沾锡天平可焊性测试说明
沾锡测试图文指导书实例

工序A /
版次
A/0
页次1
工序
版次修改日期
内容摘要
修订人
A/0
1.将仪器保养。
1.使用完毕后,将电源关闭;
2.将锡炉外围环境清理干净,把物品归位,摆放整齐。
1.将须用到的工具准备齐全。
1.使用锡炉或做测试时要注意安全,以免烫伤;
2.观察电镀料带是否沾上锡。
准备阶段
第一阶段
第二阶段
修定记录
1.准备好锡炉、锡棒、镊子、电镀
料带。
1.打开锡炉电源,将温度调到260℃加热,将锡棒放进去;
2.待锡完全融化后,用镊子夹住电镀料带放入锡炉内,2~3秒后拿起来。
使用物料电镀料带使用工具
锡炉、锡棒、镊子审 核确 认制 作
日期标准工时
图片
操作规范
注意事项
沾锡测试
作业指导书
文件编码名称沾锡测试作业指导书料带
温度
锡炉
锡棒
物件。
沾锡天平作业指导书
WORK INSTRUCTIONSAT-5100沾錫天平作業指導書WI to QPCONTENT1. PURPOSE (目的)2. AREA OF APPLICATION(適用範圍)3. REFERENCE DOCUMENTS(參考文件)4. TERMINOLOGY, DEFINITIONS, ABBREVIATIONS(專有名詞、定義、縮寫)5. RESPONSIBILITIES(權責)6. PROCEDURE(作業程序)7. ENCLOSURES(附件)1. PURPOSE (目的)建立沾錫天平操作程序,做為量測之依據,以確保物料品質2. AREA of APPLICATION(適用範圍)沾錫天平(Wetting Balance)3. REFERENCE DOCUMENTS(參考文件)3.1 Reference Documents(參考文件)沾錫天平使用手冊各類相關法規資料3.2 Related Form (相關表單)4. TERMINOLOGY, DEFINITIONS, ABBREVIATIONS(定義)5. RESPONSIBILITIES(權責)6. PROCEDURE(作業程序)6.1 設備簡介品名規格:日本 RHESCA Wetting Balance 沾錫天平測試機型號:SOLDER CHECKER SAT-5100電力需求:電源供應100~230+/-10% VAC6.2 機台界面說明:○1:機台電源總開關○2:小錫爐績熱電源開關○3:溫度顯示器○4:溫度傳感器○5:Balance夾具○6.○7:前後 / 左右填街塞巷旋鈕○8:Select鍵○9: Enter / Next鍵○10: Stop鍵○11: Start鍵○12: Balance ON / OFF鍵○13:Sens鍵○14:機台設定顯示○15:Up / Down鍵○16:小錫爐○17:電腦主機及顯示器6.36.3.1 6.3.2 機台操作流程:開機:開啟電腦電源開關, 測試機台將一併啟動機台點檢:1.將機台左上角Power打開2.安裝砝碼托盤3. 將機台右下角SENS鍵撥到10mN檔開機架設治具及待測物參數設定測試判定關機機台點檢4.將Balance撥到ON位置,調整Balance平衡後再撥到OFF 位置此顯示表明天平已調節平衡5.同時按住STOP + Select鍵,並將Select鍵向右邊順時針旋轉,進入Password輸入菜單.(Password=123)6.旋轉Select選擇Calibration菜單並按Enter確認7.確認Calibration=10mN後將Balance Switch撥至ON檔8.調節Select鍵使adc_offset=0000(越接近越好)9.將1g標准砝碼加入托盤中.(注意:不可直接用手拿砝碼,以防止砝碼氧化)10.確認adc_offset值大小11.按Enter鍵保存校正結果,校正結束,將校正治具歸位此值在1850~1890時表示機台正常6.4 6.4.1 測試一般沾錫面積較大之零件,(如:DIP零件及0603以上大小SMD零件)建議使用解析法測試,沾錫面積較小的零件(如:0402 . 