附录G.4钢材连接和冷加工力学及工艺性能检验报告
钢筋焊接接头力学性能检验报告
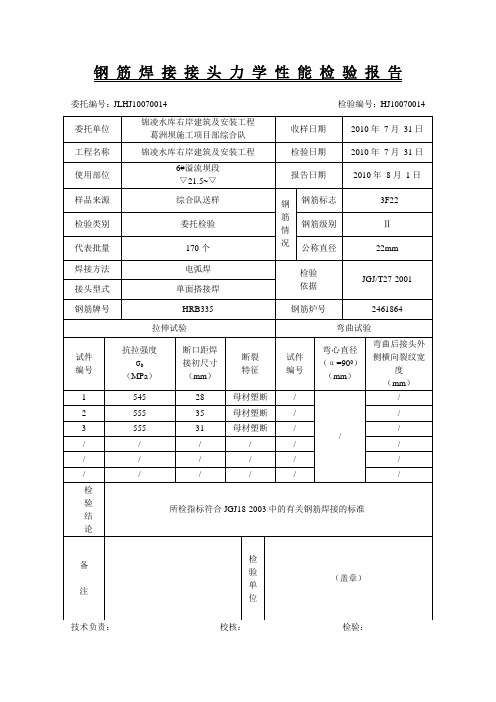
委托编号:JLHJ10070014 检验编号:HJ10070014技术负责:校核:检验:委托编号:JLHJ10080015 检验编号:HJ10080015委托编号:JLHJ10080016 检验编号:HJ10080016技术负责:校核:检验:委托编号:JLHJ10080017 检验编号:HJ10080017技术负责:校核:检验:委托编号:JLHJ10080018 检验编号:HJ10080018技术负责:校核:检验:委托编号:JLHJ10080019 检验编号:HJ10080019技术负责:校核:检验:委托编号:JLHJ10080020 检验编号:HJ10080020技术负责:校核:检验:委托编号:JLHJ10080021 检验编号:HJ10080021技术负责:校核:检验:委托编号:JLHJ10090022 检验编号:HJ10090022技术负责:校核:检验:委托编号:JLHJ10090023 检验编号:HJ10090023技术负责:校核:检验:委托编号:JLHJ10090024 检验编号:HJ10090024技术负责:校核:检验:委托编号:JLHJ10090025 检验编号:HJ10090025技术负责:校核:检验:委托编号:JLHJ10090026 检验编号:HJ10090026技术负责:校核:检验:委托编号:JLHJ10090027 检验编号:HJ10090027技术负责:校核:检验:委托编号:JLHJ10090028 检验编号:HJ10090028技术负责:校核:检验:委托编号:JLHJ10090029 检验编号:HJ10090029技术负责:校核:检验:委托编号:JLHJ10100030 检验编号:HJ10100030技术负责:校核:检验:委托编号:JLHJ10090031 检验编号:HJ10090031技术负责:校核:检验:委托编号:JLHJ10100032 检验编号:HJ10100032技术负责:校核:检验:委托编号:JLHJ10100033 检验编号:HJ10100033技术负责:校核:检验:委托编号:JLHJ10100034 检验编号:HJ10100034技术负责:校核:检验:委托编号:JLHJ10100035 检验编号:HJ10100035技术负责:校核:检验:委托编号:JLHJ10100036 检验编号:HJ10100036技术负责:校核:检验:委托编号:JLHJ10100037 检验编号:HJ10100037技术负责:校核:检验:委托编号:JLHJ10100038 检验编号:HJ10100038技术负责:校核:检验:委托编号:JLHJ10100039 检验编号:HJ10100039技术负责:校核:检验:委托编号:JLHJ10100040 检验编号:HJ10100040技术负责:校核:检验:委托编号:JLHJ10100041 检验编号:HJ10100041技术负责:校核:检验:委托编号:JLHJ10100042 检验编号:HJ10100042技术负责:校核:检验:.委托编号:JLHJ10100043 检验编号:HJ10100043技术负责:校核:检验:。
