新产品 样品首件确认记录
首件确认记录表
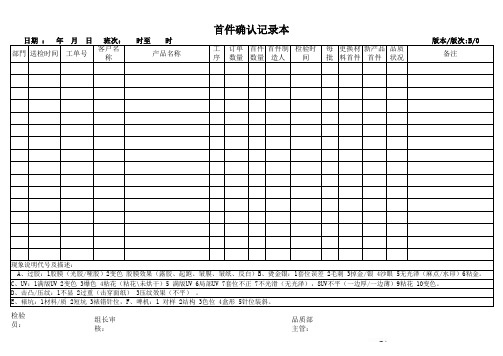
检验
员: 组长审
核: 品质部主管:
更换材料首件新产品首件品质状况
备注E、裱坑:1材料/质 2短坑 3裱错针位,F、啤机:1 对样 2结构 3色位 4盒形 5针位装斜。
部門送检时间工单号客户名称产品名称工序订单数量首件确认记录本
日期 : 年 月 日 班次: 时至 时 版本/版次:B/0
现象说明代号及描述:
A、过胶:1胶膜(光胶/哑胶)2变色 胶膜效果(露胶、起跑、皱膜、皱纸、反白)
B、烫金银:1套位误差 2毛刺 3掉金/银 4沙眼 5无光泽(麻点/水印)6粘金。
C、UV:1满版UV 2变色 3爆色 4粘花(粘花\未烘干)5 满版UV 6局部UV 7套位不正 7不光滑(无光泽),8UV不平(一边厚/一边薄)9粘花 10变色。
D、击凸/压纹:1不显 2过重(击穿面纸) 3压纹效果(不平) 。
首件数量首件制造人检验时间每批
深圳市敏俊捷印刷有限公司。
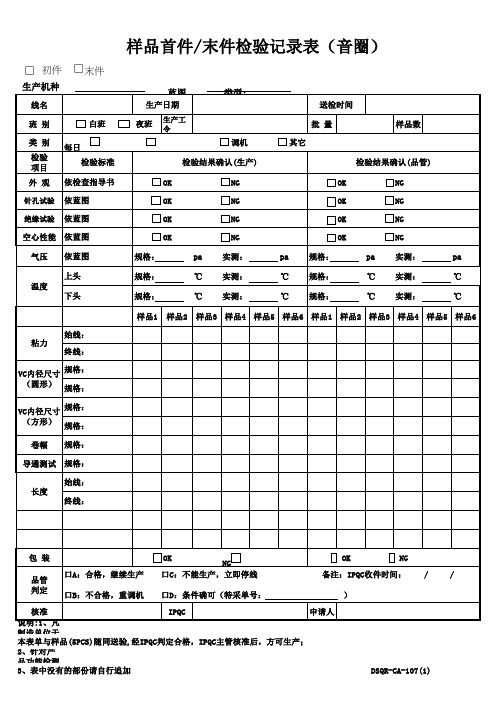
样品首末件检验记录表
蓝图
类型:
线名班 别生产工令
批 量
样品数
类 别 每日
调机
其它
检验项目外 观
OK NG OK NG 针孔试验OK NG OK NG 绝缘试验
OK NG OK NG 空心性能OK
NG OK
NG 气压
规格: pa
实测:pa
规格: pa
实测:pa
规格: ℃实测:℃规格: ℃实测:℃规格: ℃
实测:
℃
规格:
℃
实测:
℃
样品1
样品2
样品3样品4样品5样品6样品1样品2样品3样品4样品5样品6
卷幅
导通测试包 装OK
NG
OK NG
品管判定
核准IPQC 申请人说明:1、凡制造单位于
2、针对产品功能检测
3、表中没有的部份请自行追加 DSQR-CA-107(1)
温度
粘力
VC内径尺寸(圆形)VC内径尺寸(方形)
长度
口A:合格,继续生产 口C:不能生产,立即停线 备注:IPQC收件时间: / /
口B:不合格,重调机 口D:条件确可(特采单号: )
本表单与样品(5PCS)随同送验,经IPQC判定合格,IPQC主管核准后,方可生产;始线:
终线:
规格:规格:规格:规格:
规格:
上头
下头
始线:
终线:
规格:依检查指导书依蓝图依蓝图
依蓝图依蓝图 白班 夜班检验标准检验结果确认(生产)
检验结果确认(品管) 样品首件/末件检验记录表(音圈)
生产机种
生产日期
送检时间初件
末件。
产品首件确认表--

品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
生产线清线情况确认 (有无与生产无关物品)
机器、设备、操作人员卫生 、着装等是否符合公司相关
规定
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综合判来自定检查结果检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
物料使用情况 是否与标准品一致
料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码信息错误
致
喷
码 喷码位置错误
致
喷码歪斜
致
拉 手
产品工序首样(试装)确认单

试装员/日期:
技术确认/日期:
马达:①绕线(线径、圈数、阻值)②线匝接线(接线正确)③刻字(刻字正确)④转子入轴(位置、跳动)⑤车转子(尺寸)⑥粘磁钢(磁性正确)⑦总装(三更新对插正确,后盖角度正确)
气泡机:①进出水管装配(水管尺寸正确、压到位、水管不能内翻)②快插接头装配(零部件使用正确)③花洒装配(零部件使用正确)④进出花洒管装配(水管压配到位)⑤水泵检测(参数正确)⑥水罐检测(参数正确)⑦裸机装配(确认零件功能)⑧整机包装(附件齐全、正确,标识正确)
产品/工序首样(试装)确认单
(文件编号:)
产品型号
产品图号
产品名称
订单号
数量
类型