0201 R.L.C零件)建議使用錫珠小球法測試.(一).解析法測試1.安裝錫爐及溫度傳感器,設定爐溫2. 將Heat鍵打ON位置,錫爐開始加熱升溫.3.將夾具掛上機台,將Balance開關打到ON,調整Balance平衡,4.將范圍調節旋鈕轉至所需的測試范圍(2Mn~50Mn)4.待爐溫升高到預設溫度時,將錫爐液面錫渣刮除乾淨5. 將待測樣品夾到夾具中,利用方向調節鍵調整錫爐位置,使樣品位於錫爐正中6.打開電腦桌面SAT-5100操作軟體後開始以下作業:7. 開啟檔案:8.輸入相關設定資料並存檔(Eg:廠商資料.零件外形及尺寸.焊料名稱及特性......).資料設定完成後,於主程式畫面之左下角出現ON LINE字樣方可進行測試.9.設定溫度.浸入速度.深度.時間等參數設定完成後按下“Transfer“則會將設定之資料傳送至測試機10. 將錫爐液面錫渣刮除乾淨,按下START鍵→得到測試數據11.測試結果判定:按下上圖中紅圈處Total 鍵可將測試結果轉換成EXCEL 檔案,選擇不同之規范作判定.測試完成T0T1TFmaxSbJEITAET-7401<=0.59<=1.98NA NA >=0.8SOT QPF PLCCJIS C 60068-2-54<=0.59NA NA NA >=0.8NAJIS C 3198-4<=0.59<=1.98<=1.00<=10.0NA NAIEC 60068-2-54<=0.59NA <=1.00NA>=0.8This test is particularlysuitable asastandard testIEC 60068-2-69<=0.59NA <=1.00NA >=0.8SOT . QPF .PLCCcustom 可依實際需求自定義標准條件設定標准適用料件類型標准圖譜備注:1. 當待測物為QFP.SOT.PLCC 封裝時,可選用JEITAET-7401或IEC 60068-2-69標准判定2. 當無法確認待測物封裝方式時,可選用IEC 60068-2-54標准判定6.4.2 6.5 (二). 錫珠小球測試方法:1.更換小錫球之測試爐槽,目前有2ψ與4ψ之爐槽(如附圖)2.設定方法與小錫爐之設定方式相同(同6.4.1之測試方法)3.於測試前,必須使用棉花棒沾助焊劑清洗錫球表面,才可測試(如附圖)4.錫球之錫量不夠時,必須添加錫5.使用錫珠小球法,必須使用RA TYPE之助銲劑刷錫球表面錫渣,但零件必須使用R TYPE助銲劑沾覆6.一切設定完成,測試方式與錫爐法相同機台操作注意事項:1.開機後,請確認溫度測試棒與錫爐液面有接觸到,避免機台發生不良2.將Balance鈕轉至OFF,才能碰觸天平感應器,掛上,取下夾具時,請確認已將Balance鈕轉至OFF3.測試治具如沾附到助焊劑,於測試結束之後,必須使用酒精清洗,以延長治具壽命4.此機台對操作環境要求較為嚴格.操作環境不穩定或外力震動將影響測試結果, 故測試機台應安裝於平穩之工作環境中5.此機台有一小錫槽,溫度較高,請於操作時小心注意,避免燙傷6.操作時注意零件不可掉進機台內部,防止短路造成機台損壞7.清潔機台表面不可用強酸(鹼)清洗劑擦拭,以免造成機台損壞8.開機後,請確認溫度測試棒與錫爐液面有接觸到,避免機台發生不良9.其餘不詳之處,請參閱使用手冊文件制定/修訂/廢止履歷表。
SAT-5100可焊性测试仪使用说明书
1 . 1. 1.开箱本装置是使用高感度的电子天平。
因此为防止运输途中由于振动而导致天平发生故障,如图1所示位置都填有泡沫材料。
从纸箱中取出本机后,请打开天平部的盖另外,取出①~②两处的泡沫时,请小心不要误将天平臂上的φ弄断。
φ0.08mm 铜线③④①②差动变压器驱动线圈图1天平部1.2.主()主机及附属品如图2及下表表示的内容(适用于标准配置)。
