下料问题
【原创】下料方案专题一:合理下料问题
【原创】下料方案专题一:合理下料问题
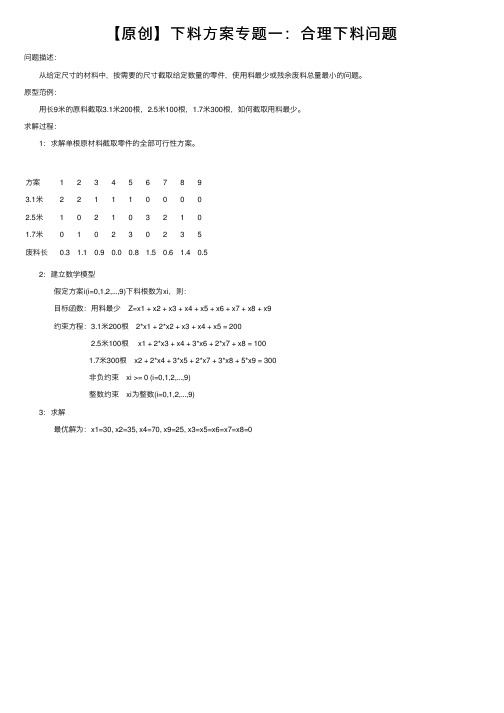
问题描述: 从给定尺寸的材料中,按需要的尺寸截取给定数量的零件,使用料最少或残余废料总量最小的问题。 原型范例: 用长9米的原料截取3.1米200根,2.5米100根,1.7米300根,如何截取用料最少。 求解过程: 1:求解单根原材料截取零件的全部可行性方案。
方案 3.1米 2.5米 1.ቤተ መጻሕፍቲ ባይዱ米 废料长
123456789 221110000 102103210 010230235 0.3 1.1 0.9 0.0 0.8 1.5 0.6 1.4 0.5
2:建立数学模型 假定方案i(i=0,1,2,...,9)下料根数为xi,则: 目标函数:用料最少 Z=x1 + x2 + x3 + x4 + x5 + x6 + x7 + x8 + x9 约束方程:3.1米200根 2*x1 + 2*x2 + x3 + x4 + x5 = 200 2.5米100根 x1 + 2*x3 + x4 + 3*x6 + 2*x7 + x8 = 100 1.7米300根 x2 + 2*x4 + 3*x5 + 2*x7 + 3*x8 + 5*x9 = 300 非负约束 xi >= 0 (i=0,1,2,...,9) 整数约束 xi为整数(i=0,1,2,...,9) 3:求解 最优解为:x1=30, x2=35, x4=70, x9=25, x3=x5=x6=x7=x8=0
钢管下料问题总结汇报
钢管下料问题总结汇报钢管下料问题总结汇报尊敬的领导:我在本次工作中主要负责钢管下料问题的解决和总结。
经过一段时间的调研和实践,我对钢管下料问题有了更深入的了解,并对解决方案进行了总结。
在此将我的研究过程和结果向您做汇报。
一、问题描述钢管下料是钢铁行业的一个常见工序,也是整个生产过程中的一环。
然而,在实际操作中,我们经常会遇到以下问题:1. 传统的下料方法效率低下,操作繁琐。
2. 下料过程中存在较大的浪费,导致资源的浪费和成本的提高。
3. 出现下料尺寸不准确的情况,导致后续工序的延误。
以上问题直接影响了工作效率和产品质量,需要我们寻找合适的解决方案。
二、调研过程在调研过程中,我首先对我们公司的现有下料方法进行了分析。
发现传统的下料方法主要是通过人工测量和切割,过程繁琐,且存在较大的误差。
所以,我开始寻找替代方案。
在调研过程中,我了解到了数字化下料技术的发展,即利用计算机和数控设备实现下料过程。
这种新技术可以提高下料效率,减少浪费,并且可以准确控制下料尺寸。
所以,我决定调研该技术是否适用于我们的生产。
通过与相关行业的专家和厂家的沟通,我获得了数字化下料技术的详细信息,包括设备的选择、安装和维护等方面。
同时,我也了解到了该技术的优点和限制。
在与公司的生产部门和技术成员的讨论中,我们一致认为数字化下料技术可以解决我们现有的问题。
三、解决方案基于以上的调研和讨论,我提出以下解决方案:1. 引入数字化下料技术:购买适用于我们生产的数控设备,进行钢管的数字化下料。
可以采用CAD设计和CAM加工的方式,通过计算机自动控制设备实现精确的下料,提高效率和减少浪费。
2. 培训和技术支持:为相关员工提供培训,使其掌握数字化下料技术的操作和维护知识。
并建立与供应商的合作关系,以获得及时的技术支持和设备维修。
3. 过程优化:通过数字化下料技术,我们可以记录和分析每次下料的数据,进一步优化下料过程。
可以根据实际情况调整切割速度、刀具角度等参数,以提高下料的准确性和效率。
4.3 下料问题

两种 标准
2.所用原料钢管总根数最少 ������������������ ������2 = ������1 +������2 +������3 + ������4 + ������5 +������6 +������7
一般下料问题的最优解法
