新产品样品质量确认检查表
轴承业质量标准检查表样本

1)用于生产滚动零件轴承钢材(例如坯料\用于钢管、棒料、线材等)应当总是在轴承业使用前或轴承业直接供应商使用前,得到轴承业承认、,此类钢材承认普通规定提交样品和三个性冶金性质评估。
PPAP报告
2)半成品和零件承认
PPAP报告
供方将应当合用如下程序中一种来自轴承业零件承认书:
PPAP报告
轴承业零件供应商应当严格遵守国际原则“生产件承认程序”PPAP有效版本,第一节,由AIAG发布,除非在PPAP批示中有明确,否则供应商应当履行如下规定最小限度:
合伙记录
当满足了所规定原则后,轴承业将会签发轴承业质量体系证明。
证明书
轴承业质量系统证明重要签发给特定供方产品生产地点、产品工艺和产品系列,该证明无限期有效,除非轴承业另有规定。
证明书
先期产品质量策划(APQP)
先期产品质量策划(APQP)
关于技术文献折合同:
轴承业以图纸、有重要影响参数清单、核心和重要特性,材料原则和贯例,馐和交付条件,和其她产品规格方式提供技术文献,并且将参照采购单或合同。
PPAP文献
供方应正式和轴承业拟定她们关于最后产品规格和日后变化合同。备有证明文献证据应保存,轴承业可以获得该项证据
PPAP文献
零缺陷方案:
零缺陷方案
供方应使用有条理质量管理办法,以零缺陷为目的,零缺陷作为产品从APQP开始时接受原则。供方应尽早也监测和记录下缺陷,从而开发一种有效零缺陷方案,实现从开始生产时达到零缺陷目的,或在与轴承业议定期间内达到零缺陷。
供方控制筹划”
先期产品质量策划(APQP)
供方控制筹划方案信息中应当涉及如下要素作为最低限度L
供方控制筹划”
轴承业零件编号,最新版本级别联系,
CRCC产品认证质量保证体系检查表

供应商质量审核检查表

Chec供给商名称 /supplier name产品型号/part no.1、平面部署图和过程流程图/Plant Layout and Process Flow Diagram NO.文件要求/document questions可否有最新版平面部署图?is there a dated copy of the current floor plan readily available?平面部署图上可否有全部装置、生产和检测岗位、原资料、半成品、成品的地域划分?does the floor plan identify the following :all required assembly, process and inspection stations? locations for all raw material, work in process(WIP) and finished product?流程图是否是最新版本的并注明有日期?are process flowcharts dated and current?操作要求/implementation/process questions 生产过程中,资料和产品流动可否与过程流程图一致?does the actual material and production flow follow the process flowchart?2、设计和过程 FMEA/design and process FMEA审察日期 /audit date议论记录 /comments evaluateNO.文件要求/document questions议论记录 /comments DFMEA 〔含有设计职责〕/DFMEA(if supplier is design responsible)2.1 DFMEA 的部件编号、校正版本、原始日期和判定日期可否正确?evaluateChec供给商名称 /supplier name产品型号/part no.审察日期/audit date does the DFMEA have the correct Part#, Revision Level, Orig. Date and Rev. Date?2.2 DFMEA 可否包括了顾客的全部性能要求、外观标准、特别特点和安全要求?does the DFMEA include all functional specifications, appearance specifications, SCsand Safety Requirements as defined by customer drawings?