开万一,附属品有不足或破损情况,请立即与购买地的销售代理商部详细机能的名称请确认并且记牢)电源控制板图2SAT-5100主机SAT-5100主机1台标准夹具(2种)各1个电源控制板・POWER电源开关・HEAT加热器开关・HP阶梯升温插座・电热对插座加热部・加热炉・焊锡缸操作控制板・LCD显示部・SELECT选择/天平调整旋钮・SENSE感度切换开关・UP/DOWN升降开关・NEXT/ENTER选择/确认键・STOP停止键※焊锡、助焊剂附属品没有。
1. 3.安选择●请不●请勿●请勿●本装●请不●请不●请不●请不●请勿●本装●本装助焊●本装本装或者警告2 . 2. 1.概要本平来测另剂表2.2.测 将小则 现接触图3图3-F=(注这里现在F=[mN]由此另,液面试料试料试料F:润湿[mN]θ:接触[°-1(100ι:接触[cm]CΓ:焊锡[dynν:浸入[cm3ρ:液体[g/cg:重力[cm/注:ν×这样(注在实天平经过正确润[解●A点按下●B点试料●C点试料●D点润湿●E点润湿●F点润湿●G点润湿●H点设定●I点试料●J点试料Γ×ιθ=润湿应力时间图4 2.3.动「◎浸渍(1)使用(2)主机加热(3)当试试料(4)接触间时◎润湿本装与(1 )当天设置(2 )该变试料溶液(3)而在料上(4)该平上力●测定自外●装置电子天平部测定数据记录计模拟信号应力、温度RS232C电脑天平控制回路应力检出与增幅回路天平差动变压器驱动线圈控制装置微控制器A/D,D/A 驱动控制回路上下移动机构部脉冲电动机驱动装置熔融炉操作控制部试料条件输入键表示值・浸渍速度设定・浸渍时间设定图5装置结构图3.3.1.电源的连接熔融炉温度调节器可选择的机器部件・浸渍时间设定・浸渍深度设定・测定开始・测定结果简易表示先确认电源开关是否置于关闭状态(O FF ),然后再将电源线接电源时,若电源插座如图6(A )所示的3P 带接地接口的插地线接地。
可焊性试验方法指引

可焊性试验方法指引一、什么是可焊性测试?可焊性测试(Solderability)指通过润湿天平法的原理对元器件、PCB板、PAD、焊料及助焊剂等可焊接性能做定性与定量的评估。
其对现代电子工业的1级(IC封装)、2级(电子元器件组装到印刷线路板)的工艺以及高质量与零缺陷的焊接工艺都有极大的帮助润湿天平法:将元、器件的引出端(以下称试验样品)从灵敏的秤(常用1个弹系统)的秤杆上悬吊下来,使其浸入保持规定温度的熔融焊料中至规定深度,与此同时,作用于浸渍的试验样品上的浮力和表面张力在垂直方向上的合力由传感器测得并转换成信号,该信号由一高速的特性曲线记录仪将它作为时间的函数连续记录下来,然后将此曲线与一个具有相同性质和尺寸并能完全润湿的试验样品所得到的曲线进行比较。
原理图润湿曲线二、可焊性试验2.1 助焊剂、有铅/无铅焊料可焊性测试•标准:JIS-Z3198-4•A法:润湿平衡法•B法:接触角法2.2 印制板可焊性测试2.2.1 边缘浸焊测试测试适用于印制板表面导体和连接盘的边缘浸焊测试。
每一个被测表面(如每个焊盘)应有至少95%的面积润湿良好。
剩余的面积允许存在小针孔、退润湿、表面粗糙等缺陷,但不能集中在一个区域。
被评定区域内应当无不润湿和暴露金属基材等现象。
2.2.2 摆动浸焊测试测试适用于镀覆孔、表面导体和焊盘的摆动浸焊测试。
表面评定同边缘浸焊测试。
覆铜孔评定:1级、2级、3级。
1级和2级产品焊料应当完全润湿镀覆孔孔壁和直径小于1.5mm的塞孔孔壁。
3级产品如果焊料在所有镀覆孔内攀升,说明试样被成功焊接。
焊料应当完全润湿孔壁,镀覆孔孔壁应当无任何不润湿或暴露金属基材的现象。
2.2.3 浮焊测试该测试适用于镀覆孔、表面导体和焊盘的浮焊测试试验前应当彻底去除熔焊料表面的浮渣和助焊剂残留物。