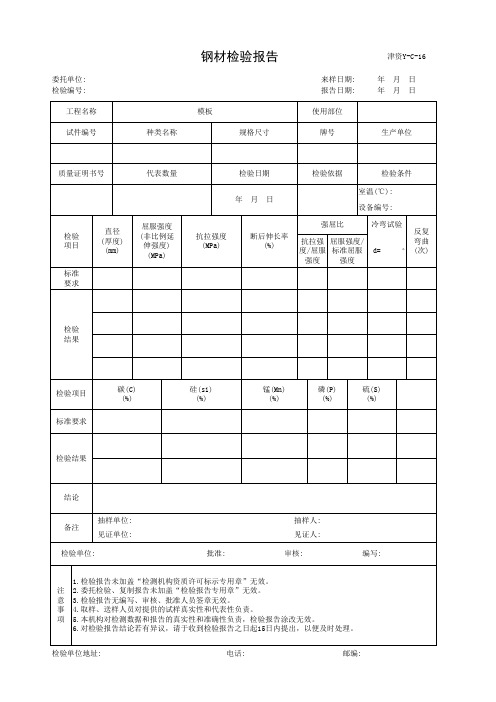
钢材检验报告
编写:
1.检验报告未加盖“检测机构资质许可标示专用章”无效。 注 2.委托检验、复制报告未加盖“验报告专用章”无效。 意 3.检验报告无编写、审核、批准人员签章无效。 事 4.取样、送样人员对提供的试样真实性和代表性负责。 项 5.本机构对检测数据和报告的真实性和准确性负责,检验报告涂改无效。
6.对检验报告结论若有异议,请于收到检验报告之日起15日内提出,以便及时处理。
委托单位: 检验编号:
工程名称
试件编号
钢材检验报告
种类名称
模板
规格尺寸
来样日期: 报告日期:
使用部位
牌号
津资Y-C-16 年月日 年月日
生产单位
质量证明书号
代表数量
检验 项目
标准 要求
直径 (厚度) (mm)
屈服强度 (非比例延
伸强度) (MPa)
检验日期
检验依据
检验条件
年月日
室温(℃): 设备编号:
抗拉强度 (MPa)
断后伸长率 (%)
强屈比
抗拉强 屈服强度/ 度/屈服 标准屈服
强度 强度
冷弯试验 反复
弯曲
d=
° (次)
检验 结果
检验项目 标准要求
碳(C) (%)
检验结果
硅(si) (%)
锰(Mn) (%)
磷(P) (%)
硫(S) (%)
结论
备注
抽样单位: 见证单位:
检验单位:
批准:
抽样人: 见证人: 审核:
检验单位地址:
电话:
邮编:
钢筋焊接工艺性试验报告

XX绕城高速公路东南段C标钢筋焊接工艺试验报告承包人:XX建工集团XX监理人:XX和天工程项目管理XX2014年11月20日目录1、钢筋电弧焊工艺性试验报告2、金属拉伸、冷弯试验报告3、产品质量证明书4、金属(焊接)拉伸试验报告5、电焊工操作证书6、钢筋电弧焊接作业指导书钢筋电弧焊工艺性试验报告电弧焊是利用弧焊机使焊条与焊件之间产生电弧,熔化焊条与焊件的金属,凝固后形成焊接接头。
本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
一、指导依据:1、公路桥涵施工技术规XJTG T F50-20112、钢筋焊接与验收规程JGJ 18-20123、钢筋混凝土用钢第2部分热轧带肋钢筋GB1499.2-20074、钢筋焊接接头试验方法标准 JGJ/T 27-20015、金属材料拉伸试验第1部分:室温试验方法GB/T 228.1-20106、金属材料弯曲试验方法GB/T 232-2010二、试验目的:(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量;(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
三、施工准备:1、机械设备电弧焊的主要设备是ZX6-500直流弧焊机。
其各种参数见下表:2、人员配置:电弧焊主要人员:焊工1名、试验人员1名、安全员1名、电工1名、钢筋加工2名。
3、材料(1)钢筋:采用武钢集团XX钢铁股份XX生产的热轧带肋HRB400EΦ25、HRB400EΦ32,钢筋出厂质量证明书、钢筋牌号齐全。
