模具组立手册
模具组立
D.使用溫度(638膠在使用溫度50攝氏度以下, 其膠合強度受溫度影響不大,溫度越高,缺氧膠 強度越低.)
2在灌膠之前用酒精將主導套外表面油污清潔乾 淨
3用拋光砂輪將模座主導套內孔表面之銹蹟及氧 化層清除,並用酒敬清洗
模座鉗工、組立要項
將8~12支等高桿分別固定在上,下模座上(等高 桿的高度須確認)。
模具組立前檢查要項
檢查零件是否齊全 檢查沖子能否穿過剝板入塊 模板和契塊R角是否干涉 剝料板入塊使用ASP23 V-cut.扇形調整沖子使用V3
模座組立需準備之器具
工具:銼刀、 油石、 砂紙、 矽鋼片、 角尺 、 缺氧膠638、 酒精。
量具:槓桿量錶 ,塊規,游标卡尺.
模座鉗工、組立要項
將主導柱外表用煤油及酒精清洗乾淨后,用乾 淨布包紮好放入冷凍庫(8-12H)。
模具組立異常及分析
• 剝料板與下模板不貼合 A.模板之間有異物 B.上下模之副導套裝錯 C.剝料板鑲件與下模有幹涉 D.剝料板鑲件沒有裝平 E.倒料板與剝板有幹涉 F.倒板螺絲與剝板有幹涉 G.模板加工翹曲
模具組立異常及分析
定位銷PIN套與上模座孔配合過緊 A.主導套灌膠時,主導套與導套孔之閒細沒有調整好. B.主導套灌膠時,主導柱與膝下模座之垂直度沒有校 驗. C.合銷孔尺寸有誤 整體合模時,閉模高度過大(大於91.98MM) A.成型衝頭與下模有乾涉 B.調整桿調整過量 C.SLIDE槽讓位不夠 D.固定P02板與 P01板時,沒有用合销定位.
上模鉗工、組立要項
蓋上上模座,此時上墊板和模座應該是密合(蓋 入之前STOPPER先拆除) 用0.05㎜矽鋼片檢查ψ12合梢BUSH四周和孔璧 是否有干涉 檢查上,下模座間距離 (91.95㎜間距不得 超過91.98㎜)
模具组立教材

模具翻倒中
噴好紅丹合模檢測密度
噴好紅丹等待合模
生銹的模板需用大水磨床將其 見光磨平
磨平過的模板
對角拆鬆螺絲
拆開的公模固定板,模腳頂針板螺絲要整齊擺放在 工作臺底下
剛拆開的公母模仁
零件擦拭干凈除去毛頭,整排放在工作平臺,然后 檢測零件是否NG,一項一項分類修整過后的母模A板源自零件拋光方向要與脫模方向一致
滑塊導板做引斜度3-5度
零件擦拭干凈檢測OK組模
模仁組好后將其敲平
將其模芯敲平使其成一平整面
檢則是否為平行面
模仁組好后將其敲平
對組立好的公模仁進行檢測
手指處為引導作用導向3-5度寬取 於成形面位置
用虎鉗將滑塊夾平后並擰緊螺絲
將組立好的滑塊成品用擋塊敲平
對成形面作修鈽動作使其美觀產品
滑塊組好OK后,涂上黃油
滑塊作定位鋼珠
對角松鎖螺絲
公模噴好紅丹待檢測滑塊密合度
檢測OK滑塊成形面基本與公模面合到 (吃到)
桌面擦油方可合模
合模時要將模具平倒在桌面上
模具倒下后在模面上墊上(墊塊彧平臺) 對角彧置中重力敲擊
平衡開模
五金模具组立及维修手法
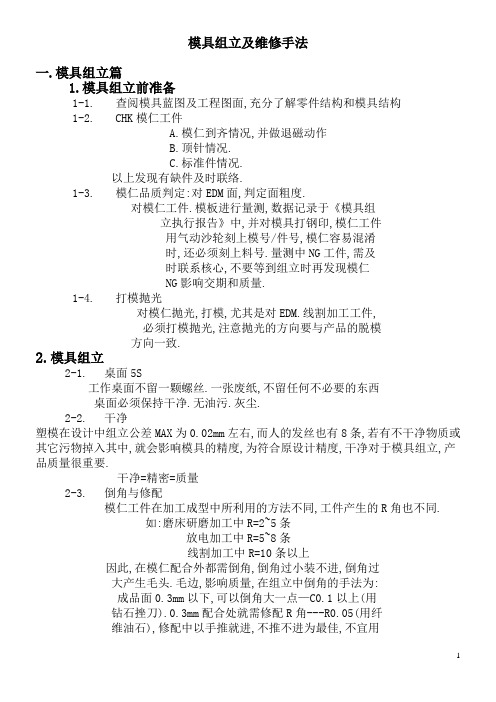