然后将样品的滑到熔融的焊料上,漂浮时间最长为5分钟,使试样在熔融焊料中的浸入深度不超过样厚度的50%。
达到停留时间后,将样品从焊料中取出。
焊锡天平测试SAT-5100中文说明书1
前言SAT-5100可焊性测试仪,是根据(MIL-STD-883D)规格为基准的判定功能而开发生产的标准测试设备,其广泛使用于焊接工程管理、焊接性能测试及改善等方面。
近年来,由于电子零件芯片化及SMT贴片设备的应用,使微型焊接技术不断的发展,因此对于测试技术的要求也不断的提高。
而本装置正是为满足这些要求,而研制开发的高感度机能测试仪。
还有,使用特殊附属设备,SAT-5100还可以进行以下测试:1)在氮气环境下的测试2)焊锡膏与芯片零件之间的润湿性测试通过仔细阅读本使用说明书,您将可以看到这项崭新的技术及研究成果。
注)急速加热装置、阶梯升温装置属于可选部分,所以请参阅其他相关说明书。
使用前请必须看一下这本操作说明书请把说明书放在使用方便的地方保存好。
本书中出现的注意,警告等图案说明,在使用本装置前请务必仔细阅读并记住。
若遗失本说明书的话,在内容不能确认之前,不要进行操作。
不按说明书操作会造成事故,造成的事故,我公司不负责任。
所以到时,事先与我公司联系一下,必须把操作说明书拿到之后,根据操作说明书进行操作。
本书中出现的各种记号,其所表示的含义如下所示。
对于各种记号的含义说明请特别注意,仔细阅读。
注意提醒=要注意的内容感电注意·高压注意等,请特别小心注意「注意提醒」的内容。
禁止=不能做的内容分解注意等,不能做「禁止」的内容。
强制=必须遵守的内容电源插头拔掉时,请必须遵守「强制」的内容。
一般的注意、警告、危险内容的告知。
表示请特别小心注意的内容。
若不小心可能会触电。
在任何情况下都禁止拆卸机器。
小心因高温而烫伤。
小心手等被夹住而受伤。
关于操作说明书的使用电源插头拔掉感电注意分解禁止夹手注意注意提醒感电注意分解禁止高温注意行为有强制的指示不能做。
表示不能做的内容请必须遵守。
拔电源插头时请必须从插头根部拔掉。
请必须连接地线。
机器在加热运转等的时候、接触会引起烫伤的可能性,请禁止接触。
机器周边是不允许有水和潮气的,在水的场所使用有可能引起漏电,小心伤害。
沾锡性测报告
瀚宇博德科技(江陰)有限公司
化銀沾錫性測試
沾錫測試結果(三)
項目/參數 未反直板 (pumic) Av. 未反直板 (no pumic) Av. T0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 T1 0.11 0.08 0.66 0.28 0.08 0.14 0.85 0.36 2/3Fmax 1.24 0.42 0.59 0.75 0.84 0.62 3.39 1.62 Fmax 1.86 0.64 0.88 1.12 1.26 0.94 5.08 2.43 Fend 0.64 0.38 0.61 0.54 0.90 0.73 2.95 1.53 Sb 0.882 0.594 0.695 0.724 0.711 0.782 0.581 0.691
PE Report
瀚宇博德科技(江陰)有限公司
化銀沾錫性測試
沾錫天平特性及原理簡介
特性:可对润湿时间、润湿应力、表面张力等进 行解析并对数据进行分析,依此繪製wetting balance趨勢圖 原理簡介:
附著力與表面張力合力如圖1,天平感應力以電磁平衡進行補 充,補充電磁信號放大輸出並與感應力對應,結合時間通過軟体 統計分析做出趨勢圖
PE Report 瀚宇博德科技(江陰)有限公司
原理簡易説明圖
天平
差動變壓器 樣品 放大器 樣品在浮力和浸潤張力 作用產生微小位移,差 動變壓器將位移轉換為 微小信號。
驅動綫圈
微小信號放大
驅動綫圈信號產生,生成與 左端等大反向之電磁平衡力, 使天平回復平衡。電流值與 樣品上作用力成正比
瀚宇博德科技(江陰)有限公司
Av.
