点焊参数指导
点焊机焊接参数怎么调【干货技巧】
对于新手来讲,要想使点焊机达到优质的焊接点,又要保持良好的美观性,那么首要就应调节好焊接参数,要想熟练调节点焊机参数可能有些难,针对这个问题,今天我们就来仔细的讲解一下关于调节参数的问题!通常来讲,调节参数主要看焊接电流(或焊接电流密度)和通电时间,而预压时间、维持时间、间隙时间为其次,它是起到一个辅助作用。
电极压力:点焊时电极压力主要取决于被焊金属性能,焊点的尺寸和一次焊成的焊点数量等,电极压力应足以在焊点达到焊接温度时将其完全压溃,并使两工件紧密贴合,电极压力过大会增加工件的接触面,同时因电流密度减少而降低接头强度,压力过小又会引起飞溅,所以电极压力调节要平衡。
焊接时间:固定的工件材料和厚度,焊接时间由焊接电流和焊接工件的材质决定的,在焊接低碳钢和低合金钢时,与电极压力和焊接电流相比,焊接时间为次要,在确定合适的电极压力和焊接电流时,在调节焊接时间以达到满意的焊接点。
随着板厚的增加需要加大电流,而加大电流的方式一般为调节电压的方式(电阻一定的情况下,电压越高则电流越大),或者电流恒定的状态下增加通电时间,也可以增大热输入量,从而获得良好的焊接预期效果。
焊接时可分为硬规范和软规范,所谓硬规范就是大电流加上短时间、软规范就是小电流加上长时间。
扩展资料:点焊机如何调节,焊接强度与各个数据的关系:点焊机最主要的调节参数有电流和通电时间,其他的预压时间、维持时间、间歇时间等都不十分重要,只是一些辅助参数;所以随着板厚的增加需要加大电流,而加大电流的方式一般是用调节电压的方式,(电阻一定的情况下,电压越高则电流就越大),或者电流恒定的状态下增加通电时间,也可以增大热输入量,从而获得良好的焊接效果;点焊一般分为硬规范和软规范两种,硬规范就是大电流+短时间,软规范就是小电流+长时间。
点焊工艺及全参数
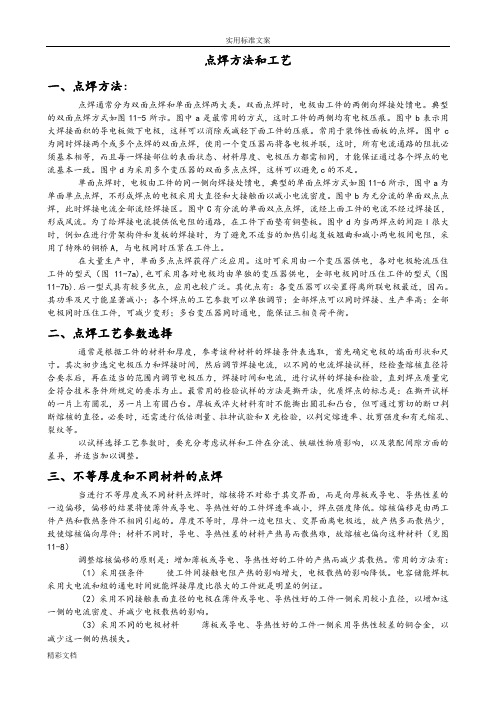
点焊方法和工艺一、点焊方法:点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式如图11-5所示。
图中a是最常用的方式,这时工件的两侧均有电极压痕。
图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
图中c 为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。
图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。
单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。
图中b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。
图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。
为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。
图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。
这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b).后一型式具有较多优点,应用也较广泛。
其优点有:各变压器可以安置得离所联电极最近,因而。
其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
二、点焊工艺参数选择通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。
其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
