三菱系统参数或PLC传输
三菱FX系列PLC编程口通信协议举例
三菱FX系列PLC编程口通信协议举例简介三菱FX系列是一种常见的工业自动化控制设备,用于自动化控制领域。
该系列PLC(可编程逻辑控制器)具有可编程控制、数据传输、数据处理等功能,被广泛应用于各种控制领域。
在三菱FX系列PLC编程中,常用的通信协议有三种,分别是RS232C、RS485和USB。
本文将着重介绍编程口通信协议,以举例说明该系列PLC的编程方法。
编程口通信协议编程口通信协议是FX系列PLC常用的通信协议之一。
在进行编程时,需要将PLC连接到计算机,使用编程软件进行编程操作。
这时,就需要使用编程口通信协议来进行数据传输。
在进行编程口通信时,需要准备一个编程口线缆,将线缆连接到PLC的编程接口上。
然后将线缆的另一端连接到计算机的串口或USB口上。
接下来,需要在计算机上安装编程软件,例如三菱的GX Developer软件,然后进行数据传输和编程操作。
编程口通信的实现步骤下面,我们将以三菱FX2N系列PLC为例,介绍编程口通信的具体实现步骤。
1.准备编程口线缆首先,需要准备一个编程口线缆,将该线缆连接到FX2N系列PLC的编程口接口上。
然后将线缆的另一端连接到计算机的串口或USB口上。
2.安装编程软件在计算机上安装三菱的GX Developer编程软件,并打开软件。
3.打开PLC通信设置界面在GX Developer软件的菜单中,选择“PLC通信设置”选项,打开PLC通信设置界面。
4.设置PLC型号和通信协议在PLC通信设置界面中,需要设置PLC的型号和通信协议。
对于FX2N系列PLC,通信协议通常选择“串口通信”或“USB通信”。
5.设置通信参数在设定PLC型号和通信协议之后,需要设置通信参数,例如波特率、数据位、校验位等。
这些参数需要与PLC的通信设置相一致。
6.连接PLC在设置完通信参数之后,需要连接PLC。
在GX Developer软件的PLC通信设置界面中,单击“连接”按钮,软件将自动连接PLC。
谈三菱PLC的网络协议及通讯方法
谈三菱PLC的网络协议及通讯方法三菱PLC(可编程逻辑控制器)是一种常见的自动化控制设备,广泛应用于工业领域。
它通过网络协议和通讯方法实现与其他设备之间的通信,以实现系统的自动化控制和数据交换。
本文将就三菱PLC的网络协议及通讯方法展开讨论。
一、三菱PLC的网络协议在网络通信中,协议是设备间进行数据交换的规范。
三菱PLC支持多种网络协议,主要包括以太网(Ethernet)、DeviceNet、Modbus、Profibus等。
1. 以太网(Ethernet):以太网是一种常见的局域网通信协议,三菱PLC通过以太网协议可与其他设备进行通信。
以太网广泛应用于工业自动化领域,具有传输速度快、可靠性高的特点。
2. DeviceNet:DeviceNet是一种用于工业自动化的通信协议,主要用于连接工厂生产线上的各种设备。
三菱PLC通过DeviceNet协议可以与其他DeviceNet设备进行通信,实现设备之间的数据交换和控制。
3. Modbus:Modbus是一种开放的通信协议,用于连接不同供应商的设备。
三菱PLC通过Modbus协议可以与其他支持Modbus协议的设备进行通信,实现设备之间的数据传输和控制。
4. Profibus:Profibus是一种用于工业自动化的通信协议,用于连接生产线上的各种设备。
三菱PLC通过Profibus协议可以与其他Profibus设备进行通信,实现设备之间的数据交换和控制。
二、三菱PLC的通讯方法三菱PLC实现与其他设备之间的通讯,除了网络协议外,还需要采用适当的通讯方法,主要包括点对点通讯和多点通讯。