判斷 反直 no pumic板
0.01
可焊性测定原理

第十一章检测技术(一)11.1 可焊性检测1 可焊性检测(P192)焊接机理告诉我们,焊接的首要条件是焊料对母材的润湿,虽然助焊剂能够促进润湿的进行,但它的能力毕竟是有一定限度的,因为我们不能采用有腐蚀性的助焊剂,因此我们必须要求被焊母材本身具有良好的可焊性能。
电子产品的焊接中,元器件引线及印制电路板都是被焊母材,它们的可焊性直接影响焊接质量,因此对元器件及印制电路板应该有严格的可焊性要求。
目前,我国常用的可焊性检测方法有焊槽法、焊球法、电烙铁法、润湿称量法四种,国外采用的还有扩展法、接触角法等。
1.焊槽法(P193)采用中性助焊剂,焊槽温度为235℃,浸渍2秒钟,合格标准为:焊锡层平滑、光亮,覆盖率大于95%,5%的缺陷不允许集中在一个区域内。
优点:•非常简单而最接近实际生产的模拟方法,任何操作人员经过培训均可掌握。
•可检查各种不同形状、尺寸的工件。
缺点:主观臆断性较强,因为对少于5%的缺陷评价相当困难,所以当肉眼明显可以看到缺陷时,就认为是不合格,需重新取更多的试样进行试验,然后再次进行判断。
2.焊球法(P193)它是通过测量导线切开熔融的焊料球至焊球回复成球状的时间来评定可焊性。
其原理是:用被测量的元器件引线,将熔融的球状焊料切开,若被测引线的可焊性是良好的,那么经过一段时间后,熔融的焊料会润湿引线,使被切开的焊料球又恢复成球状。
可用一种非常简单的测试装置,即在被切开焊球的顶部安装一个触点,当熔融的焊料绕过试样,并恢复至球形时,就与触点接通,这样就能自动地测定时间。
目前在欧洲地区焊球法应用比较普遍,局限性:只能测试圆形断面试样,要根据试样的尺寸精确控制球形焊料的尺寸,否则所测数据会有较大误差。
3. 烙铁法(P194)烙铁法是我国最早采用的一种模拟烙铁焊接的可焊性测试方法,目前,仅用在焊槽法和焊球法不便使用的地方。
由于它的定量性不强,故对试验条件要求十分严格,否则,将影响结论的准确性。
试验时,应严格控制的条件如下:•电烙铁的准确恒温:350℃;•试验时间:2-3秒;•电烙铁头形状尺寸规范化;•中性、单芯松香焊锡丝;•标准化的操作手法及用力程度。
wetting balance沾锡天平标准解读
Wetting Balance标准解读在电子产品的装配焊接工艺中,焊接质量直接影响整机的质量。
因此,为了提高焊接质量,除了严格控制工艺参数外,还需要对印制电路板和电子元器件进行科学的可焊性测试。
国际上各大标准组织IEC、IPC、DIN、JIS等推荐了各种方法,但是无论从试验的重复性和结果的易于解读性,润湿平衡法(Wetting Balance)都是目前公认的进行定性和定量分析的可焊性测试方法。
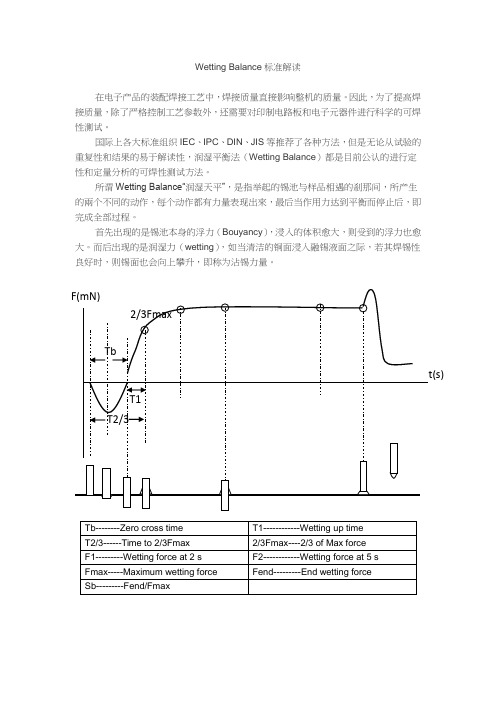
所谓Wetting Balance“润湿天平”,是指举起的锡池与样品相遇的剎那间,所产生的兩个不同的动作,每个动作都有力量表现出來,最后当作用力达到平衡而停止后,即完成全部过程。