□产品首样□工序首样 □PCB首样
序号
检验处理结果
验证
备注
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
电工序首样目录:
电机:①绕线(线径、圈数、阻值)②线匝接线(接线正确)③安装热保护器(位置、高度)④安装霍尔(位置、脚有无断裂)⑤转子入轴(位置、跳动)⑥车转子(尺寸)⑦粘磁钢(极性正确)⑧压定子入壳(位置正确)⑨测功机测试(标贴位置粘贴正确)
首末件确认记录单
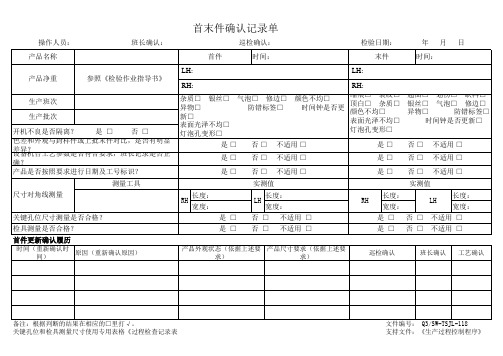
操作人员: 产品名称 LH: 产品净重 生产班次 生产批次 开机不良是否隔离? 是 □ 否 □ 参照《检验作业指导书》 RH: 缩痕□ 裂纹□ 翘曲□ 划伤□ 缺料□ 顶白□ 杂质□ 银丝□ 气泡□ 修边□ 颜色不均□ 异物□ 防错标签□ 时间钟是否更 新□ 表面光泽不均□ 灯泡孔变形□ 是□ 否 □ 不适用 □ 是□ 是□ 长度: 宽度: 是 □ 是 □ 否□ 否□ 实测值 RH LH 长度: 宽度: 不适用 □ 不适用 □ RH 长度: 宽度: 是 □ 是 □
色差和外观与封样件或上批末件对比,是否有明显 差异? 设备机台工艺参数是否符合要求,班长记录是否正 确? 产品是否按照要求进行日期及工号标识? 测量工具 尺寸对角线测量 关键孔位尺寸测量是否合格? 检具测量是否合格? 首件更新确认履历
时间(重新确认时间)原因(重新确认原因)
不适用 □ 不适用 □
否 □ 否 □
不适用 □ 不适用 □
工艺确认
产品外观状态(依据上述要求) 产品尺寸要求(依据上述要求)
ห้องสมุดไป่ตู้
班长确认
备注:根据判断的结果在相应的□里打√。 关键孔位和检具测量尺寸使用专用表格《过程检查记录表》。
文件编号: Q3/SW-TSJL-118 支持文件:《生产过程控制程序》
巡检确认
班长确认: 首件
巡检确认: 时间:
检验日期: 末件 LH: RH: 缩痕□ 裂纹□ 顶白□ 杂质□ 颜色不均□ 表面光泽不均□ 灯泡孔变形□ 是□ 是□ 是□
年 时间:
月
日
翘曲□ 划伤□ 缺料□ 银丝□ 气泡□ 修边□ 异物□ 防错标签□ 时间钟是否更新□ 否□ 否□ 否□ 实测值 LH 否 □ 否 □ 长度: 宽度: 不适用 □ 不适用 □ 不适用 □
产品首件检验记录
产品首件检验记录日期:YYYY年MM月DD日产品名称:XXX产品型号:XXX首件编号:XXX生产批次:XXX一、产品信息1.产品外观检查-外包装:XXX-产品外观:XXX-印刷标识:XXX-尺寸规格:XXX2.产品功能性检查-功能一:XXX是否正常工作-功能二:XXX是否正常工作-功能三:XXX是否正常工作二、检验方法1.外观检查-按照产品外观标准进行检查,包括颜色、形状、印刷标识等方面。
2.功能性检查-根据产品的设计要求和规格,通过相应的测试设备进行检验,确保产品的各项功能符合要求。
三、检验结果1.外观检查产品外观在颜色、形状、印刷标识等方面均符合产品外观标准要求。
2.功能性检查-功能一:经过测试,功能一正常工作,符合设计要求。
-功能二:经过测试,功能二正常工作,符合设计要求。
-功能三:经过测试,功能三正常工作,符合设计要求。
四、检验结论经过首件检验,本产品外观和功能均符合设计要求和产品标准。
首件合格,可以进行正常生产。
五、检验人员检验员:XXX审核人:XXX六、备注1.首件检验是对新产品的第一次大规模生产,检验合格后方可进行后续生产。
首件检验的合格标准为产品外观和功能均符合设计要求和产品标准。
2.检验过程中需注意操作规范,确保检验结果的准确性和可靠性。
3.如发现不合格项,应对产品进行调整或修复,并重新进行首件检验,直至符合标准要求为止。
以上是产品首件检验记录,详细记录了产品的外观检查和功能性检查结果,以及检验结论和相关人员信息。
首件检验是确保产品质量的重要环节,通过严格的检验程序和标准,确保产品的外观和功能符合要求。
首件样品确认表(DIP)
核对元件位置/方向
ECN/DCN NO.