模具组立及维修手法一.模具组立篇1.模具组立前准备1-1.查阅模具蓝图及工程图面,充分了解零件结构和模具结构1-2.CHK模仁工件A.模仁到齐情况,并做退磁动作B.顶针情况.C.标准件情况.以上发现有缺件及时联络.1-3.模仁品质判定:对EDM面,判定面粗度.对模仁工件.模板进行量测,数据记录于《模具组立执行报告》中,并对模具打钢印,模仁工件用气动沙轮刻上模号/件号,模仁容易混淆时,还必须刻上料号.量测中NG工件,需及时联系核心,不要等到组立时再发现模仁NG影响交期和质量.1-4.打模抛光对模仁抛光,打模,尤其是对EDM.线割加工工件,必须打模抛光,注意抛光的方向要与产品的脱模方向一致.2.模具组立2-1.桌面5S工作桌面不留一颗螺丝.一张废纸,不留任何不必要的东西桌面必须保持干净.无油污.灰尘.2-2.干净塑模在设计中组立公差MAX为0.02mm左右,而人的发丝也有8条,若有不干净物质或其它污物掉入其中,就会影响模具的精度,为符合原设计精度,干净对于模具组立,产品质量很重要.干净=精密=质量2-3.倒角与修配模仁工件在加工成型中所利用的方法不同,工件产生的R角也不同.如:磨床研磨加工中R=2~5条放电加工中R=5~8条线割加工中R=10条以上因此,在模仁配合外都需倒角,倒角过小装不进,倒角过大产生毛头.毛边,影响质量,在组立中倒角的手法为:成品面0.3mm以下,可以倒角大一点—C0.1以上(用钻石挫刀).0.3mm配合处就需修配R角---R0.05(用纤维油石),修配中以手推就进,不推不进为最佳,不宜用铜棒敲打.在倒角中应注意:*. 模仁成型面不能倒角*. 模仁上下能翻面使用时,不能倒角*. 模仁前后左右能翻面使用时,不能倒角2-4.排气塑料填充模具时,由于注射压力.速度过大,温度过高,塑料易分解出瓦斯气体.塑料颗粒.纤维填料.结晶体等,留于模腔内,造成产品包风.烧焦.不饱模等不良的产生,并且腐蚀模仁,降低模仁的寿命.开排气的目的在于把残物和模腔内的空气排出,使烧融塑料须顺畅并全部充满模腔内.开排气中,应以最大的孔径.最短的距离.最快的速度把气体排出,排气槽的深度应根据原料的材质而定.如:h表示深度PBT: h≦0.020mm PCT: h≦0.018mmPPS: h= 0.008mm LCP: h= 0.020mm对于流速过小的产品,可利用顶出机构的间隙排出,另外在无法开排气槽的工作部位,可利用增加顶针的方法来排气,如778N3模生产的DT 001-0006-110产品,站脚因排气不良经常造成产品包风,模仁腐蚀影响质量,对此模仁站脚外增加ψ0.80的顶针改善OK.应注意事项:*最小肉厚处一定要制做排气槽*各模仁底部排气槽需与顶针相通,以利排气2-5 顶针计算切割与倒角2-5-1顶针在计算切割时要高出成品面 0.02-0.005mm2-5-2顶针视情况作倒角a.四边倒角当顶针孔为线割时,顶针因而倒角b.两边倒角当顶针孔为研磨加工时,顶针两边倒角c.三边倒角如1061N2模中1*1mm的方顶针,在装配时可倒三边,而另一边不倒,便于主体镶件向靠而成型.d.把顶针的长度.规格.