首先出现的是锡池本身的浮力(Bouyancy),浸入的体积愈大,则受到的浮力也愈大。
而后出现的是润湿力(wetting),如当清洁的铜面浸入融锡液面之际,若其焊锡性良好时,则锡面也会向上攀升,即称为沾锡力量。
接下来从国内国际常用标准解读Wetting Balance。
一、在评判依据上,IPC-J-STD-002C标准给出明确标准如下:目前,国内润湿天平和可焊性测试的评判标准基本依据IPC-J-STD-002/003而来,包括国标也是参考IPC标准而来。
J-STD-003B评判依据如下:J-STD-002D对锡缸(solder pot test)评判依据如下:J-STD-002D对锡球(solder globule test)评判依据如下:可以看出以上几个标准对沾锡的评判标准几乎一样。
二、对测试样品的要求,几个主要标准要求如下:注:1. GJB 548B-2005(微電子器件試驗方法和程式)2. J-STD-003B (印制板板面导线、焊盘及镀覆孔可焊性评定的测试方法、缺陷定义和图示)3. IEC 60068-2-69 (电子组件和印刷板通过润湿法的可焊性测试)4. J-STD-002D (元件引线,端子,接线片,接线柱及导线的可焊性测试)三、关于熔融焊料的温度,几个主要标准要求如下:四、关于样品浸入和引出速率,几个主要标准要求如下:五、关于在熔融焊料中停留的时间,几个主要标准要求如下:六、J-STD-002D Wetting Balance要求:七、拓展:除了上文提及的测试标准,小编给大家搜罗了可焊性测试业界常用的标准,有兴趣的可以去了解一下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1-60s, 最小设定1s
0.1-30mm/s可以调整
1000Hz
浸锡深度校量控制
采用高频力量/传电感应,端子接触锡后全自动控 制深度 (优点: 不须高度校量, 对样品没接触, 锡
面高度不影响浸入深度 )
器件定位方式
目视及辅助CCD放大多角度对位, 保持精确,重复 性
需在高温下更换焊锡,
设置
且、无法清除干净,致
使焊锡合金变化,无法
保证测试的准确性。
1kg
锡珠尺寸
1mm(5mg),2mm(25mg),3.2mm(100mg)或 4mm(200mg)模组更换设计(另有模组ID识别功
能, 避免错用模组测试)
样品夹具提供
10个
标准及方法
JEDEC JEDS22-B102D IEC 60068-2-20 IEC 60068-2-54 IEC 60068-2-57 IEC 60068-2-69
沾锡天平简介(MUST 3)
• 1.设备参数 • 2.测试简介
目录
• 1.设备参数
测试能力
焊炉 锡炉 配件 符合标准
天秤承载样品重量
测试方法
锡膏测试 助焊剂测试 元器件测试
PCB测试
表面氧化物清除
Max. 30g
锡槽与锡球
Yes Yes Yes Yes 手动去除