(2)焊条:牌号应符合设计要求,并应按焊条说明书的要求进行烘焙后使用(焊接前一般在 250~300℃烘箱内烘干),如设计无规定时,可按下表选用。
钢筋电弧焊焊条型号四、操作工艺:工艺流程:检查机械设备→选择焊接参数→试焊作模拟试件→送试→确定焊接参数→施焊→质量检验钢筋电弧焊分帮条焊、搭接焊、坡口焊和熔槽四种接头形式,本工艺性试验采用HRB400EΦ16搭接焊。
甬统表C02﹣3《钢材力学、工艺性能检测复试报告》

钢材力学、工艺性能检测复试报告
工程名称:编号:
委托单位
委托单编号
报告编号
检测类型
收样日期
原始记录编号
检测设备名
称及精度
试验日期
见证
试样编号
样品状态
钢材名称牌号
公称直径(mm)
生产厂家Leabharlann 代表数量(t)工程部位
检测日期
拉伸试验
冷弯试验
屈服强度
抗拉强度
伸长率(%)
单项判定
弯心直径(mm)
弯曲结果
(弯曲180°)
单项判定
荷载(kN)
强度(MPa)
荷载(kN)
强度(MPa)
检测依据
检测结论
备 注
检测单位地址
联系电话
检测单位:(盖章)批准:审核:检测:年月日
A-4钢材力学性能检验报告doc
5
6
公称面积(mm2)
屈服强度ReL
MPa
不小于:
抗拉强度Rm
不小于:
断后伸长率A(%)
不小于:
最大力总伸长率Agt(%)
不小于:
冷
弯
弯芯直径d=a弯曲°受部位外表面不得产生裂纹
℃冲击功Ak(J)
不小于:
Rm(实测)/ReL(实测)
不小于1.25
ReL(实测)/ ReL(标准)
不大于1.30
重量偏差(%)
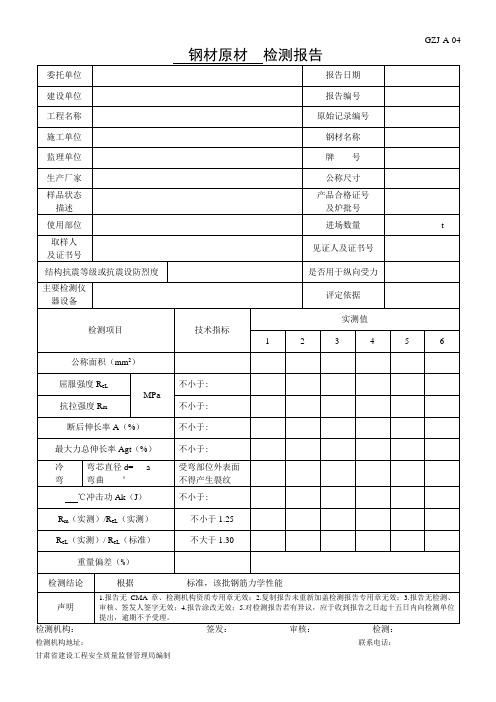
GZJ-A-04
钢材原材检测报告
委托单位
报告日期
建设单位
报告编号
工程名称
原始记录编号
施工单位
钢材名称
监理单位
牌号
生产厂家
公称尺寸
样品状态
描述
产品合格证号
及炉批号
使用部位
进场数量
t
取样人
及证书号
见证人及证书号
结构抗震等级或抗震设防烈度
是否用于纵向受力
主要检测仪器设备
评定依据
检测项目
技术指标
实测值
1
2
3
检测结论
根据标准,该批钢筋力学性能
声明
1.报告无CMA章、检测机构资质专用章无效;2.复制报告未重新加盖检测报告专用章无效;3.报告无检测、审核、签发人签字无效;4.报告涂改无效;5.对检测报告若有异议,应于收到报告之日起十五日内向检测单位提出,逾期不予受理。
检测机构:签发:审核:检测:
检测机构地址:联系电话:
钢筋力学性能、工艺性能检验报告GD210201

年月日
技术要求
力
学
性
能 伸长率
试
(%)
验 伸长率
(%)
技术要求 检验结果 技术要求
结果比值 技术要求 结果比值 技术要求
检验标准号
弯
弯心直径(㎜)
曲 试
弯曲角度(°)
验 外表面 检验结果
裂纹检验 技术要求
GB/T 232-1999 不得产生裂纹
结论
备注
委托单位地址:
≥1.25 ≤1.3
备注
注:1、未经本【检测机构】书面批准,不得复制(全文复制除外)检验报告。 2、【检测机构】地址: 3、报告无报告专用章无效。
批准:
审核:
检验:
钢筋力学性能、工艺性能检验报告