1. 点对点通讯:点对点通讯是指单个PLC与一个或多个设备之间建立独立的通讯链路进行数据交换。
这种通讯方式适用于较简单的控制系统,通讯速度较快且可靠。
2. 多点通讯:多点通讯是指多个PLC之间通过网络建立通讯链路,实现多个PLC之间的数据交换和协同控制。
这种通讯方式适用于较复杂的自动化系统,能够实现多个设备之间的实时数据共享和联动控制。
三菱PLC指令传送比较指令及实际应用
注:BCD变换指令可用于PLC内部的二进制数据变为七段显示等需要的BCD码而 向外部输出。
例10,若X1、2、3、5为“1”,其余的为“0”,当X10合上, 分析 Y0~Y7的状态。
图5-21
四、块传送
1.指令代码:FNC15,助记符:BMOV,BMOV(P) 2.功能:把指定操作数软元件区的内容传送到 目标操作数软 元件区中,连续源单元→连续目标单元。 3.格式
X0
S Dn
BMOV D5 D10 K3
S:KnX,KnY,KnM,KnS,T,C,D——指定源元件的首 地址 D:KnX,KnY,KnM,KnS,T,C,D——指定目标元件的 首地址 n:≤512 ——传送单元的数量
八、BIN交换指令
1.指令代码:FNC19 助记符:BIN (P)
16/32
2.功能:源操作数的BCD码转换成二进制数至
目标元件。
3.格式:
X10
SD
FNC19
BIN K2X0 D10
K2X0(BCD码) → D10(B二进制) 01011001(59)→ 00111011(B) 变换范围 16位:0~9999
例9:将S10~S41清零,将M32~M63置1
X0
FNC16
FMOV K0000 K4S10 K2
FNC16 HFFFF K4M32 K2 FMOV
六、数据交换指令
1.指令代码:FNC17 助记符:XCH,XCH(P),DXCH, DXCH(P)。
2.功能:指定目标软元件间进行数据交换。 3.格式:只有目标数 D1,D2,KnY,KnM,KnS,T,C, D,
三菱Q系列PLC之间简单通信的应用
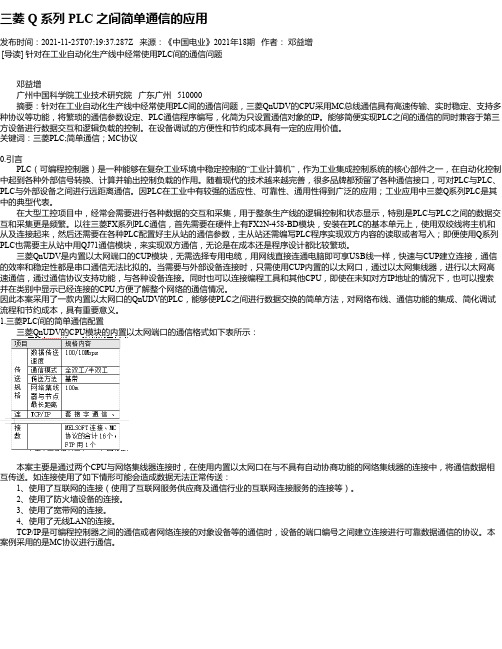
三菱 Q 系列 PLC 之间简单通信的应用发布时间:2021-11-25T07:19:37.287Z 来源:《中国电业》2021年18期作者:邓益增[导读] 针对在工业自动化生产线中经常使用PLC间的通信问题邓益增广州中国科学院工业技术研究院广东广州 510000摘要:针对在工业自动化生产线中经常使用PLC间的通信问题,三菱QnUDV的CPU采用MC总线通信具有高速传输、实时稳定、支持多种协议等功能,将繁琐的通信参数设定、PLC通信程序编写,化简为只设置通信对象的IP。
能够简便实现PLC之间的通信的同时兼容于第三方设备进行数据交互和逻辑负载的控制。
在设备调试的方便性和节约成本具有一定的应用价值。
关键词:三菱PLC;简单通信;MC协议0.引言PLC(可编程控制器)是一种能够在复杂工业环境中稳定控制的“工业计算机”,作为工业集成控制系统的核心部件之一,在自动化控制中起到各种外部信号转换、计算并输出控制负载的作用。
随着现代的技术越来越完善,很多品牌都预留了各种通信接口,可对PLC与PLC、PLC与外部设备之间进行远距离通信。
因PLC在工业中有较强的适应性、可靠性、通用性得到广泛的应用;工业应用中三菱Q系列PLC是其中的典型代表。
在大型工控项目中,经常会需要进行各种数据的交互和采集,用于整条生产线的逻辑控制和状态显示,特别是PLC与PLC之间的数据交互和采集更是频繁。
以往三菱FX系列PLC通信,首先需要在硬件上有FX2N-458-BD模块,安装在PLC的基本单元上,使用双绞线将主机和从及连接起来,然后还需要在各种PLC配置好主从站的通信参数,主从站还需编写PLC程序实现双方内容的读取或者写入;即便使用Q系列PLC也需要主从站中用QJ71通信模块,来实现双方通信,无论是在成本还是程序设计都比较繁琐。