点焊参数
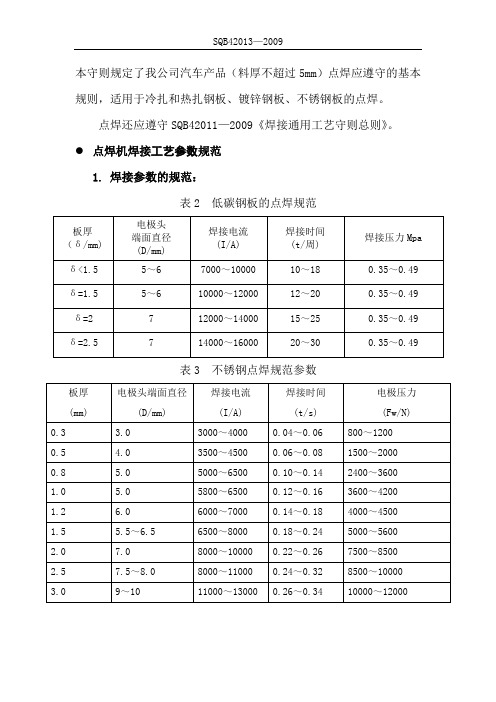
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。
点焊机焊接参数怎么调

点焊机焊接参数怎么调
点焊机在焊接工件时,要想达到很好的焊接效果,既要达到产品的质量要求,又要良好的美观性,需要设置好点焊机的焊接工艺参数:即电极压力、焊接时间和焊接电流三个参数,任何一参数的变化都会影响其他参数,进而影响焊接质量。
1、电极压力
点焊的电极压力取决于被焊金属的性能,焊点的尺寸和一次焊成的焊点数量等。
电极压力应足以在焊点达到焊接温度时将其完全压馈,并使两工件紧密贴合。
电极压力过大会增加工件的接触面,同时因电流密度减小而降低接头强度。
压力过小又会引起严重飞溅。
2、焊接时间
对于给定的工件材料和厚度,焊接时间由焊接电流和焊接工件的材质决定。
在焊接低碳钢和低合金钢时,与电极压力和焊接电流相比,焊接时间时次要的。
在确定合适的电极压力和焊接电流后,在调节焊接时间,以获得满意的焊点。
如想缩短焊接时间,就要相应增大焊接电流,但过分增大焊接电流可能引起金属过热和飞溅。
3、焊接电流
点焊的每一焊点所需电流根据工件的厚度、性能、焊点的大小有关。
焊接电流的调节应该是在采用合适的电极压力和焊接时间情况下,电流递增式的调节,直到焊接工件达到规定的焊接质量为止。
被焊金属的性能和厚度仍然是选择焊接电流的主要依据。
综上所述,焊接时间、焊接电流和电极压力三工艺参数的调节是相辅相成的,需要相互配合才能调节出合适的参数。
在焊接参数的调节上精度更高,焊接时间精确到1ms,焊接电流采用电流反馈脉宽调制(PWM)获得稳定的恒电流输出,确保产品焊接质量。
点焊机设定的各焊接参数说明(精)

点焊机设定的各焊接参数说明:电流频率为 50Hz 时,一周波 =1/50=0.02秒;电流频率为 60Hz 时,一周波 =1/60秒。
加压时间 5周波(0.1秒 [可调范围 4-6周波(0.08-0.12秒 ]——加压时间是指上下焊头闭合后的一段时间,通常设臵的较小, 在 5周波左右。
加压时间太短容易造成焊接件接触不实,形成虚焊,时间太长导致生产率下降。
预热时间调至 20周波(0.4秒 [可调范围 15-25周波 (0.3-0.5秒 ]——预热时间即第一个脉冲焊接时间, 通常设定应小于第二次脉冲焊接时间。
焊接时间太短, 容易造成焊点不能完全融化, 从而引起脱焊等现象。
焊接时间太长容易造成过焊、生产率较低等。
要根据焊件的情况进行试验确定。
预热电流调至 060(12千安 (可调范围 060-065即 12-13千安——预热电流即第一个脉冲的焊接电流,通常设定应小于第二次脉冲焊接电流。
焊接电流太小, 不易击穿镀锌层或者氧化层, 从而使焊件形成虚焊或者脱焊,电流太大,容易引起过焊、含黑等情况。
冷却 1时间一般设定在 2-3周波,如果不设冷却时间,则是单脉冲工作,设定时间太长,易使生产率降低。
焊接时间为 30周波(0.6秒 [可调范围30-35周波(0.6-0.7秒 ]——焊接时间即第二个脉冲焊接时间,设定要比预热时间稍大。
时间长短的后果同预热时间。
焊接电流为 070(14千安 (可调范围 070-075即14-15千安——焊接电流即第二个脉冲的焊接电流,设定要比预热电流稍大,其后果同预热电流。
冷却 2时间、回火时间和回火电流均设为 0。
维持时间为 10周波(0.2秒 [可调范围 8-15周波(0.16-0.3秒 ]——维持时间是指焊点保温时间,一般设定 5-10周波。
维持时间太长,容易造成过焊,而时间太短又容易造成焊不牢。
压力为 3.5-4KG ——压力的大小与板厚、板材质和截面积有关;压力的大小要适中,压力过大容易把凸点压平, 使焊接效果减弱,压力太小容易造成虚焊。