数量记录于《模具组立报告》中2-6 合模2-6-1观察组立是否正确2-6-2用卡尺量测公/母模情况,防止模仁反装2-6-3用红丹靠破观察合模情况,滑块要一次组立一CAV,并确认滑动平稳,不可干涉过紧.2-6-4及时记录组立碰到的问题点,并加以改善2-6-5每互组一件模仁,需以量具检查累积厚度是否正确.3.试模3-1调整最佳成型参数并记录于《模具条件记录表》中.3-2试模OK后,量测产品尺寸,将样品及检测数据送制工评估 3-3样品课内留样3-4记录试模结果,尤其不良待改善之处.4.组模报告总结4-1对模具设计中的缺失,进行提报4-2模具需改善的地方作报告4-3成型大量生产中应注意的问题点:如1485N1模,生产中需高速.高压注射二.模具维修篇1.维修前准备1-1取得不良样品分析不良原因,确定修模内容1-2 CHK模仁备品情况,确认能否维修1-3 查阅前几次维修状况,看是否相同问题多次发生,是的改善,不是也可以给此次维修以方向.2.模具维修2-1做好修模前的5S2-2干净干净=精密为了做到干净,必须放于组模平板上维修,维修中不能戴手套.2-3拆模顺序2-3-1打开公/母模2-3-2取下滑块2-3-3拆公模底板以及模脚2-3-4拆顶出板2-3-5拆公模取Block2-3-6修公模a.拆Blockb.再NG模仁在取模仁中,不得同时把所有CAV全部拆下,应拆一个CAV修一个,并作好对比.c. 清洁模仁.模板d.开排气槽,排气槽,需导引至顶针孔e.其它维修利用磨床.研磨维修f.组立模仁每互组一件模仁需以量具检查.模仁累积厚度是否正确.2-4 维修后组立2-4-1 组立公/母模Block,并确认长.宽.高尺寸是否正确.2-4-2 组模组模后,对各模板均需擦干净,并对滑块.导柱.顶针加上黄油与顶针油.2-5 做好修模后5S3.架模试产3-1架模调机生产3-2查看产品的质量,交IPQC验测OK后填《模具维修记录》,NG 分析原因重修.4.模具维修后结案4-1填写《模具维修记录卡》4-2对领用备品登记,发现备品未达到安全库存量需提报4-3 对取下之NG模仁需交于备品管理员4-4 改模作业,需将换下的模仁.顶针.包扎标示定位放置4-5 对堵CAV或其它改善事项,填写改善报告。
模具组立作业指导书

模具组装作业指导书1.目的1.1便于现场修模人员维修组装作业标准化、规范化,减少失误,提高工作效率,满足生产需要2.范围本程序适用于在于本公司模具维修保养作业3.定义无4.职责4.1模具技工:熟悉模具制造技术,模具维修程序及注意事项.4.2模具师傅:负责指导、监督、检查模具维修全过程5.程序5.1依据“模具维修申请单”及“模具组立确认书”所列之异常逐一确认模具维修是否均已处理OK〈除因模具纳期关系经组内主管同意暂作保留之外〉并经模具维修负责人员逐一确认后,方可开始组立,组立前应对各部件进行保养.5.2依据记号将模仁入子逐一装入模仁(装入前应确认模仁、入子、芯子沉头处配合内角需有轻微避空倒角),并比对部品及图面有无装错.