可否对每个无效模式的RPN都进行了计算,并对RPN值高的采用了建议措施?are there RPN calculations for each failure mode and recommended actions for high RPNs ?PFMEAPFMEA 可否按图纸的规定包括了全部顾客和内部要求的特别特点和安全要求?does the PFMEA include all customer and interal Scs and Safety Requirements as defined bycustomer drawings and interal requirements?可否对每个无效模式的RPN都进行了计算,并对RPN值高的采用了建议措施?are there RPN calculations for each failure mode and recommended actions for high RPNs ?PFMEA 可否与流程图一致?Does the PFMEA follow the process flow?3、控制方案 /Control PlanNO.文件要求 /document questions议论记录 /comments evaluate控制方案可否有正确的产品编号、校正号、原始日期和校正日期?Does the Control Plan have the correct Part #, Revision Level, Orig. Date and Rev. Date?Chec供给商名称 /supplier name产品型号/part no.审察日期 /audit date 控制方案是不可否与流程图一致?Does the control plan follow the process flowchart?控制方案内可否包括了:进料检验、过程检验和控制、出厂检验以及返工/返修要求?Does the Control Plan include the following: Incoming Inspection, In-process Inspection& Controls, Final inspection and rework/repair Requirements?控制方案可否按顾客图纸的要求包括了全部顾客的特别特点和产品安全要求?Does the Control Plan include all the customer SCs and Safety Requirements as definedby customer drawings?3.5 PFMEA 中视其余潜藏无效模式可否经过控制方案进行获取控制?Are appropriate potential failure modes, as identified in the PFMEA, addressed throughthe control plan?控制方案中可否包括了检验和试验的要求?〔包括数量、频次、以及标准要求〕Does Control Plan include both gage and test requirements?(including quantity, frequency, and required specifications?)操作要求 /implementation/process questions全部控制方案中要求的控制〔包括SPC〕可否在生产过程中获取推行?Are all controls (including SPC), identified on the Control Plan, being used in theproduction process?全部控制可否获取按期考据以保证到达预期的结果?Chec供给商名称 /supplier name产品型号/part no.