点焊参数指导

点焊参数指导~1~~2~【补正】【设定条件的注意要点】①使用薄板侧条件时、板厚比在 1.4以上时,电流值取其相加平均值。
②使用垫板及SR30(SR40)的电极时,电流提高10%。
③设定加压力如果不会跳到490N(50kg)时,取高一档加压力。
例如:对于2100N(220kg)请使用2450N(250kg)的电流值、通电时间。
④使用垫板时,当下板<上板(3 层板重叠时的中间板),电流计算上的下板=上板(3层重叠时的中间板)+上板(3 层重叠时:中间板-下板)。
⑤以上条件为通常的参考性标准,实际操作中,还要根据具体情况来设定。
⑥“通电时间”的“t”指使用的板厚值(单位:mm)3、系列焊接的适用值②镀层钢板板厚要在 1.0mm以下③裸钢板的板厚要在 1.2mm以下。
4、打点焊接的系列焊接条件~3~电流值、通电时间选定指南材质类型板层数表面处理加压压力选择建议电流值通电时间同材质PINCHER(夹钳型)2层3层4层取薄板厚度取最厚的2层板的平均值相加平均最大条件STUD(柱压型钳)2层3层相加平均取最厚的2层板的平均值相加平均最大条件不同种材质PINCHER(夹钳型)2层只有裸材含镀层相加平均(全部有镀层)相加平均相加平均相加平均STUD(柱压型钳)3层◆4层只有裸材含镀层取电流值最大2层板的平均值全部镀层取最厚的2层板的平均值最大条件最大条件※电流值=9680+10340※通电时间=(8+2+2)+(10+2+2)【设定条件举例】①SHP28 1.2t, SGAC270-45/45 1.4t, SGAH28-45/45 1.6t夹型钳、直接⑴加压力:SGAC270-45/45 1.4t:2.94KN(300Kg)SGAH270-45/45 1.6t:3.43KN(350Kg)(2.94+3.43)/2= 3.19KN(325Kg)⑵电流值、通电时间:参考“设定加压力3430N(350Kg)”一栏。
SGAC270-45/45 1.4t 1.6t:11,300N+100012,300 N SGAC270-45/45 1.6t 1.6t:11,300N+100012,300 N 补正后※电流值(电流值最高的2层的 1等级的相加平均) =(12300+12500)/2= 12400 A※通电时间(最大条件:1.6t镀板28)=16+2(补正)= 18周波②系列SENC 0.8tSPC 1.0t⑴加压力:镀板28 0.8t柱压钳1760N(180Kg)(加压侧)⑵电流值、通电时间:参考“设定加压力1960N(200Kg)”一栏。
点焊机焊接参数怎么调

点焊机焊接参数怎么调点焊是一种常见的金属焊接方法,它利用电流通过电极加热两个被焊接金属的接触点,使其达到熔化状态并形成焊点。
点焊机的焊接参数调节对焊接质量有着重要的影响。
以下是点焊机焊接参数的调节方法及其影响的详细说明。
1. 电压 (Voltage)电压是点焊机调节的最主要参数之一,它决定着焊接时金属的加热速度和温度。
一般来说,电压越高,加热速度越快,焊接时间越短。
但是,如果电压过高,焊点可能会过热而导致熔孔的泼溅和脱焊。
如果电压过低,则可能导致焊接不完全或焊点太弱。
因此,调节电压时需要找到一个适当的范围,以保证焊接质量。
2. 电流 (Current)电流是点焊机调节的另一个重要参数。
它决定焊接时金属加热的强度和热量的分布。
与电压类似,电流过高会导致熔孔泼溅和脱焊,而电流过低则可能导致焊接不完全或焊点太弱。
因此,需要找到一个适当的电流范围,以确保焊接质量。
3. 压力 (Pressure)压力是点焊机调节的另一个重要参数。
它决定了焊接时接触点的压力大小,从而影响焊接过程中接触点的熔化和挤出。
压力过大可能导致焊接不充分,而压力过小则可能导致焊点强度不够。
因此,需要调节适当的压力,以确保焊接质量。