(入子装入后,沉头实装高度凹于模仁底0.01~0.02(特殊要求依实际状况确认);另模仁底面槽穴开口及顶针、作动入子孔处倒角需完善)5.3装好模仁、装上密封圈.5.3.1装上密封圈必须是OK的〈有0.7mm左右之预压量,无缺口,外径小于密封槽外径1mm左右,内径大于密封槽内径1mm左右〉,否则会造成模具漏水;装上密封圈时应在密封圈上抹上粘性黄油,以防装模时密封圈掉落.35.3.2模仁组装前小组主管需先确认各模板槽底部各孔穴处倒角是否完善,对模板有肿起先行处理(由小组主管确认).组立过程中当模仁都比较紧时,应尽量将模板平放来装模;当模板需直立装时,需注意油封掉落及入子退后的问题发生.注意: 一些较松之入子在装模时可能会退出,从而导致入子损伤甚至未被组立者发现在此时应作相应处理.5.4锁好模仁螺丝,用扳手锁紧后以1.5IB胶锤轻敲两下,不可使用加力杆,若发现有螺丝滑牙或内六角沉头损坏,应及时更换,以免造成下次拆模的麻烦.5.5装配顶针.(注意此时容易忘装回位梢弹簧.)5.5.1 装顶针前(确认回位销、弹簧孔、倒角无完善,小组主管确认),应先将顶针擦拭干凈,再喷上耐高温顶针油,以免顶针上附着的瓦斯垢堵塞了排气或造成顶针卡死,抹油时以顶针顶出行程算出顶针抹油起始位置,(如顶出行程20mm,则顶针由前端20mm处下2~5mm为抹油起始处延伸至根部)且只须喷薄薄的一层即可,以摸有油看无油为标准,以免造成部品油污.5.5.2装顶针时,先行确认顶针沉头高度配合凹入顶针板0.01~0.02mm,(新规模具顶针板沉头孔的深度以数据呈现判定)。
模具基本组立资料

分为两种,一为机台本身的空压缸,此时模具需配备2~4之顶升杆
,一为弹簧,但需用套筒螺栓将下扥料块锁紧,此时下扥料块需比
下模体高1~2mm‧
5、若为A、B、C Line的冲孔下料模时,下模体与下承板组立后需注
意,消屑孔是否正常,冲压后的铁屑是否能顺利排出,还需注意下
M8---15mm至110mm长M10---20mm至150mm长
M12---25mm至130mm长
2、套筒螺丝
套筒螺丝有2种
M8*50 mm长M10*50mm长
(2)定位销
依外径分为2种规格
1、∮8
∮8*50mm及∮8*60mm长
2、∮10
∮10*50mm及∮10*60mm长
(3)导柱
导柱分为2大类
的下脱料块须比下料下模体高约1~2mm,才能令下料后的料片不
会卡在下料下模体上,且容易将料片取出‧
3、若为500吨折角模时,首先下模需依图面全周研磨R角,下脱料
块须与工件合模至┌松紧适中┘,最后锁上下脱料块时,锁紧后的
下脱料块也需较折角下模体高2~3mm‧
4、若为A、B、C Line的吞型模时,将下模体仕上后,再组立于下承
1、若为500吨吞型模,需将下模体先仕上抛光后,方可组立在下承板
上,并注意下扥料块与下模体是否有适当的间隙(约在0.3mm以内
的间隙)‧
模具组立基本资料
NO: 3
知识类
共5页之3页
2、若模具为500吨冲孔下料模,下模体须与吞型后的工件实际合模
至松紧度适中,使工件与冲孔下料的下模体冲断、切断处能贴面