审察日期/audit date Are all controls verified on a periodic basis to ensure desired results?4、检验和试验 /Inspection and TestingNO.文件要求 /document questions议论记录 /comments evaluate接受准那么不是零弊端的计数数据,供方可否将接受准那么形成文件并由顾客赞同?for attribute data with acceptance criteria other than zero defects, does the supplier document acceptance criteria and have customer approval?可否只有被检查和考据过的产品才能够被投入生产?how does the supplier assure that incoming product has been inspected or otherwise verified to meet requirements, prior to release for production?没有考据而用于生产的的原资料可否被明确表记并作好记录?is positive identification provided and recorded for material used in production but not verified?检验指导书中可否包括抽样方案、检验频次以及检测内容和标准要求〔包括进料、过程、最后〕does the inspection instructions include samling quantity, frequency, inspection itemsand required specifications(incoming\process\out-going).来料接受方案必定包括以下一种或多种方法:1、进行统计数据接收与议论;2、进货检验和/或试验〔依照性能的抽样〕;3、当有可接收质量性能的记录时,由第二方或第三方评审或审察。
体外诊断试剂新产品注册自检(内审)检查表
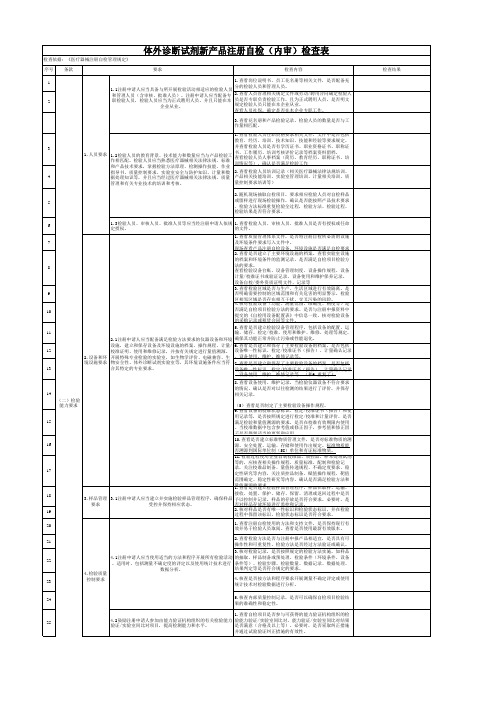
验证/实验室间比对项目,提高检测能力和水平。
是否满意(合格及以上等)。必要时,是否采取纠正措施
并通过试验验证纠正措施的有效性。
检查结果
1.查看质量管理体系文件是否涵盖注册自检记录管理的相
26
关规定,是否包括注册自检记录的标识、保管、检索、保 存期限和处置要求等。记录的保存期限应符合相关法规要
求。
2.查看与产品注册自检有关的质量记录和技术记录(如检验
数据分析。
结果判定等是否符合规定的要求。
4.检验质量
23
控制要求
4.核查是否按方法和程序要求开展测量不确定评定或使用 统计技术对检验数据进行分析。
24
5.核查内部质量控制记录,是否可以确保自检项目检验结 果的准确性和稳定性。
1.查看自检项目是否参与可获得的能力验证机构组织的检
25
4.2鼓励注册申请人参加由能力验证机构组织的有关检验能力 验能力验证/实验室间比对,能力验证/实验室间比对结果
45
他产品的安全性和有效性。
2.查看检验报告,与注册申报产品型号一致
检查依据:《医疗器械注册质量管理体系核查指南》(修订征求意见稿)
46
质量管理体 系原则
47 机构与人员
48
厂房、设施 和设备
49
50
51 质量控制
52 53
54 产品真实性
55
*4.1.3 *4.2.4 *4.3.3 *4.3.4 *4.8.2
18
接收、处置、保护、储存、保留、清理或返回过程中是否 3.样品管理 3.1注册申请人应当建立并实施检验样品管理程序,确保样品 予以控制并记录。样品的存放是否符合要求。必要时,是
要求 19
受控并保持相应状态。
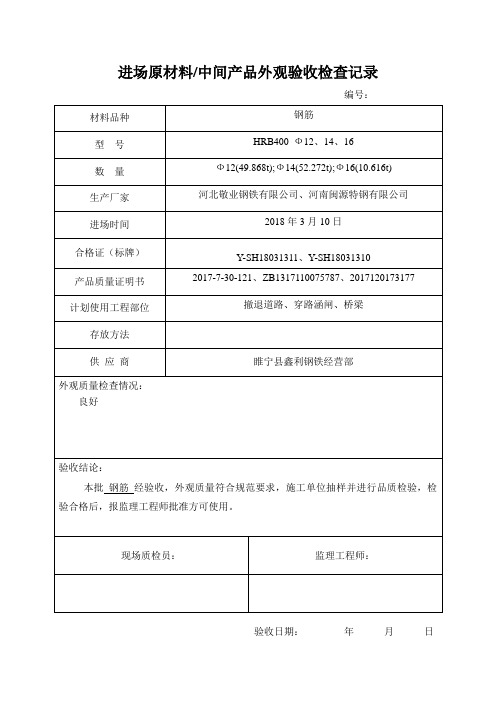
进场原材料、中间产品外观验收检查表
现场质检员:
监理工程师:
验收日期:年月日
进场原材料/中间产品外观验收检查记录
编号:
材料品种
水泥
型号
/
数量
200t
生产厂家
宿迁
进场时间
2018年3月10日
合格证(标牌)
产品质量证明书
计划使用工程部位