4. 时间 (Time)时间是控制点焊机焊接过程时长的参数。
焊接时间取决于金属的导热性质和厚度。
一般来说,焊接时间应根据金属工件的厚度和热传导性来确定。
时间过短会导致焊接不完全,时间过长也会产生过热的问题。
因此,需要根据具体情况调节适当的焊接时间。
5.电极形状和尺寸电极的形状和尺寸也会对点焊的焊接质量产生重要影响。
通常情况下,电极应具备一定形状和尺寸,以确保合适的接触面积和良好的导电性。
对于不同的工件,可能需要不同形状和尺寸的电极。
因此,在调节焊接参数时,还需要考虑电极的形状和尺寸。
6.温度监控和反馈为了确保焊接质量的一致性,一些点焊机还配备了温度监控和反馈系统。
这些系统可以监测焊接过程中的温度变化,并根据需要自动调整焊接参数。
点焊参数
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
点焊参数指导
~1~
~2~
【补正】
【设定条件的注意要点】
①使用薄板侧条件时、板厚比在 1.4以上时,电流值取其相加平均值。
②使用垫板及SR30(SR40)的电极时,电流提高10%。
③设定加压力如果不会跳到490N(50kg)时,取高一档加压力。
例如:对于2100N(220kg)请使用2450N(250kg)的电流值、通电时间。
④使用垫板时,当下板<上板(3 层板重叠时的中间板),电流计算上的下板=上板(3
层重叠时的中间板)+上板(3 层重叠时:中间板-下板)。
⑤以上条件为通常的参考性标准,实际操作中,还要根据具体情况来设定。
⑥“通电时间”的“t”指使用的板厚值(单位:mm)
3、系列焊接的适用值
②镀层钢板板厚要在 1.0mm以下
③裸钢板的板厚要在 1.2mm以下。
4、打点焊接的系列焊接条件
~3~
电流值、通电时间选定指南
材质类型板层数表面处理
加压压力选择建议
电流值通电时间
同材质PINCHER
(夹钳型)
2层
3层
4层
取薄板厚度
取最厚的2层板的平均值
相加平均
最大条件STUD
(柱压型钳)
2层
3层
相加平均
取最厚的2层板的平均值
相加平均
最大条件
不同种材质PINCHER
(夹钳型)
2层
只有裸材
含镀层
相加平均
(全部有镀层)
相加平均
相加平均
相加平均
STUD
(柱压型钳)
3层
◆
4层
只有裸材
含镀层
取电流值最大2层板的平均值
全部镀层
取最厚的2层板的平均值
最大条件
最大条件※电流值=9680+10340
※通电时间=(8+2+2)+(10+2+2)
【设定条件举例】
①SHP28 1.2t, SGAC270-45/45 1.4t, SGAH28-45/45 1.6t
夹型钳、直接
⑴加压力:SGAC270-45/45 1.4t:2.94KN(300Kg)
SGAH270-45/45 1.6t:3.43KN(350Kg)
(2.94+3.43)/2= 3.19KN(325Kg)
⑵电流值、通电时间:参考“设定加压力3430N(350Kg)”一栏。
SGAC270-45/45 1.4t 1.6t:11,300N+100012,300 N SGAC270-45/45 1.6t 1.6t:11,300N+100012,300 N 补正后
※电流值(电流值最高的2层的 1
等级的相加平均) =(12300+12500)/2
= 12400 A
※通电时间(最大条件:1.6t镀板28)=16+2(补正)= 18周波
②
系列SENC 0.8t
SPC 1.0t
⑴加压力:镀板28 0.8t柱压钳1760N(180Kg)(加压侧)
⑵电流值、通电时间:参考“设定加压力1960N(200Kg)”一栏。
SENC0.8t7,800N+1000)×1.19,680 N
镀板28 1.0t8,400N+1000)×1.110,340 N
2×1.1 (序列补正) =11,100 A
序列补正
2=13周波
镀层因素补正后
◆
~4~。