,并能在冲压后容易将工件取出,最后再组立下脱料块,组立后
模具组立及测定
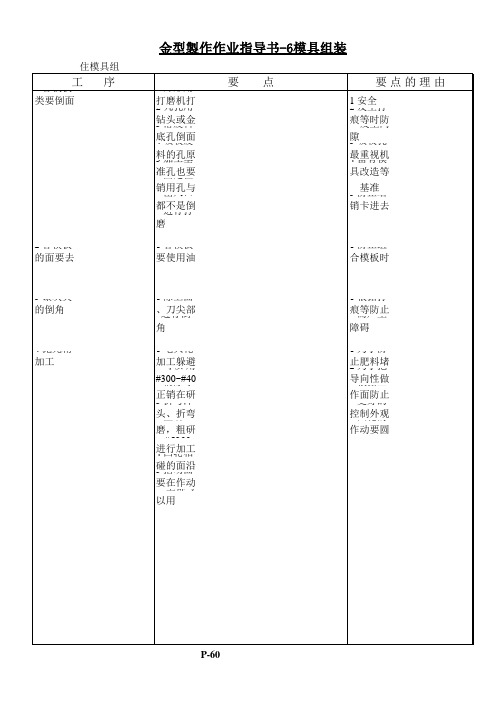
*要把握住模具组装图的原点。把准备好各零部件作为前提
工序要ຫໍສະໝຸດ 1 外形用打磨机打磨点
要点的理由
1 安全 2 发生打痕等时防止模板 发生间隙 3 吸收孔最重视机能方面 4 留有模具改造等的追加工 基准
1 各模板类要倒面
2 丸孔用钻头或金刚倒角刀 3 落废料底孔倒面不可 4 吸收废料的孔原则上是不可倒面的 5 加工基准孔也要进行倒面 6 因定位销用孔与暗销孔是兼用的,所以 进行打磨 2 各模板的面要去毛刺 1 各模板要使用油石加工
1 电火花加工躲避面要在竖立方向打磨, 可以 用#300~#400的进行粗研磨 2 消除导正销在研磨时造成的条纹、#3000 3 折弯冲头、折弯模板要在材料的顺方向 上研磨,粗研磨用#3000、镜面研磨用 #8500进行加工 4 凸轮相碰的面沿着相碰的角度进行研磨 5 摺动面要在作动方向上进行研磨 全都可以用#3000进行加工
P-60
出入口都不是倒面而是(R),再用油石 5 防止暗销卡进去
1 防止组合模板时产生间隙
3 镶块类的倒角
1 除上面、刀尖部及废料躲避部以外都要 进行倒角
1 根据打痕等防止镶块嵌合 而产生障碍 1 为了防止肥料堵塞 2 为了把导向性做到更好 3 根据工作面防止发生刮花 更好的控制外观 4 凸轮的作动要圆滑
4 抛光精加工
模具组立

C / P 衝壓制技組
2013/8/4 1
提綱 :
一 組立前準備工作 ;
二 主導柱與襯套膠合 ;
三 副導柱與襯套膠合 ; 四 定位銷與銷套膠合 .
2013/8/4 2
一 組立前準備工作
1. 備品清點 : 依BOM表清點模具零件
2. 備品檢查 : 依圖面檢查有無加工設計錯誤
2013/8/4
21
6. 等候20mm後取出塞墊片之另兩個導套,如上裝上 8H 後方可打開模座.
2013/8/4
11
三 副導柱與襯套膠合
1. 取出四個副導柱安裝於 P05A 之上.
2013/8/4
12
2.利用治具組合 P05A 與 S01A ,中間墊9.00mm墊片.
2013/8/4
13
3. 將 S01A 之襯套涂以膠水裝入,襯套不應與 P05A 貼上死.
2013/8/4
3
3. 零件退磁 : 所有經研磨之零件須退磁
2013/8/4
4
4. 清潔試配 : 衝子,鑲件,刀口均須試配
2013/8/4
5
二 主導柱與襯套膠合
1. 模座倒角 : 模座外棱用銼刀,內孔用氣動砂輪 拋光成R角.
2013/8/4
6
2. 導柱壓入 : 導柱裝於 P01A 以治具比對垂直度,而 後用銅棒敲入,到位後鎖緊底部之螺絲
2013/8/4
7
3.止高塊安裝 : 安裝前須檢測兩端以油石推平 並逐一鎖緊.
2013/8/484. 將 D01A 合於 P01A 之上,先將對仍 之導套裝入 且將其外側塞入0.03mm墊片以調整模座 位置.