模 4米 6米 8米 余 式 根数 根数 根数 料
约束
������������ ≤ ������������������������ + ������������������������ + ������������������������ + ������������������������ ≤ ������������ ������������ ≤ ������������������������ + ������������������������ + ������������������������ + ������������������������ ≤ ������������ ������������ ≤ ������������������������ + ������������������������ + ������������������������ + ������������������������ ≤ ������������
大型下料问题的解法
53种零件的所 有 下料方式共 10307032
种
大型下料问题的解法
方法1:先下料最长的零件,直至下完,再下料次长的零件,尽量 利 用余料。。。
方法2:从零件的所有下料方式中挑选1种下料,完成部分零件的 下 料任务,再从剩余零件的所有下料方式中挑选一种下料。。。
下料问题-2

实用下料问题一.问题的重述“下料问题(cutting stock problem)”是把相同形状的一些原材料分割加工成若干个不同规格大小的零件的问题,此类问题在工程技术和工业生产中有着重要和广泛的应用. 这里的“实用下料问题”则是在某企业的实际条件限制下的单一材料的下料问题。
现考虑单一原材料下料问题. 设这种原材料呈长方形,长度为L ,宽度为W ,现在需要将一批这种长方形原料分割成m 种规格的零件, 所有零件的厚度均与原材料一致,但长度和宽度分别为),(,),,(11m m w l w l ,其中w i <m i W w L l i i ,,1,, . m 种零件的需求量分别为m n n ,,1 .下料时,零件的边必须分别和原材料的边平行。
这类问题在工程上通常简称为二维下料问题。
特别当所有零件的宽度均与原材料相等,即m i W w i ,,1, ,则问题称为一维下料问题。
一个好的下料方案首先应该使原材料的利用率最大,从而减少损失,降低成本,提高经济效益。
其次要求所采用的不同的下料方式尽可能少,即希望用最少的下料方式来完成任务。
因为在生产中转换下料方式需要费用和时间,既提高成本,又降低效率。
此外,每种零件有各自的交货时间,每天下料的数量受到企业生产能力的限制。
因此实用下料问题的目标是在生产能力容许的条件下,以最少数量的原材料,尽可能按时完成需求任务, 同时下料方式数也尽量地小。
现在我们要为某企业考虑下面两个问题。
1.建立一维单一原材料实用下料问题的数学模型, 并用此模型求解下列问题,制定出在生产能力容许的条件下满足需求的下料方案, 同时求出等额完成任务所需的原材料数,所采用的下料方式数和废料总长度. 单一原材料的长度为 3000mm, 需要完成一项有53种不同长度零件的下料任务. 具体数据见表一(略),其中 i l 为需求零件的长度,i n 为需求零件的数量. 此外,在每个切割点处由于锯缝所产生的损耗为5mm. 据估计,该企业每天最大下料能力是100块 ,要求在4天内完成的零件标号(i )为: 5,7,9,12,15,18,20,25, 28,36,48;要求不迟于6天完成的零件标号(i )为:4,11,24,29,32,38,40,46,50。
4.3套裁下料问题

本章内容
1 2 3 4 5
生产计划的问题 套裁下料问题 配料问题 投资问题
§3 套裁下料问题
例5.工厂要做100套钢架,每套用长为2.9 m,2.1 m,1.5 m的 圆钢各一根。已知原料每根长7.4 m,问:应如何下料,可使所 用原料最省?