三菱QnUDV是内置以太网端口的CUP模块,无需选择专用电缆,用网线直接连通电脑即可享USB线一样,快速与CUP建立连接,通信的效率和稳定性都是串口通信无法比拟的。
三菱PLC与PLC之间的通讯-CC-LINK方式
三菱PLC与PLC之间的通讯-CC-LINK方式
PLC与PLC之间通讯有很多种,常见的有I/O通讯、232通信、485通信、DP通信、以太网通信等,具体选择哪种主要看你对功能的要求。
各种通讯也有各自的优缺点,本文主要介绍一下通过CCLINK 的方式实现的通讯。
PLC之间通讯常见的就是交互IO信号和传输数据,接下来介绍三菱Q系列与Q系列PLC的通讯和Q系列与FX系列的通讯。
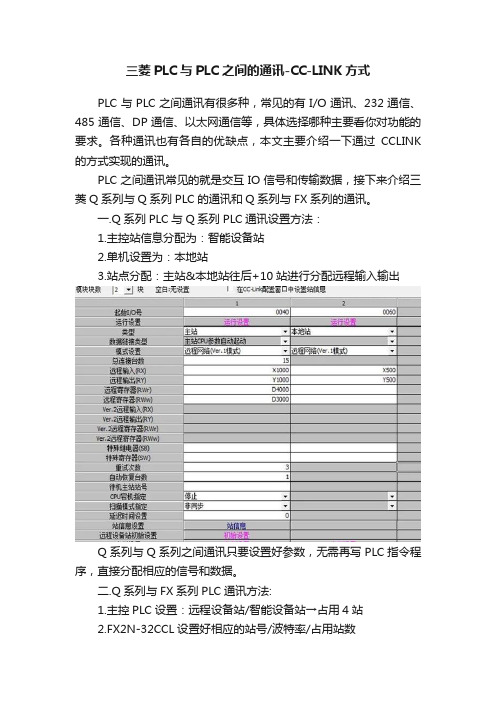
一.Q系列PLC与Q系列PLC通讯设置方法:
1.主控站信息分配为:智能设备站
2.单机设置为:本地站
3.站点分配:主站&本地站往后+10站进行分配远程输入输出
Q系列与Q系列之间通讯只要设置好参数,无需再写PLC指令程序,直接分配相应的信号和数据。
二.Q系列与FX系列PLC通讯方法:
1.主控PLC设置:远程设备站/智能设备站→占用4站
2.FX2N-32CCL设置好相应的站号/波特率/占用站数
3.FX PLC编写程序
FX系列站号设置
FX系列波特率设置
I/O信号交互
数据传送交互
Q系列与FX系列通讯,对于FX系列一侧需要编写程序。
FX系列与FX系列之间的通讯,只要要一侧配置一个FX系列CCLINK主站模块,另一个配置一个从站模块即可。
三菱FX系列PLC编程口通信协议总览

三菱FX系列PLC编程口通信协议总览三菱FX系列PLC编程口通信协议是用于与三菱FX系列可编程逻辑控制器(PLC)之间进行数据交互的协议。
它定义了数据报文格式、通信命令、数据传输等规范,使得用户可以通过编程接口与PLC进行通信,并实现对PLC的控制、监控和数据采集等功能。
FX系列PLC编程口通信协议支持多种通信接口,包括串行接口(如RS232和RS485)、以太网接口等。
不同的接口对应不同的通信命令和数据传输格式,但大部分规范是相似的。
在FX系列PLC编程口通信协议中,主要定义了以下几个方面的内容:1.帧格式:通信数据以帧的形式进行传输,每个帧由起始字符、数据长度、数据内容、校验和和结束字符组成。
帧格式使得数据的传输更加可靠,并且能够有效地区分不同的数据报文。
2.通信命令:通信命令定义了与PLC进行各种操作的指令。
包括读取PLC的输入和输出状态、读写PLC的数据寄存器、设置PLC的操作模式和参数等。
不同的通信命令对应不同的操作,用户可以根据需要选择合适的命令进行通信。
3.数据传输:通信协议支持从PLC读取数据和向PLC写入数据。
用户可以通过命令指定要读取的数据寄存器或写入的数据值,并通过通信接口传输。
数据传输操作可以实现对PLC的实时控制和监控,以及和其他设备的数据交换。
4.数据编解码:通信协议中定义了对数据内容的编解码规则,使得数据在传输过程中可以正确解析和还原。
编解码规则包括数据格式、数据类型、字节顺序、数据长度等方面的规定,确保在不同的设备之间能够正确地解析和使用数据。
FX系列PLC编程口通信协议是一种非常常用和成熟的通信协议,广泛应用于工业自动化领域。
它具有简单、可靠、高效、灵活等特点,适用于各种PLC控制系统的通信需求。
用户可以根据协议规范进行开发、集成和应用,实现对PLC的控制和监控,并与其他设备进行数据交换,提高自动化生产系统的可靠性和效率。
三菱FX PLC参数详解