2013/8/4
9
冲压模具组立步骤
冲压模具组立步骤嘿,咱今儿个就来讲讲冲压模具组立那些事儿!这冲压模具啊,就好比是一个精密的大机器,要让它好好运转起来,组立这一步可太关键啦!首先呢,得把那些零部件都准备齐全咯,就像要给一个大拼图准备好所有的小块块一样。
少了一块,那可都不行哟!这些零部件可都得好好检查检查,看看有没有啥瑕疵,可不能让一个小毛病影响了整个模具的质量呀。
然后呢,就开始组装啦!这就像是搭积木,得一块一块稳稳地放上去。
先把模座放好,这就是模具的“根基”呀,可得放牢固了。
接着把那些模板啊、导柱啊什么的都慢慢装上去,每一步都得小心翼翼,不能马虎。
再说说那些螺丝吧,它们就像是把各个部分紧紧拉住的“小手”。
可别小看这些螺丝哟,得把它们拧得刚刚好,松了不行,紧了也不行,这可真是个技术活呢!就好像系鞋带,不能太松会散开,也不能太紧勒得慌。
在组立的过程中,还得时刻注意各个部件之间的配合。
这就跟跳舞一样,得两个人配合默契才能跳出好看的舞步呀。
要是有哪个地方配合不好,那模具运行起来可就不顺畅啦,说不定还会出问题呢。
还有啊,组立的时候得有耐心,不能着急。
就像绣花一样,得一针一线慢慢地来。
要是着急忙慌的,很可能就会出错,那可就得不偿失啦。
等模具组立得差不多了,还得再仔细检查检查。
这就像是考试完了要检查一遍试卷一样,看看有没有遗漏的地方,有没有没装好的地方。
只有经过这样认真的检查,才能保证模具能正常工作呀。
你想想,要是模具没组立好,那生产出来的东西能合格吗?那肯定不行呀!所以说呀,冲压模具组立这事儿可太重要啦,绝对不能马虎对待哟!咱可得把这个大机器组装得稳稳当当的,让它为我们好好工作,生产出高质量的产品来!这就是冲压模具组立的步骤,你记住了吗?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.磁性產生原因﹕加工過程中﹐與磁體接觸﹐ 由于磁場的作用使模板自身帶有磁性。 2.退磁目的﹕是為了避免鐵屑或一些雜質吸附 在模板上而影響后續工作。 3.退磁方法﹕將模板放在退磁機上左右慢慢移 動模板﹐每一個來回模板都需過退磁機中線﹐ 直到磁性去除。 確認磁性去除的方法﹕用薄的錫鋼片放在模板 表面﹐拿起時感覺無磁力即可。
b 板面拋光﹕在板面上噴洒酒精﹐利用大 塊200干淨油石順著模板研磨紋路平推模 板﹐將毛刺去掉。 3.部位
前面倒角的部位。
Page 29
倒角前
Page 30
倒角后
Page 31
拋光后
Page 32
五﹑清冼
1.目的﹕保証精度 2.方法 a 氣槍吹出吸附在模板空位處的粉塵及雜質臟物。 b 用干淨抹布粘上酒精﹐清冼模板各個主要孔位 (銷釘孔﹐灌膠pin孔﹐主導柱孔﹐主導柱導套孔) 及板面。 c 再用氣槍將各個孔位及板面吹干淨。
Page 5
cad
二﹑模具零件分類
Page 6
上模 下模
導向零件
導柱 導套
Page 7
模具在固定的行程內進行往 復運動時依靠導柱與導套的 配合導向,以保証模具在高 速沖壓時的精度.
定位零件
Page 8
導位針 導料板 側刃
導 位 針
定位零件都是用來導正在送料 過程中料帶在模具中的位置精 度.
導 料 板
灌膠pin 灌膠pin頭
Page 49
限位螺絲 限位套 副導套
灌膠pin套 導柱襯套 副導柱
Page 50
二﹑模仁板標准件的裝配
將模仁板正面平放于鋪好雜布的鉗工桌上﹐將 副導套和副導套孔內涂上潤滑油﹐將副導套導引向 下垂直裝入副導套孔內﹐用力壓入﹐將鋼珠置于副 導套上﹐用銅棒將導套敲至底部﹐在敲擊過程中必 須保証副導套與板面垂直。再將模仁板翻轉180 度﹐置于三塊鋪好雜布的墊塊上﹐通過滾珠用銅棒 將導套敲至板面以下0.5mm。
二﹑主導柱的安裝
在下模座主導柱孔和主導柱上均勻涂上一層潤滑油﹐然 后用手把主導柱垂直壓入導柱孔內﹐在模座另一面用螺 絲慢慢將導柱拉入模座(切勿敲入)在拉入過程中必須保 證導柱垂直進入導柱孔內,最后用螺絲從背面鎖緊。
Page 34
三﹑檢查STOP間隙﹑導套與導柱之間的配合
1.用酒精把主導套表面油污徹底清洗干淨以保證厭氧膠 的凝固力﹐把導套裝入導套孔﹐看是否轉動順暢.
Punch back plate(上墊板) Punch plate(沖子固定 板Bu)sh (等高套管) Disk (壓力銷) Stripper back plate(剝料背 板) Stripper plate (剝料板) Pilot Pin(導位針) Guide Pin (副導柱) Guide Post (主導柱) Stopper (止高塊) Stock guide(導料板) Die plate (模仁板) Die back plate (下墊板) Dowel PIN (定位銷) Die hold plate (下模座)
將灌膠pin銷和對應銷孔涂上潤滑油﹐并將灌 膠pin銷有導入的部分垂直壓入銷孔內﹐再用銅棒 敲入﹐用平板檢測pin頭低于板面即可。
Page 51
三﹑下墊板和模仁板的固定
有兩種方式﹐一種是快速定位法﹐適用于模具由一 組模板組成﹔第二種是精准定位法﹐適用于模具由 兩組或兩組以上模板組成。 1﹐快速定位法 a 將下墊板按正確方向置于下模座正面﹐用快速定 位銷定位﹐輕輕拔出快速定位銷。 b 將模仁板按正確方向置于下墊板上﹐通過快速定 位銷將模仁板﹐下墊板和下模座一起定位﹐再將模 座立起﹐用螺絲對角鎖緊固定。
5.工件的跟催
目的﹕隨時掌握加工工件的進度﹐以保証產 品的如期送樣。
方法﹕加工設計工程師的共同跟催﹐根據工 件加工交期﹐對未送達之零件﹐對工件加工單 位負責窗口進行跟催﹐并確定延遲的交期。
Page 20
6.模具各工站零件的檢查與分類
目的﹕爭取模具組立時間﹐以利于后續組模的順利進行。
方法: a.收貨后﹐同一模號之零件放置于同一盒中。
可在標識袋上進行標識。 回目錄
模座的設計問題﹐使后續 工作更順利進行。
方法
1.根據設計工程師提供之圖面檢查模座是否有 漏加工現象﹐如漏攻牙。
2.檢查模面在研磨時是否有燒焦現象。
二﹑標准件的領取
需領取的標准件主要有是主導柱﹑主導 套﹑STOP﹑ M8*55.0的螺絲。
2.把下模座反過來將導柱放入導套中﹐用0.01mm錫鋼片 檢查STOP之間的間隙﹐以及轉動導套看是否配合OK.
Page 35
四﹑灌膠
1.在主導套孔內放入小塊東西(一般選擇 用M6的止副螺絲)﹐這樣可使導套灌膠后不 會粘住桌面﹐還能防止導套高出上模座模面。
2.在導套孔內和導套表面均勻抹上一層 厭氧膠﹐把導套置入導套孔立即旋轉幾圈﹐ 然后迅速把下模座裝入上模座(合模)﹐並迅 速轉動導套﹐最後用0.01mm錫鋼片檢查STOP 之間的間隙。
主導套
主導柱
Page 22
STOP
三﹑倒角
目的﹕將孔位和四周的銳角做適當的倒 角處理﹐有利零件的組裝﹐避免銳角傷 及現場工作人員。
倒角部位﹕上模座倒角部位﹑下模座倒 角部位
Page 23
上模座倒角部位﹕
模座四周﹐銷釘孔﹐上模座副導柱避位 孔﹐灌膠pin孔﹐主導柱導套孔
Page 24
下模座倒角部位﹕
Page 44
上墊板倒角部分﹕銷釘孔﹐讓位孔﹐擊促銷孔
Page 45
四﹑拋光
1.拋光目的﹕ a 避免零件裝入時﹐將由倒角引起的毛刺帶 入內部﹐造成孔內或零件表面刮傷 b 避免因毛刺外露造成組立時﹐板與板之間 或零件與板之間密合性不良﹐平行度差﹐難 于組裝
Page 46
2 拋光方法 a 孔拋光﹕將海綿砂輪頭部修整成約45度﹐ 鎖緊于氣動砂輪機上﹐垂直于板面﹐在已倒 角的圓孔內側均勻旋轉至光滑 b 板面拋光﹕在板面上噴洒酒精﹐利用大塊 200#干淨油石順著模板研磨紋路平推模板﹐ 將毛刺去除
Page 1
沖模開發模具組立手冊