解:列出所有可能下料方案:
方案1 方案2 方案3 方案4 方案5 方案6 方案7 方案8
2.9m
1
2
0
1
0
1
0
0
2.1m
0
0
2
2
1
1
3
0
1.5m
3
1
2
0
3
1
0
4
合计/m 7.4 7.3 7.2 7.1 6.6 6.5 6.3
Hale Waihona Puke 6料头/m0
0.1 0.2 0.3 0.8 0.9 1.1 1.4
§3 套裁下料问题
设按上述方案下料的原材料根数分别为 x1,x2,x3,x4,x5,x6,x7,x8
建立如下的数学模型:
目标函数:Min x1 + x2 + x3 + x4 + x5 + x6 + x7 + x8
约束条件:
x1 + 2x2 + x4 + x6 ≥ 100 (2.9m 圆钢)
2x3 + 2x4 + x5 + x6 + 3x7 ≥ 100 3x1 + x2 + 2x3 + 3x5 + x6 + 4x8 ≥ 100 x1,x2,x3,x4,x5,x6,x7,x8 ≥ 0
下料问题-1

下料问题-1生产中需要的型材都是从标准长度的材料上切割下来的。
合理的安排下料切割方案在制造业生产中十分重要,可以节约原材料,降低生产成本。
下料问题可以用数学模型来描述,请构造一个数学模型,并用EXCEL求解。
生产中需要10种长度不同的原材料是从10米长的进料中切割下来的,现需要6米长的型材50件,4.5米长的型材97件,3.6米的610件,3.1米的395件,2.8米的420件,2.5米的410件,2.1米的900件,1.8米的460件,1.5米的695件,1.2米的210件,如何下料可以使使用的原料最省。
求解一般下料问题可以假设一些下料切割方案,然后再从这些方案中找出最优组合。
例如在本例中,一些可行的切割方案如下:方案1:切割6米料1个,3.6米料一个;方案2:切割6米料1个,2.8米料一个,1.2米料一个;方案3:切割6米料1个,2.5米料一个,1.5米料一个;方案4:切割6米料1个,2.1米料一个,1.8米料一个;等等…;显而易见,本例可以有很多切割方案,如果令j 为切割方案的下标,i 为产品的下标,a ij为第j 个切割方案中i 产品的切割数量(a ij应为整数),b i为i产品的需求数量。
令x j 为按第个方案下料的数量,则下料问题的数学模型为:min ∑j x js.t. ∑j a ij x j= b i∀ix j≥0 ∀j请用EXCEL求解本例给出的下料问题。
思考题:1.上述模型的变量应该是连续变量?还是整数变量?哪个更合理,各有什么优缺点?2.如果可供使用的原料不是一种,而是两种(长度不同)或更多,模型会如何变化?3.显然、寻找合适数量的切割方案是求解本问题的关键,而切割方案的数量又很多,有没有更有效的寻找下料方案的方法?。
下料问题的优化设计
下料问题的优化设计 Document number:NOCG-YUNOO-BUYTT-UU986-1986UT题1、[下料问题的优化设计]某车间有一大批长130cm的棒料,根据加工零件的要求,需要从这批棒料中成套截取70cm长的毛坯不少于100根,32cm 长的毛坯不少于100根,35cm长的毛坯不大于100根。
要求合理设计下料方案,使剩下的边角料总长最短。
根据题目意义,运用优化设计理论和方法,完成设计全过程;工程问题分析:数学模型建立及特征分析:优化方法选择;优化程序设计(解析优化);计算结果分析;结论及体会。
基于MATLAB一维优化下料问题分析0 前言生产中常会通过切割、剪裁、冲压等手段,将原材料加工成所需大小零件,这种工艺过程,称为原料下料问题。
在生产实践中,毛坯下料是中小企业的一个重要工序。
怎样减少剩余料头损失是节约钢材、降低产品成本、提高企业经济效益的一个重要途径。
在毛坯下料中我们常会遇到毛坯种类多、数量大的情况,如不进行周密计算则因料头而造成的钢材损失是相当可观的。
为使料头造成的钢材损失减少到最小程度,我们可依据预定的目标和限制条件统筹安排,以最少的材料完成生产任务。
1 一维优化下料问题的具体模型分析设原材料长度为L,数量充足。
需要切割成n(n≥0)种不同规格的零件,根据既省材料容易操作的原则,人们已经设计好了n种不同的下料方式,设第j种下料方式中可下得第i种零件ij a个,又已知第i种零件得需要量为i b个, j x表示第B种下料方式所消耗得零件数目, j c表示第j B种下料方式所得余料(j=1, j2 , , n, j x∈ Z)。
满足条件的切割方案有很多种,现在要求既满足需要又使所用原材料数量最少,即最优下料方案满足:μp=min (∑j c j x)约束条件:∑ij a j x=i b,j x∈Z。
线性规划数学模型根据线性规划算法,约束条件包括两部分:一是等式约束条件,二是变量的非负性。