FX系列PLC 参数详解•在创建FX系列
PLC项目时,在
GXWORK2创建
项目右边的PLC
参数中,大家一
般都是未设置,
直接默认
•参数中其实有好
多可以设置的东
西,下面就来一
一详解
1,我们以FX3U PLC 为例,打开PLC参数,首先来看存储器容量.默认存储器容量是16000,点击进去,其实可以有好几种选择,我建议选最大64000,这样就可以充分利用PLC的本身
最大的内存,够写足够的程序
2,如果创建的项目
是结构化工程的话,还有个源代码信息也会占用存储器容量,特别是创建了FB块时,源代码占用的容量会更大,所以当创建结构化工程时,若源代码信息超过此范围,建议增加外存储器。
点击其它确认,可以看到外储蓄卡的信息,在三个外储蓄卡,只有最后一个是固定的分配给源代码信息容量,不会占用PLC本
身存储器容量,故推荐选此卡
3,注释容量和文件寄存器容量默认是0,如果设置了,程序容量=存储器容量-注释容量-文件寄存器容量。
文件寄存器如果设置为1 ,D1000-D1499就不会断电保持,建议不设置,用文件寄存器还是R寄存器吧
置容量,
勾选下面的选型后,这个模块才能设置,后面详细讲解
这里可看到各寄存器的最大点数以及起始点数。
在编程时,可以参照这里所写寄存器的地址不能超过最大范围,锁存器起始与结束可设定断电保持寄存器的起始与范围
可以给PLC设置一个名称
置(1)
a,电池模式设置
b,调制解调器初始化c,RUN端子输入.
可设置一个按钮实现PLC的启停控制,如果设置成X000,当按钮接到输入点X000,按钮按下时,X000收到输入信号就PLC启动,否则PLC停止运行。
三菱PLC相互通讯处理方法

三菱PLC相互通讯处理方法我们做一个工程中常会用到系统与系统之间数据进行传输,为了使用方便及灵活的后期服务,我们可以使用PLC进行写梯形图及ST文本型的编程语言,但是后期维护与前期工作量太大。
现在工程中采用Q系列PLC或L系列PLC与FX系列PLC进行系统联接通讯使用DEA-CON模块达到数据交换功能。
首先将FX3U的通讯口RS485端口与DEA-CON的RS485端口CH2联起来,QPLC/LPLC通过网口或者串口与DEA-CON模块进行联接(这里可以选网口或RS485/RS232)接口CH1。
【一】接线方法测试图片如下:(实验中是使用了两台FX3U的PLC)理论上可以支持到16台及32台,这里要取决于PLC模块。
【二】PLC进行设定FX3U设定为:专用协议7 O1 (采用FX232/485-BD都可以);L/Q系列口串口设定为:(如果采用的串口需设定)MC4协议7 o1 (采用LJ71C24/QJ71C24都可以);L/Q系列口网口设定为:(如果采用的网口联接需设定MC协议端口这里可以任写5022,注意打线色方框的地方。
【三】DEA-CON模块的设定其实就是与上面PLC设定的参数一样,启动DEA配制工具如图:1、进行设定DEA-CON模块:(选择PLC与PLC交换功能);2、设定联接接的PLC通讯模块CH1与PLC设定的方法一样都是选择9600,7,Odd,1;3.设定Q/L系列PLC的串口(如果采用串口联接需要设定)与PLC设定为一样的参数19200,7,Odd,1;4.设定Q/L系列PLC的网口(如果采用网口联接需要设定)与PLC设定为一样的参数IP及端口号要与PLC一样,(注:如果没有经路由器那么要设定DEA模块的地址要与PLC在同一网段);【四】数据传输设定直接点击“增加行”填入所输入输出的元件地址:这里根据工程中的需要进行设定。
最后点“上传配置”传到DEA-CON模块中,运行就可以看到数据了,在L/QPLC中就可以直接调用FXPLC的数据了,或者FX 中调用Q/LPLC中的数据数也可以了。