GD210201 0 1
委托单位:
工程名称:
工程部位: 送检日期:
年月日
检验日 期:
监督员:
样品编号
样
样品名称
牌号(等级代号)
公称直径(㎜)
生产厂家
品
炉号(批号)
批量(t)
产品标准号
检验标准号
见证人: GB/T 228-2002
检验单位: (检测报告专用章)
年月日
报告日期: 报告编号:
钢筋搭接焊工艺试验报告
XX建设公司
工艺指导
书编号
HJZD008
项目负责人
依据标准
《钢筋焊接及验收规程》(JGJ 18-2003)
试样焊接单位
XX建设公司
施焊日期
焊工
XX
资格代号
XX
级别
中级
母材钢
号
HRB335
规格
①22
供货状态
甲供
生产厂家
西林
化学成分和力学性能
C
(%)
Mn
(%)
Si
(%)
S
(%)
P
(%)
Ss
(MPa)
人工清理
其他
/
记录
日期
年月日
审核
日期
年月日
焊接工艺试验检验结果
共
非破坏检验
试验项目
合格标准
试验结果
报告编号
备注
外观
JGJ 18-2003
合格
DQHJ009
\
拉伸
试验
报告编号
2011-HJ-0067
弯曲试验
报告编号
\
试件
编号
5b
(MPa
断口 位置
试验
结果
试样
编号
试验
类型
弯心直径
D(mm)
弯曲
角度
评定
结果
焊接材料
接 头 尺
焊
条
牌号
J422
类型
\
生产厂 家
天津金桥
批号
10121593
烘干温度
(C)
150
时间(min)
2
寸及施焊道次顺序
焊
水运工程施工监理现场记录检验用表
港口工程质量检验评定表目录《港口工程质量检验评定标准》(JTJ221-98)《港口工程质量检验评定标准》(JTJ221-98)(局部修订)附表质量管理检查记录表表SA----01开工日期:水下炸礁工程质量检验评定表单位工程分部工程部位数量JTJ 314-2004 表4.3.6注:(1)硬式扫床应提交扫床测量轨迹图,相邻扫床轨迹的重叠宽度不得小于1m;(2)开挖线项目中“+”代表超挖。
年月日非岩石地基水下基槽开挖质量检验评定表单位工程分部工程部位数量JTJ 221-98 表5.1.348m3 抓斗48m3 抓斗年月日岩石地基水下爆破开挖质量检验评定表单位工程分部工程部位数量JTJ 221-98 表5.1.4年月日非岩石地基陆上基槽开挖质量检验评定表单位工程分部工程部位数量JTJ 221-98 表5.2.4年月日岩石地基陆上爆破开挖基槽质量检验评定表单位工程分部工程部位数量JTJ 221-98 表5.2.5年月日岸坡开挖质量检验评定表单位工程分部工程部位数量JTJ 221-98 表5.3.41000年月日水下基床抛石质量检验评定表单位工程分部工程部位数量JTJ 221-98 表6.1.3年月日水下抛石基床重锤夯实质量检验评定表单位工程分部工程部位数量JTJ 221-98 表6.2年月日水下基床整平质量检验评定表JTJ 221-98 表6.3.3单位工程分部工程部位数量50 30100丁坝2 整平边线+500允许偏差项目共检测点,其中合格点,合格率%自评等级施工技术负责人:核定等级专职质量员:监理工程师:注:①滑道基床顶面极细平的允许偏差应按设计要求施工,年月日当设计无要求时按(+0mm,-20mm)控制;②如用3条及3条以上轨道整平时,每个断面的单元测点数为(n-1)2,其中n为轨道条数。