编号:
材料品种
砂浆垫块
型号
0.3*0.4*0.5m
数量
/
生产厂家
康龙水泥制品
进场时间
2018年10月30日
合格证(标牌)
NJS208
产品质量证明书
计划使用工程部位
穿路涵洞、桥梁
存放方法
供应商
外观质量检查情况:
良好
验收结论:
本批砂浆垫块经验收,外观质量符合规范要求,施工单位抽样并进行品质检验,检验合格后,报监理工程师批准方可使用。
2018年4月26日
合格证(标牌)
产品质量证明书
计划使用工程部位
支67路碎石垫层
存放方法
供应商
外观质量检查情况:
良好
验收结论:
本批石子经验收,外观质量符合规范要求,施工单位抽样并进行品质检验,检验合格后,报监理工程师批准方可使用。
现场质检员:
监理工程师:
验收日期:年月日
进场原材料/中间产品外观验收检查记录
现场质检员:
监理工程师:
验收日期:年月日
进场原材料/中间产品外观验收检查记录
编号:
材料品种
聚乙烯闭孔泡沫板
型号
1*2*0.02m
PCBA新产品DFM检查表(完整版)
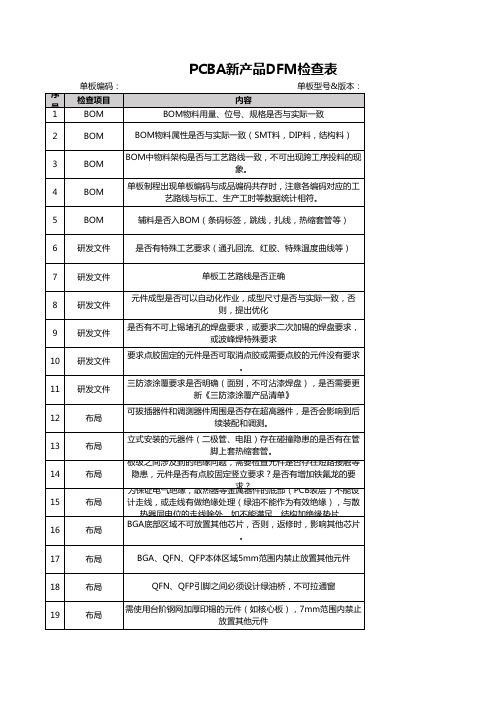
1.选用串口烧录的,记录烧录器、烧录线配件型号,并做好备件 管理; 86 单板烧录/测试 2.串口烧录,必须做可操作性、软件稳定性验证; 3.选用测试点烧录的,必须做烧录工装可操作性,工装稳定性验 证;
87 单板烧录/测试
工装定位柱直径与定位孔是否配合过紧
88 单板烧录/测试 工装压pin位置是否压到元件,禁止使用元件顶部作为压点
点胶位置能否取消,是否存在需点胶的元件没有要求点胶。
82 贴BARCODE 条码标签位置不可覆盖丝印,测试焊盘,后工序作业焊盘。
83 贴BARCODE
粘贴空间是否满足,否则,提出确认
84 贴BARCODE源自是否需要经过二次高温,标签能否承受,如有,提出评估
85 特殊标识
是否有特殊标记要求,如有,SOP重点说明
散热焊盘上有过孔,需提前确认是否存在漏锡、少锡、锡珠的隐
44 PCB过孔
患
SMT元件焊盘需确保热量对称,落在大铜皮上的焊盘,必须设计
45 PCB焊盘
为花焊盘,否则,存在假焊、立碑的隐患。
46 PCB焊盘
焊盘尺寸必须与元件匹配,重点确认QFP,QFN焊盘
一次过炉后,PCB变形量是否满足二次贴片,否则,评估优化设
拼版连接方式优先选择V-CUT槽连接,其次邮票孔或实心吊点, 33 PCB拼版 当V-CUT与邮票孔或实心吊点同时存在时,尽量统一连接方式为
邮票孔或实心吊点;
34
PCB拼版
回流焊后是否存在变形的异常,是否影响二次贴片、波峰焊、分 板等工序。
35
PCB工艺边
贴片元件距离轨道边≥5mm时,可不加工艺边,小于此要求时必 须加工艺边;
68
波峰焊
是否有插装不稳的元件,如有,需提前评估防倾斜工装
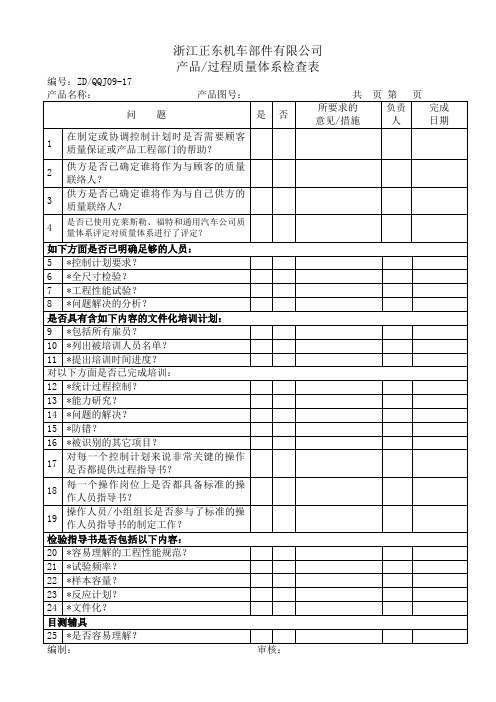
产品、过程质量体系检查表
对量具和试验装置是否提供证明和定期校准?
39
所要求的测量系统能力研究是否已完成?
40
所要求的测量系统能力研究是否可接受?
41
当提供所有零件初始和现行的全尺寸数据时,全尺寸检验的装置和设施是否充足?
是否有进货产品控制程序,以明确:
42
*被检验的特性?
43
*检验频率?
44
*样本容量?
45
*批准产品的指定位置?
浙江正东机车部件有限公司
产品/过程质量体系检查表
编号:ZD/QQJ09-17
产品名称: 产品图号: 共 页 第 页
问 题
是
否
所要求的
意见/措施
负责
人
完成
日期
1
在制定或协调控制计划时是否需要顾客质量保证或产品工程部门的帮助?
2
供方是否已确定谁将作为与顾客的质量联络人?
3
供方是否已确定谁将作为与自己供方的质量联络人?
46
*对不符产品的处理?
47
是否有识别、隔离和控制不符产品以防止装运出厂的程序?
48
是否具有返工、返修程序?
49
是否具有返工、返修材料再验证的程序?
50
是否具有合适的批次追溯系统?
51
是否计划并实施了对出厂产品的定期审核?
52
是否计划并实施了对质量体系的定期评审?
53
顾客是否已批准了包装规范?
编制: 审核:
12
*统计过程控制?
13
*能力研究?