客户特别要求
备注
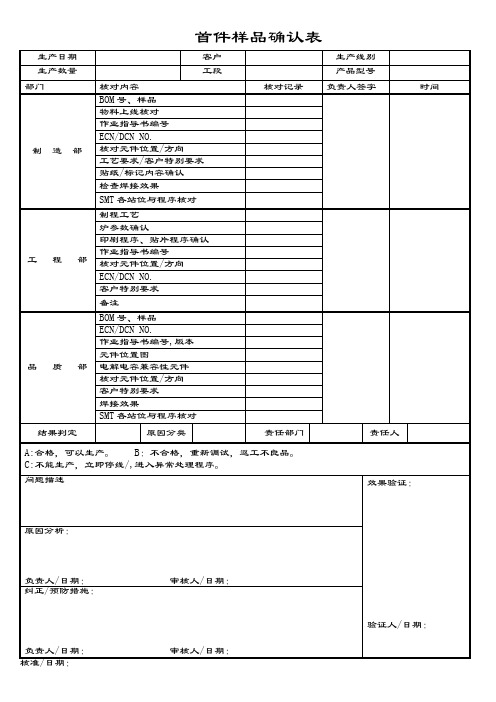
品 质 部
BOM号、样品
ECN/DCN NO.Leabharlann 作业指导书编号,版本元件位置图
电解电容兼容性元件
核对元件位置/方向
客户特别要求
焊接效果
SMT各站位与程序核对
结果判定
原因分类
责任部门
责任人
A:合格,可以生产。 B:不合格,重新调试,返工不良品。
首件样品确认表
生产日期
客户
生产线别
生产数量
工段
产品型号
部门
核对内容
核对记录
负责人签字
时间
制 造 部
BOM号、样品
物料上线核对
作业指导书编号
ECN/DCN NO.
核对元件位置/方向
工艺要求/客户特别要求
贴纸/标记内容确认
检查焊接效果
SMT各站位与程序核对
工 程 部
制程工艺
炉参数确认
印刷程序、贴片程序确认
C:不能生产,立即停线/,进入异常处理程序。
问题描述
效果验证:
验证人/日期:
原因分析:
负责人/日期: 审核人/日期:
纠正/预防措施:
负责人/日期: 审核人/日期:
核准/日期:
首件检验记录

NO.: SS-4-ZJ-05
产品名称
首件 信息 □开机首检
□生产参数变更
产品图号
□修模首件 □转产首件 □材料变更 □其他:
项目
检验标准
1
2
工序
生产日期
□工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其
它
检验时间
时 分
实测值
3
4
5
判定
备注
检查 记录 尺寸
外观 □少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣
首件检验记录表
部门名称:
质检科
NO.: SS-4-ZJ-05
产品名称
首件 信息 □开机首检
□生产参数变更
产品图号
□修模首件 □转产首件 □材料变更 □其他:
项目
检验标准
1
2
工序
生产日期ห้องสมุดไป่ตู้
□工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其
它
检验时间
时 分
实测值
3
4
5
判定
备注
检查 记录 尺寸
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”。
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
注意事 1、所有项目均需连续检查最少5件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总经理:□同意□不同意
判定结果
□合格
审核
□可以批量生产□改进后再送样
□不合格
□改进后可批量生产,无需送样□另选供应商
签名/日期:
签名/日期:
会签
开发部
物流部
质检部
采购部
总经理
注:样件确认表的原件保存在公司,保存期为该样件停产后再加一个日历年。
新产品/样品首件确认记录
供应商:采购员:日期:
物料信息
装机信息
序号
物料代码
物料名称
数量
采购订单号
机器类别
机型机Biblioteka 编号备注12
试样信息
原因
□新零件□返工件□新厂商□其他(注明原因)。
送样次数
第次
零件属性
□标准件;□加工件
资料提供
□检验报告□材质证明□质保协议□其他(如检测工装):。
质
检
部
检测方式方法
□统一□未统一□存在疑义
检测工装
□不需要提供□需要提供(□已提供□未提供原因是:)
主要检测项
注意要点
结论
操作人
审核人
□合格□不合格□待确认
□合格□不合格□待确认
□合格□不合格□待确认
□合格□不合格□待确认
□合格□不合格□待确认
□合格□不合格□待确认
其他部分
工艺要求
试装及其他
包装要求
是否封样
□是□否
封样数量
特批处理
开发:□同意□不同意