水下抛石基床爆炸法夯实质量检验评定表JTJ 221-98 表6.4单位工程分部工程部位数量年月日砂垫层和基础换砂质量检验评定表单位工程分部工程部位数量JTJ 221-98 表7.1.5300h/10注:①h 为砂垫层厚度;年 月 日 ②排水砂垫层只检查厚度。
(完整版)钢筋机械连接接头检验报告汇总表(2)
GD2301051口口工程名称:###
施工单位:深圳###工程股份有限公司制表:
监理单位:深圳市###建设监理有限公司监理工程师:
GD2301051口口工程名称:###
施工单位:深圳###工程股份有限公司制表:
监理单位:深圳市###建设监理有限公司监理工程师:
GD2301051口口工程名称:###
施工单位:深圳###工程股份有限公司制表:
监理单位:深圳市###建设监理有限公司监理工程师:
GD2301051口口工程名称:###
施工单位:深圳###工程股份有限公司制表:
监理单位:深圳市###建设监理有限公司监理工程师:
GD2301051口口工程名称:###
施工单位:深圳###工程股份有限公司制表:
监理单位:深圳市###建设监理有限公司监理工程师:
GD2301051口口工程名称:###
施工单位:深圳###工程股份有限公司制表:
监理单位:深圳市###建设监理有限公司监理工程师:
GD2301051口口工程名称:###
施工单位:深圳###工程股份有限公司制表:
监理单位:深圳市###建设监理有限公司监理工程师:
钢筋机械连接接头检验报告汇总表
GD2301051口口
施工单位:深圳###工程股份有限公司制表:
监理单位:深圳市###建设监理有限公司监理工程师:
钢筋机械连接接头检验报告汇总表
GD2301051口口
施工单位:深圳###工程股份有限公司制表:
监理单位:深圳市###建设监理有限公司监理工程师:。
钢筋力学性能、工艺性能、重量偏差检验报告
0 委托单位: 工程名称: 工程部位: 检评依据: 见证单位: 见证人员: 送验日期: 样品编号 样品名称 样 牌号 生产单位 品 炉号(批号) 公称直径(mm) 批量(t) 屈服 强度 (MPa) 抗拉 拉 强度 (MPa) 断后 伸 伸长率 (%) 最大力 试 总伸长 率 (%) 验 强屈比 技术要求 检验结果 技术要求 检验结果 技术要求 检验结果 技术要求 检验结果 技术要求 检验结果 技术要求 检验结果 ≤1.3 ≥1.25 年 月 日 检验日期: 年 月 日 检验类别: 监督登记号: 报告日期: 年 月 日 钢筋力学性能、工艺性能、重量偏差检验报告 报告编号: 检验单位: 1 (检测报告专用章)
超屈比
弯曲压头直径(mm) 弯 曲 检 验 重 量 偏 差 结 弯曲角度(°) 技术要求 检验结果 技术要求(%) 检验结果(%) 论 委托本检验报告涂改、换页无效。未经本单位书面批准,不得部分复制本检验报告。(完全复制除外) 2、对本报告如有异议,应在收到报告15日内以书面形式向本单位提出,过期不予受理。 检验单位地址: 批准: 审 核: 电 话: 主 检: