清洁度检验作业指导书
清洁度检测操作指导书(二)
清洁度检测操作指导书(二)引言概述:清洁度检测是确保产品符合卫生要求的重要步骤。
本文档将提供一个操作指导书,帮助人员在进行清洁度检测时的具体操作步骤。
本指导书可应用于各种行业,如食品加工、医疗设备生产等,并包含了关于采样、测试、评估和记录的详细信息。
正文内容:1. 采样a. 确定采样点:根据工艺流程和关键控制点,选择代表性的采样点。
b. 采样器具准备:选择合适的采样器具,并确保其干净且符合要求。
c. 采样方法:采用适当的方法进行采样,如刷取、冲洗、喷雾等。
d. 采样次数和容量:根据产品特性和要求,确定采样次数和每次采样的容量。
2. 测试a. 测试方法选择:选择适合的测试方法,如显微镜检查、平板计数法等。
b. 测试器具准备:根据测试方法要求,准备所需的测试器具,包括显微镜、培养基等。
c. 测试条件设置:根据产品特性和要求,确定合适的测试条件,如温度、湿度等。
d. 测试参数记录:记录测试过程中的关键参数,如测试时间、温度等。
3. 评估a. 数据分析:对采样和测试结果进行数据分析,确定是否符合卫生要求。
b. 数据比对:将得到的数据与卫生标准或指导条款进行比对,判断是否合格。
c. 异常处理:如发现不合格项,立即采取相应措施,如重新清洁、更换设备等。
d. 效果评估:记录清洁度检测效果并进行评估,以便优化清洁度检测流程。
4. 记录a. 采样记录:详细记录每次采样的时间、采样点、采样方法等信息。
b. 测试记录:记录每次测试的时间、测试方法、测试器具等信息。
c. 评估记录:记录对采样和测试结果的评估以及处理异常的措施。
d. 应急记录:记录任何突发情况以及相应的应急措施和结果。
5. 维护与改进a. 设备维护:定期维护清洁度检测相关的设备,确保其正常操作和准确性。
b. 人员培训:定期进行清洁度检测培训,提高人员操作技能和知识水平。
c. 流程改进:根据实际操作情况,定期评估清洁度检测流程,并进行优化改进。
d. 总结与反馈:定期总结清洁度检测的经验教训,并将反馈意见用于改进工作。
VCU项目清洁度清洗试验作业指导书

编号版本页数编制/design: 审核/Checked By : 批准/Approved By : 日期/Date :VCU 项目清洁度测试作业指导书QP-SP09.01-001.01C.01/1XXXX 有 限 公 司一、目的:规范VCU 项目清洁度检测过程。
二、检测环境要求:温度:22±5℃;湿度:<80%。
三、选定清洗方式及参数:喷头直径2.5mm 、气压0.2~0.4Mpa 、清洗时间4分钟; 滤膜规格:5微米; 清洗液:去离子水。
四、判定标准Metallic particles:Not Specified smaller than 150um ;150um < X < 200um and quantities less than 35 pcs ; 201um <X < 400um and quantities less than 25 pcs ; No allowed particle bigger than 400um 五、操作步骤:质量文件06、取出滤膜05、过滤03、空白值测试02、设备自清洗01、取样1、试样员佩戴一次性手套取样,取样后需立即用自封袋密封。
2、对所有用于清洗/取样/检测/分析试验的镊子、容器、漏斗、洗瓶、烧杯等逐一进行清洗。
3、放置滤膜,按清洗规程进行空白清洗,空白值≤10%允许的颗粒数量,测试合格,可进行零件的正常测试。
测试不合格重复步骤2。
04、零件清洗4、将样品放入洁净的容器内,将喷枪对准样品各部位、孔穴反复冲洗。
在冲洗时,应防止将带有杂质的清洗液飞溅到容器外面,必须将全部带有杂质的清洗液收集在一起以备过滤。
5、放置新的滤膜,将全部带有杂质的清洗液缓缓倒入过滤装置的漏斗中,要保证所有容器和清洁度实验工具上的杂质全部清洗干净并附着在滤膜上。
6、用镊子小心的取出滤膜放到玻璃培养皿中,并用盖子盖住。
07、烘干滤膜7、将玻璃培养皿放置到高温箱中,进行烘干,温度为90度,时间是30分钟。
YYWY-HJ01-04清洁作业操作及检查标准作业指导书
地毯
无污渍、水迹、无尘迹
指示牌、悬挂牌
无尘迹、无污渍、无手印、保持光洁明亮
花盆、花槽
无污渍、无积水、整洁无杂物
果皮箱、垃圾桶
楼 天花吊顶
层 公 共 区 域 部
不锈钢 送排风口 地毯 门把 镜子
分 饰柱
地面
无污渍、无痰渍、无尘迹 无污渍、无灰尘、无蜘蛛网 无尘迹、无污渍、无手印、保持光洁明亮 无污渍、无灰尘、无蜘蛛网 无水渍、无污渍、无尘迹 无水渍、无污渍、无印迹 无水渍、无印迹、明亮照人 无灰尘、无污渍、无痰渍 无灰尘、无污渍、无痰渍、无杂物
室外设施
无污渍、无明显灰尘、无不良张贴物
目视
绿化带
无杂物、无枯枝叶
目视
草光坪灯灯、红外对射、泛无污渍、无水迹、无明显灰尘
目视、手模
露 天 部 分
栏杆
无污迹、无水迹、无明显灰尘
指示牌
无污渍、无灰尘、无印迹
花坛墙 外墙面
面
及
两
米
以
下 无污渍、无明显灰尘
垃圾房
无积水、无污渍、垃圾清运及时、物品摆放整齐
目视、手模 目视、手模
清洁作业操作及检查 标准作业指导书
编号 版本 页码 生效期
YYWY-HJ01-04 A/0
第 4 页共 4 页 年月日
无明显漂浮物
目视
无白色垃圾,无显示杂物
目视
垃箱圾内存过量夜不超过上缘,每日清理二次,垃圾不在筒目视
工产具日摆清放,定整期齐清有洗序消,垃毒圾,存无量明不显超积过水三,分无之蚊二蝇且飞日舞 目视
清洁作业操作及检查 标准作业指导书
编制: 审核: 批准:
日期: 日期: 日期:
年月日 年月日 年月日
清 洁 度 实 验 作 业 指 导 书

清洁度实验作业指导书
1.彻底清洗所有在实验中能用到的设备。
工作台面也要干净。
⒉按照以下3-9步空作一遍实验,结果应该满足客户要求。
⒊用将所有要用的滤膜在80±2℃于烘干炉中烘烤至少15分钟至烘干。
⒋取一个5um的滤膜称重并记录结果W1,结果精确到0.1毫克。
⒌将待测工件放在液体收集盘中,彻底冲洗工件表面,能用镊子松动的碎屑应取下来放入盘子液体中。
⒍打开真空泵。
让收集到的液体通过已经预称重的5um的滤膜进行过滤。
⒎小心的取下过滤膜放入烘干炉中烘干,温度在80±2℃,烘干时间至少15分钟。
⒏重新秤量滤膜的重量并记录结果W2,精确到0.1毫克。
⒐计算滤膜中污染物的含量,采用公式C=(W2—W1)/A 进行计算。
式中: C-污染物含量,单位㎎/ m2;A-被清洗零件的总面积,单位m2。
根据C值用在作业指导书中查出清洁度的级别。
⒑评估超出上限尺寸粒子的数量和类型(金属的、塑料的、硅石类的)。
量出最大粒子的长宽。
注释:被检测零件的表面积应以m2为单位;如果零件太小表面积不足0.1 m2,应在冲洗时多放入几个使总面积达到0.1 m2;如果零件表面温度过高,应将零件冷却至室温进行测试;带磁性的零件在进行清洁度测试前应退磁。
清洁度检验作业指导书

零件清洁度检验1 检验目的:1.1 为了明确生产线零件清洁度要求,便于加工车间及外协厂家对零件清洗效果的有效控制。
1.2 此操作指导书规定了用于确定缸盖罩及油底壳总成其零部件清洁度的检查、评定及操作方法。
2 检验范围:2.1 适用于一般用途的发动机缸盖罩及油底壳总成及零部件清洁度的检查和评定。
2.2 检测部位主要是缸盖罩及油底壳总成总成及零部件的内表面及螺栓孔内表面。
3 检验环境:3.1 检测室内要干燥、通风,室温保持20±5℃。
3.2 检测室要有良好的防尘设施,清洗间要有严格的防火措施。
4 检验方式:检查员抽检。
5 检验人员:技术质量部计量、检验室检查员。
6 检验频次:每周抽检1次,每次2件,分别在2个包装箱内各抽一件。
7 作业准备:7.1 仪器设备:烘干炉、干燥瓶、滤膜过滤装置、天平、托盘、放大镜(50倍);7.2 检验工具:喷壶、120#汽油、毛刷、孔径为5um的微孔滤膜;7.3 检验工具:无齿镊子、清洁放膜干燥皿。
8 检验方法:8.1 将零件放置于托盘上方或托盘内,喷壶用120#汽油冲刷零件清洗部位,同时用毛刷轻刷冲洗部位,将冲刷下来的物质全部倒入烧杯中,冲洗不掉的残留物(如渣皮、压铸毛坯瘤等)不准敲打或硬性剔除,此部分残留物也不做考核使用,各种器具清洗时,应防止将带有杂质的清洗液飞溅到容器外;8.2 用无齿镊子夹取滤膜一片,用天平称下滤膜质量,质量记为:G1,精确至0.1mg;8.3 将滤膜放于过滤装置上,将收集后的所有容器中的溶液轻轻倒入装有微孔滤膜的漏斗进行过滤,过滤完成后用120#汽油沿着漏斗壁清洗漏斗里的残余杂质,采集所有杂质;8.4 待所有滤液过滤干净后,将含有所有杂质的滤膜拿下放入清洁放膜干燥皿中置于烘干炉中干燥;8.5 将烘干炉中的烘干温度控制在90°±5℃之间。
烘干至少3小时后,将滤纸取出,放入干燥瓶内干燥30分装后,将滤膜放入天平称重,质量记为:G2精确至0.1mg;8.6 杂质质量即为:G总=G2-G1;8.7 最大颗粒尺寸:过滤后的杂质放在载物片上,同时将标本样(0.8mm)也放在载物片上,进行观察,在放大镜中读取到最大颗粒尺寸。
清洁度检测作业指导书

清洁度检测作业指导书文件编号:YJZGS10-02-57 版本:A 页码:第 1页共 2页1 目的和适用范围1.1 目的员工能正确熟练地对产品清洁度进行检测。
1.2 适用范围产品清洁度检测。
2 操作规程2.1清洁度检测样品送检单须标识样品编号、样品型号、名称、生产单位、样品的来源及样品所属的产品批次号,如缺少上述标识,检测人员可拒绝接收。
2.2检测人员在进行检测前先穿戴好防尘专用的衣服、手套、鞋子等,才准许进入清洁度实验室。
2.3清洁度检测前首先将压力罐(Option01)加注压缩空气,直到罐中压力为附表中压力值(Option02)。
2.4将所要用的滤膜在烘箱中以附表中温度(Option03)烘烤附表中时间(Option04)后,逐片称其重量做好标识和记录。
2.5对所有用于清洗/取样/检测/分析试验的摄子、刷子、容器、漏斗、洗瓶以及手套等逐一进行清洗擦试洁净,清洗用附表中指定规格滤纸(Option07)过滤后的清洗液,清洗使用后的清洗液收集回收于专用瓶内。
2.6将样品放入洁净的不锈钢盆内,压力罐喷枪内用附表中规定的滤膜(Option08),规定的清洗液(Option09),将喷抢对准样品内腔各部位、孔穴反复冲洗。
对各部位的冲洗不得少于两遍,对冲洗不掉的残留物不准敲打或硬性剔除。
在冲洗时,应防止将带有杂质的清洗液飞溅到不锈钢盆(容器)外面,必须将全部带有杂质的清洗液收集在一起以备过滤。
(用清洗瓶(Option01) (以上用的是压力罐)清洗的方法同上)2.7首先在过滤装置放入附表中的第一次过滤滤膜(Option10),启动真空泵,将全部带有杂质的清洁液缓缓倒入滤膜过滤装置的漏斗中,以附表中规定的真空度(Option12)抽滤全部清洗液,采集所有杂质A。
(如果需要)然后换上附表中的第二次过滤滤膜(Option11),并用相同的方法过滤并采集杂质B。
要保证所有容器和清洁度实验工具上的杂质全部清洗干净并附着在滤膜上。
无尘室环境清洁度检测作业指导书
编号:QP-SP09.01-008
版本/版次:C.1
体系文件
无尘室环境清洁度检测作业指导书
生效日期:2020.08.28
文件更改履历
版本/版次
发布日期
创建/更改说明
编制人/更改人
C.0
2018.06.26
首次发放。
王秋华
C.1
2020.08.28
增加空白值测试和衰减趋势测要求。
王秋华
4.3衰减趋势测试原则:
当测试人员变更时;
原则上每二个月测试一次。
4.4 清洁度等级不足时应及时停机整改,合格后才能继续清洗生产。
4.5 无尘室严禁无关人员进入。
5 记录
试验报告
文件评审与确认
评审部门
评审人会签
评审意见
日期
编制/日期: 审核/日期: 批准/日期:
XXXX有限公司编号:QP-SP09 Nhomakorabea01-008
版本/版次:C.1
体系文件
无尘室环境清洁度检测作业指导书
生效日期:2020.08.28
1.适用范围
清洗、检验、包装产品,确保无尘室环境清洁度在要求范围内,不会对产品造成二次污染。
2. 术语
无
3.规范性引用文件
清洁度清洗试验作业指导书
4.流程
4.1 无尘室清洁度标定:
使用定量的烧杯;
烧杯放在无尘室特定区域内;
进行24小时的颗粒静置收集;
用清洁度仪器对烧杯进行清洁度等级测量;
清洁度等级应符合客户标准。
4.2 空白值测试原则:
当测试人员变更时;
生产现场提交“5M1E”变更单时
原则上每月测试一次。
清洁度检测作业指导书
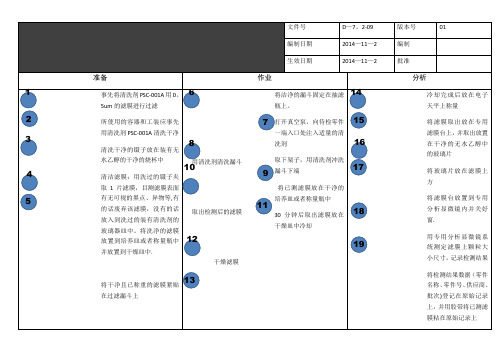
D—7。2-09
版本号
01
编制日期
2014—11—2编制Fra bibliotek生效日期
2014—11—2
批准
准备
作业
分析
事先将清洗剂PSC-001A用0。5um的滤膜进行过滤
所使用的容器和工装应事先用清洗剂PSC-001A清洗干净
清洗干净的镊子放在装有无水乙醇的干净的烧杯中
清洁滤膜:用洗过的镊子夹取1片滤膜,目测滤膜表面有无可视的黑点、异物等,有的话废弃该滤膜,没有的话放入到洗过的装有清洗剂的玻璃器皿中。将洗净的滤膜放置到培养皿或者称量瓶中并放置到干燥皿中.
将干净且已称重的滤膜紧贴在过滤漏斗上
用清洗剂清洗漏斗
取出检测后的滤膜
干燥滤膜
将洁净的漏斗固定在抽滤瓶上。
打开真空泵,向待检零件一端入口处注入适量的清洗剂
取下架子,用清洗剂冲洗漏斗下端
将已测滤膜放在干净的培养皿或者称量瓶中
30分钟后取出滤膜放在干燥皿中冷却
冷却完成后放在电子天平上称量
将滤膜取出放在专用滤膜台上,并取出放置在干净的无水乙醇中的玻璃片
将玻璃片放在滤膜上方
将滤膜台放置到专用分析显微镜内并关好窗.
用专用分析显微镜系统测定滤膜上颗粒大小尺寸,记录检测结果
将检测结果数据(零件名称、零件号、供应商、批次)登记在原始记录上,并用胶带将已测滤膜粘在原始记录上
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变速箱分公司
零件清洁度检验
1 检验目的:
1.1 为了明确装配上线零件清洁度要求,便于加工车间及外协厂家对零件清洗效果的有效控制。
1.2 此操作指导书规定了用于确定变速器总成及其零部件清洁度的检查、评定及操作方法。
2 检验范围:
2.1 适用于一般用途的汽车机械式变速箱总成及零部件清洁度的检查和评定。
2.2 检测部位主要是指变速箱总成内部与齿轮油接触的零件表面、润滑油油路及过滤系统相关零件内外表面。
3 检验环境:
3.1 检测室内要干燥、通风,室温保持20±5℃。
3.2 检测室要有良好的防尘设施,清洗间要有严格的防火措施。
4 检验方式:检查员抽检。
5 检验人员:总成清洁度检查员。
6 检验频次:按长轴类、短轴类、大盘齿类、小盘齿类、壳体类、大轴承、小轴承、其他采购零件等八个种类进行抽检,每周每个种类抽检1次,采购分总成零件不属于检验范围。
7 作业准备:
7.1 仪器设备:烘干炉、干燥瓶、滤膜过滤装置、电子天平、托盘;
7.2 检验工具:AP760试剂、毛刷、孔径为5um的微孔滤膜;
变速箱分公司
7.3 检验工具:无齿镊子、清洁放膜干燥皿。
8 检验方法:
8.1 将零件放置于托盘上方或托盘内,用AP760冲刷零件清洗部位(见附表一),同时用毛刷轻刷冲洗部位,将冲刷下来的物质全部倒入烧杯中,冲洗不掉的残留物(如焊缝渣皮、油漆积瘤、铸造毛坯瘤等)不准敲打或硬性剔除,此部分残留物也不做考核使用,各种器具清洗时,应防止将带有杂质的清洗液飞溅到容器外;
8.2 用无齿镊子夹取滤膜一片,用电子天平称下滤膜质量,质量记为:G1,精确至0.1mg;
8.3 将滤膜放于过滤装置上,将收集后的所有容器中的溶液轻轻倒入真空泵的漏斗进行过滤,以6×10-2pa真空度真空抽滤烧杯中的溶液,过滤完成后用AP760沿着漏斗壁清洗漏斗里的残余杂质,采集所有杂质;
8.4 待所有滤液过滤干净后,将含有所有杂质的滤膜拿下放入清洁放膜干燥皿中置于烘干炉中干燥;
8.5 将烘干炉中的烘干温度控制在90°±5℃之间。
烘干至少3小时后,将滤纸取出,放入干燥瓶内干燥30分装后,将滤膜放入电子秤称重,质量记为:G2精确至0.1mg;
8.6 杂质质量即为:G总=G2-G1;
9 注意事项:
9.1 操作者衣着、双手应清洁;
9.2 非测定部位即暴露在箱体外部的齿轴、轴端和端盖等外表面应清理干净;
变速箱分公司
9.3 所有取样工具和容器均应清洗干净,目测无异物;
10 采用标准:
QC/T572-1999汽车清洁度工作导则测定方法
JB/T7929-1999齿轮传动装置清洁度
11评价标准及结果判断:
11.1评价标准:钢件: 单件残留物质量< 0.55mg/kg零件+0.2mg
壳体内腔: 单件残留物质量< 0.2mg/kg零件
11.2结果判断:根据实验结果,填写清洁度报告(附件二),并将报告反馈给相应质量工程师。
将杂质质量G总按类和评价标准对比,超出上限值即为零件表面清洁度超差。
如果清洁度超出上限值,由车间牵头负责对清洗效果进行整改,质保部负责整改效果验证。
12 附件
编制:校对:审核:
变速箱分公司
附件一:零件清洗部位
零部件名称和部位清洗部位
壳体类零件壳体内表面、油道内表面
轴类全部表面、油道
齿轮类全部表面、油道
一轴盖类零件与齿轮油接触内表面
后盖类零件与齿轮油接触内表面
顶盖总成与润滑油接触内表面
上盖与润滑油接触内表面
变速箱各档拨叉、叉轴、导块、紧固螺栓、
拨块等全部表面加油螺塞、放油螺塞总成全部表面
油泵与齿轮油接触内表面、油道
油管类全部表面
取力盖板与润滑油接触内表面
取力器总成与润滑油接触内表面
突缘
与齿轮油接触内表面、结合面滤清器总成滤清器内表面
高低档切换阀高低档切换阀内表面
变速箱分公司附件二:清洁度报告(建议格式)
清洁度报告
试验编号:报告编号:
产品名称:委托部门:
产品编号:取样方法:
取样日期:
滤膜型号:
检验日期:
项目要求测定值
杂质总量(mg)
委托人:试验人:。