内促进患者要求意识的形成;4、就质量管理体系有关事宜对外联络。
院长:╳╳╳日期:20xx年╳月╳日0.5引用文件、术语及缩写(电子文件编码:YYFL006)(1)引用文件①ISO9000:20xx 质量管理体系-基础知识和术语。
②ISO9001:20xx 质量管理体系-要求。
(2)术语在本质量手册现行版本中使用的术语描述如下:供应商医院患者注:①术语中“医院”相当于标准中使用的术语“组织”。
②术语中“供应商”相当于标准中使用的术语“供方”。
③术语中“患者”相当于标准中使用的术语“顾客”。
(3)缩写①ISO9000:“ISO9001:20xx”的简称。
②本院:╳╳╳医院(4)特别声明本手册参照ISO9001:20xx质量管理体系-要求内容进行编写。
1.前言(电子文件编码:YYFL007)1.1 医院简介(略)1.2 质量手册的说明本质量手册描述了医院质量管理体系的质量方针、质量目标、组织结构与职责以及ISO9001:20xx中本系统条款的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
t是在任意方向的直线度公差
20f7 轴线的直线度误差不小于0.01
16g6的圆度误差不小于0.003
6g7的圆柱度误差不大于
0.005
平面B对20H8轴线的平行度误差不大于0.03
A轴线对B轴线的同轴度误差不大于0.01
20轴线对A、B、C面的位置误码率差不大于0.1
A、盘式指示器的指针随量轴的移动而改变,
因此测定只需读指针所指的刻度,右图为测量段的高
度例图,首先将测头端子接触到下段,把指针调到“0”
位置,然后把测头调到上段,读指针所指示的刻度即可。
B、一个刻度是0.01mm,若长针指到10,台阶高差
是0.1mm
C、量物若是4mm或5mm,长针会不断地回转
时,最好看短针所指的刻度,然后加上长指针所指的刻度。
(2)百分表的使用方法
A、测量面和测杆要垂直。
B、使用规定的支架。
C、测头要轻轻地接触测量物或方块规。
D、测量圆柱形产品时,测杆轴线与产品直径方向一致。
(3)杠杆百分表的读数及使用方法
A、杠杆百分表的分度值为0.01mm,测量围不大于1mm,它的表盘是对称刻度的。
B、测量面和测头,使用时须在水平状态,在特殊情况下,也应该在25以下。
C、使用前,应检查球形测头,如果球形测头已被磨出平面,不应再继续使用。
D、杠杆百分表测杆能在正反方向上进行工作。
根据测量方向的要求,应把换向器30搬到需要的位置上。
E、搬运测杆,可使测杆相对杠杆百分表壳体转动一个角度。
根据测量需要,应搬运测杆,使测量杆的轴线与被测零件尺寸变化方向垂直。
允许0.3mm以下2点(含)或0.5mm以下1点,点与点距离70mm以上,各面累计总数不得超过4点以上.
允许0.4mm以下2点(含)或0.6mm以下1点,点与点距离70mm以上,各面累计总数不得超过4点以上.
2、线与面的平行度
(1)将适合的塞规插入两个基准孔。
(2)将塞规的两端用平行块(或磁铁)支撑。
(3)将公差的指定面调较至与平台平行,在A点调零,确认到B点。
(4)测定指定面,将读数的最大差(最高点减去最低点)作平行度。
3、面与线的平行度
在平台上,使用磁铁支撑基准面整体,测定两个孔到基准面的尺寸,将该尺寸差作平行度。
4、线与线的平行度
(1)将适合的塞规插入两个基准孔。
(2)用平行块(或磁铁)将塞规两端固定。
(3)依照图在0°的位置求出B与C的中心偏移(X),并求出在90°回转位置上的B与C的中心偏移(Y)。
(4)将求出值用 X2+Y2算,所得值即平行度。
第五节、垂直度的检验方法
1、面与面的垂直度。
(1)将基准面用磁铁与平台平行地支撑。
(2)将百分表从弯曲根部起移动至前端止,将读数的最大差作垂直度。
注:测定是横过l幅所有地方。
2、面与线的垂直度。
(1)在平台上,用磁铁如图支撑测量物;
(2)将百分表接触于测量物上,在B点调零,确认到C点。
(3)将百分表接触于测量物上,将其在指示围所有地方上下移动。
(4)测定在0°与90°两处进行。
(5)将各读数的最大差用以下公式计算,所得值即垂直度(在0°的读数最大差→X;在90°的读数最大差→Y):
垂直度()= X2+Y2
3、线与面的垂直度。
(1)在2个基准孔插入适合的塞规;在平台上用磁铁将塞规与平台成直角支撑。
(2)将测量面的所有地方用百分表(或高度规)测定,将读数的最大差作垂直度。
第六节、同轴度的检验方法
1、同轴度的两种基准型式: (1)指定基准
以零件上给定的一个圆柱面的轴心线为基准,如图A 对B 和B 对A 的数值。
▲B对A
被测表面基准表面
被测表面
基准表面
▲A 对B
(2)公共轴心线为基准
如图,零件上有A、B两孔,测量同轴度误差时,不以A孔为基准,也不以B孔为基准,而以A、B 两孔的公共轴心线为基准。
A、B两孔对公共轴心线的同轴度误差分别为B和A。
2、同轴度的测量
(1)指定基准的同轴度误差的测量
如图,以A孔轴心线为基准,测量B孔对A孔的同轴度。
必须在水平和垂直两方向分别进行测量。
▲B
▲A
公共轴心线
百分表
心轴
被测零件
磁块。