焊炉直径ห้องสมุดไป่ตู้焊锡缸材质
焊炉容量
Dia 60mm x 60mm (H)
IPC-J-STD-002B-Components IPC-J-STD-003A-Boards MIL-STD-883 Method2022 EIA/JET-7401
NEW Japanese Solder Paste Test
温度范围 温控精度 (°C) 力的范围 (g)
力的分辨率 锡球模块x,y方向微调
下降速度
浸入速度
浸入深度/精度
浸入时间
抽出速度
力量感应取样频率
室温 - 380度(精度±5%,误差±2度以内) ±2
±400mN(±40g)(无说明) Accuracy resolution > 0.001mN force
Yes 1~30mm/s(无说明)
0.1-30mm/s可以调整,( 每步0.1mm/s)
典型曲线
2.3几种表面的可焊性: 如果正确制备并立即焊接,即使使用裸铜,今天使用的所有表面处理剂通常都具有良 好的可焊性。因此,可焊性问题往往源于:1.样品的可靠性和均质性,2.成品的保质期 问题,3工艺条件。
锡/铅涂层: “可熔”完成时金属间层已经形成,焊接已经发生,仅当金属间层穿过锡/铅镀层的表 面生长时,可焊性才受到限制,锡/基底金属间化合物通常不可焊。
OSP(有机可焊防腐剂)涂层: OSP层应溶解在助焊剂中并分散,下方的裸铜被焊接到;如果OSP层破裂,可焊性将受 到限制。 在两种情况下,铜都会被氧化。
镀镍金: 焊接涉及完全溶解薄的金层并润湿镍底层,一旦镍由于金层中的孔隙而被氧化,其可 焊性就会大大降低,缩锡是这种情况的经典结果。
银涂层: 除非所用的焊料已被银“预饱和”,否则通常会将银镀层浸入焊点中。 因此,银表面的可焊性再次成为该涂层可焊性的主要因素。
钯涂层:润湿发生通常比其他表面处理慢,焊锡扩散趋于受到限制。
2.4几种对可焊性的影响: 1.外来污染物会大大降低可焊性 2.不良的储存条件会缩短可焊接的寿命 3.金属间加速生长 4.氧化 5.表面光洁度的损坏将大大缩短可焊接的货架寿命
2.5:良好的可焊性的优点: 1.首次通过率提高 2.提高产品可靠性 3.提高产品质量 4.降低缺陷水平 5.节省返工成本 6.允许使用较温和的助焊剂
(标配CCD 系统)
夹具与对应封装 参考
• 2.测试简介
2.1焊接技术的发展趋势:
1.手工焊接,温度为300-350ºC,材料是活性松香;芯焊锡丝,对结合处无法对时间进行 限制;只能目视检查每个结合处。
2.波峰焊,降低了焊接温度(240-260ºC),制作焊接接头的时间有限(2-3s),结合处 密度的增加使检查更加困难。
3.回流焊,较低的焊接温度(215-230ºC),较弱的焊接系统(焊膏),进一步增加结合 处密度,使检查非常困难。
2.2测试方法: 1.锡槽法-浸泡并观察不可靠,非量化 2.标准小球测试:(1)镀通孔测试(2)边缘浸入测试(3)旋转浸入试验(4)润湿 平衡测试(5)SMD润湿平衡测试
2.2.1了解润湿曲线