板材下料问题

板材下料问题 Prepared on 22 November 2020板材玻璃的下料问题摘要“下料问题(cutting stock problem)”就是指在给定板材宽度和长度的情况下,如何将具有一定种类和数量的矩形件排放到板材上,使所需的板材数量最少的问题,该问题广泛存在于工业生产中。
本文运用优化理论,建立了矩形件优化排样数学模型,并提出了基于启发式算法的一刀切约束条件下二维板材下料算法。
关键词下料二维下料问题优化启发式算法矩形件排样一刀切一、问题的重述在大型建筑工程中,需要大量使用玻璃材料,如门窗等。
在作材料预算时,需要求出原材料的张数。
已知板材玻璃原材料和下料后的成品均为矩形。
由于玻璃材料的特点,切割玻璃时,刀具只能走直线,且中间不能拐弯或者停顿,即每切一刀均将玻璃板一分为二。
切割次序和方法的不同、各种规格搭配(即下料策略)不同,材料的消耗将不同。
工程实际需要解决如下问题,在给定一组材料规格尺寸后:(1)在原材料只有一种规格的情况下(例如长为2100cm,宽为1650㎝),给出最优下料策略,此时所需要材料张数最小。
(2)在原材料为两种规格的情况下(例如2100cm*1650cm和2000cm×1500cm),给出最优下料策略,使所需材料的张数最小,且利用率(实际使用总面积与原材料总面积之比)尽量高。
(3)下表是一些成品料及所需块数(长×宽×块数)分别以一种原材料2100cm×1650cm及两种原材料规格2100cm×1650cm,2000cm×1500cm为例,分别给出(1)和(2)的算法及数字结果,并给出两种情况下的利用率。
二、问题的分析本问题属于二维下料问题,该问题已被证明为是NP完全问题。
由于任何NP完全问题都不能用任何已知的多项式算法求解,所以我们建立一个排样的算法模型。
由题目要求该算法首先要满足生产工艺,即要满足“一刀切”,即从板材的一端,沿直线方向切割到另一端。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
下料问题
———————————————————————————————— 作者:
———————————————————————————————— 日期:
ﻩ
关于一维下料问题的研究
摘要:“下料问题”是把相同形状的一些原材料分割加工成若干个不同规格大小的零件的问题.此类问题在工程技术和工业生产中有着重要和广泛的应用.在生产实践中通常要求解决用料最省、浪费最少等问题.下料问题即是其一。属最优化研究范畴.一维下料问题是生产实践中常见的问题,优化下料要求最大限度地节约原材料,提高原材料的利用率。本文介绍了两种方法,其一提出分支定界算法优化一维下料问题,并用MATLAB编写程序,通过计算机来完成这一复杂的过程。另一种方法-lingo,针对单一原材料的一维下料问题,建立了整数规划模型,然后将模型转化为求解最优下料方式问题;利用lingo进行编程,实现循环调用得到一维下料问题的局部最优解。实际上本文就是给出了解决适当规模下料问题的求解方法.该方法既可手工演算又可通过计算机求解。在实践中可以借鉴使用.
onal cutting stock problemsbranch-and—bound algorithm ILp functionOptimization
问题的提出
研究背景
下料问题”是把相同形状的原材料分割加工成若干不同规格大小的零件的问题,根据原材料长度是否相等,一维优化下料可以分为单一型材的优化下料和多型材的优化下料其中需求零件的宽度相等的情况称为一维下料问题。一维下料问题是在已知原材料和顾客需求坯料的情况下优化下料使原材料的使用率达到最大或废料达到最小的问题。一个好的下料方案首先应该使原材料的利用率最大,从而减少损失,降低成本,提高经济效益。其次要求所采用的不同的下料方式尽可能少,即希望用最少的下料方式来完成任务。因为在生产中转换下料方式需要费用和时间,既提高成本,又降低效率。此外,每种零件有各自的交货时间,每天下料的数量受到企业生产能力的限制。因此实用下料问题的目标是在生产能力容许的条件下,以最少数量的原材料,尽可能按时完成需求任务,同时下料方式数也尽量地小。不同的下料方案需要的原材料数量不同,通过优化下料方案减少原材料的数量,降低成本。常用的求解一维下料问题的方法有分支定界法、动态规划法和整数规划法等方法。对于大规模的一维下料问题,许多专家尝试用遗传算法来求解,并取得了较为满意的结果。2003年李培勇分完全下料和不完全下料建立优化模型,并使用混合遗传算法求解。2004年王小东等提出了一种基于启发式多级序列线性优化思想的新算法,将下料优化问题转化为多级序列线性优化问题求解。2004年张春玲等讨论了解决一维下料问题的常用算法以及算法的适用情况。这些等等等等。