審核﹕
制作﹕MH沖壓開發
前言
Page 2
模具組立是一套模具成敗的關鍵所在﹐也是一 個好的設計工程師的基礎。
本手冊之目的就在于能讓新進之人員能夠更快 的了解整套模具規範的組立過程﹐縮短學習過程﹐ 使其能更快的融入到工作中去。
成功源自細致入微
目錄
Page 3
一 模具結構 二 工作交接 三 清點 四 模座的預處理 五 模座的灌膠 六 模板的預處理
七 下模部分的灌膠 八 上模部分的灌膠 九 零件預處理 十 零件裝配 十一 合模 十二 附屬零件的裝配
一模具結構
一﹑標准模具結構
Punch insert (沖子固定塊) Punch (沖子) Stripper insert (剝料入子)
Die insert (下模刀口)
Page 4
Punch hold plate(上模座)
方法﹕根據模具發包明細﹐清點模板﹐ 對已送達之模板﹐在明細表上相應的位置上 做記號。并根據相應的圖紙檢查模板是否有 漏加工之地方。如與圖紙加工不符﹐應及時 將問題點反饋于相應的設計工程師與零件加 工單位。
Page 19
4.零件的清點
目的﹕保証模具零件加工的完整性﹐及加工 的時效性
方法﹕根據模具發包明細﹐清點零件﹐對已 送達之零件﹐在明細表相應的位置上做記號。
2.標准件的清點
目的﹕以利于模具的順利試模
方法﹕a.根據設計工程師提供之標准件清 單﹐檢查備品室中有無相應的標准件。如 無﹐則跟催購買標准件之負責人。
b.對于特殊標准件﹐設計者應第一時間通 知標准件購買負責人購買。
Page 17
Page 18
3.模板的清點
目的﹕保証模板加工的完整性﹐及加工 進度。
Page 9
壓料 卸料零件 壓力銷 擊促銷
壓力銷
擊促銷
Page 10
固定及其他零件 螺絲 彈簧 定位
三﹑模具組立所用工具
Page 11
插銷
氧化鋁 砂輪頭
海綿砂輪頭 扳手 氣動砂輪機 羊毛粘砂輪頭 合金砂輪頭
Page 12
銼刀
油石
Page 13
放大鏡 牙鏡
塞規
扳手
Page 14
錫鋼片 剪刀 鑽石膏 厭氧膠 潤滑油 紅丹 銅棒 鋼球 酒精壺
Page 39
3.倒角部位 模仁板倒角部分﹕定位pin孔﹐銷釘孔﹐副導套孔
Page 40
模仁墊板倒角部分﹕銷釘孔﹐副導套讓位孔﹐ 灌膠pin讓位孔
Page 41
剝料板倒角部分﹕銷釘孔﹐副導柱孔﹐讓位孔
剝料背板倒角部分﹕銷釘孔﹐讓位孔
Page 42
Page 43
沖子固定板倒角部分﹕定位pin孔﹐銷釘孔﹐ 副導套孔﹐擊促銷孔
模座四周﹐銷釘孔﹐下模座副導柱避位 孔﹐灌膠pin孔﹐主導柱孔
Page 25
Page 26
方法﹕
1.模座四周的倒角﹕用大號挫刀約45度在四周棱角 上來回拉動倒角。
2.內孔倒角
工具的選擇與使用方法﹕將帶柄砂輪(粉紅色的氧 化鋁砂輪)在孔位上倒角(倒圓孔)。使用前﹐利用 石虎將氧化鋁砂輪修整成45度角﹐方便倒圓孔。使 用氣動砂輪機時也要注意﹐砂輪夾緊時不宜擰的太 緊﹐只用最小的力反擰﹐氣動砂輪機夾緊螺絲不松 動即可﹔取下砂輪或更換砂輪時﹐如砂輪輕拔不 出﹐應用扳手輕敲砂輪几下即可取出。倒角時氣動 砂輪機與板面垂直﹐沿著圓孔內側勻速旋轉倒去銳 角﹐倒角后用手指觸摸是否均勻﹐光滑。
回目錄
模座的灌膠
Page 33
一﹑STOP的組裝
1.將STOP放在油石上輕輕推動去除毛刺並用高度規按圖 面要求量測高度,我們MH沖壓一般用以下兩種型 號﹕52.500±0.002和55.000±0.002﹐55.000的一般只在 下模板高度為25.000才采用。