14
*问题的解决?
15
*防错?
16
*被识别的其它项目?
17
对每一个控制计划来说非常关键的操作是否都提供过程指导书?
产品和过程确认管理程序(含表格)

产品和过程确认管理程序(IATF16949-2016)1 目的对新产品和新过程以及批产产品和批产生产线(过程)进行确认,证实产品和过程能够满足规定的使用要求或已知的预期用途的要求且稳定受控。
2 适用范围2.1 适用于公司及外协的产品和过程确认。
2.2 如下发生更改时,需进行重新确认:2.2.1 新品(油品);2.2.2 关键工艺参数更改(调合/灌装设备、调合温度、调合时间、溶胶温度、溶胶时间、调合加料顺序、过滤设置)2.2.3 油品设计更改(DFMEA更改、关键原材料更改-复合添加剂、增粘剂、基础油等级降低);2.2.4 生产产地变更;2.2.5 供应新品(包材、外购新品)。
3 职责3.1 技术研发中心负责组织产品和过程确认,并下达确认实施计划;负责向顾客提交PPAP申请批准资料。
3.2 生产部根据确认计划组织试生产;负责生产设备状态、工艺、人员资格等确认。
3.3 调度中心负责包材产品确认。
3.4 各部门负责按项目提出申请和开展工作。
4 引用文件4.1 《产品质量先期策划控制程序》5 术语和定义5.1 确认项目、申请部门、周期时间项目新品(油品)关键工艺参数更改设计更改(油品)生产场所变更供应新品确认时机批产前批产时批产时批产前批产前申请部门项目组长生产部技术研发中心生产部供应部组织部门技术研发中心技术研发中心技术研发中心技术研发中心技术研发中心6 工作流程产品和过程确认工作流程图、产品和过程确认工作流程说明职责岗位流程作业指导书、记录等项目组长、生产部、技术研发中心、供应部技术研发中心生产部6.16.26.3确认实施计划下达生产计划设计更改关键工艺参数更改生产场所变更新品(油品)供应新品提出确认申请制订、下达确认实施计划技术研发中心生产部调度中心供应部技术研发中心各职责部门技术研发中心6.46.56.66.7生产计划工艺文件状态确认报告工装状态确认报告工艺验证报告测量系统分析报告过程能力分析报告生产设备状态确认报告操作人员资质确认报告工作环境、定置管理确认报告全项目检验报告产品确认试验报告制造现场过程确认问题报告整改计划产品和过程确认报告工作环境、定置管理确认生产线设备状态操作人员资质确认产品确认整改计划确认报告现场过程确认工艺文件状态、工装状态确测量系统分析、过程能力分析技术研发中心6.8产品和过程确认工作流程说明序号流程块工作标准期量标准6.1 提出确认申请6.1.1如符合以下任何一个更改时,需进行重新确认,则由职责部门按上述5.1“确认项目、申请部门、周期时间”表格内容执行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品/零件编号 Product/Part munber: 产品/零件名称 Product/Part name: 样品状态 确认分类 确认项目 样件试作申请单 图纸 作业指导书 样件控制计划 外购物料 五金物料 注塑物料 装配物料 作业员是否培训 工装夹具 生产线排布 作业方法 产品外观 功能检测 首件检查 检验报告 原材料 外观 品质问题点 尺寸 功能参数 其它 生产车间 生产相关信 息 车间线长签名 PME/CME工程师 确认部门 最终结果 确认人 日期 备注: 1.对于判定不合格样品,如果客户偏差接受,必须有客户的书面(邮件)证明,产品才能放行; 2.此表作为新产品样品质量追溯依据,有关责任人签字生效。填写时请认真填写,不可涂改,此表原档最终由DQE保管 。 DQE □合格 □不合格 DPE □合格 □不合格 □合格 PM □不合格 生产线别/班次 车间主任签名 □手工样板 确认方法 现场查看 现场查看 现场查看 现场查看 现场查看 现场查看 现场查看 现场查看 作业员是否进过培训 设备工装是否正常 工位排布是否合理 作业员是否按照WI作业 是否符合图纸和CP要求 是否符合图纸和CP要求 《首检报告》 《样品检验报告》 客户名称 Customer: 送样数量 Quantity: □ 工装样品 □ PPAP样品 确认结果 □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO □YES □NO □N/A □YES □NO □N/A □YES □NO □N/A □YES □NO □N/A □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO □ YES □ NO 备注:Remark
文件准备
物料确认
检查项目