玻璃瓶检验报告
玻璃瓶、瓷瓶入厂检验标准
玻璃瓶、瓷瓶入厂检验标准
1、要求入厂玻璃瓶必须符合GB19778-2005标准,瓷瓶必须符合GB14147—93标准,供货方在供货时应随货出具该批产品的检验报告,无检验报告不准办理入库手续。
2、玻璃瓶、瓷瓶要求有较好的化学稳定性。
3、酒瓶容量必须与酒商标标注容量相符。
4、瓶体灯检无裂纹、气眼,内外无烧结残渣、无污垢,美观洁净。
玻璃瓶应透明度好,瓷瓶釉面光洁,质地均一,不应有扭歪变形。
5、瓶口边缘无破损、缺口,易密封,螺口瓶螺纹明显均匀。
6、瓶壁及瓶底内外均一、光洁,有一定的机械强度,承受一定的压力。
7、玻璃瓶和瓷瓶烤花商标应端正、无残缺。
商标内容符合GB10344—2005标准。
玻璃检验报告2024
引言概述:玻璃是一种常见的建筑材料,用于制造窗户、门、墙壁等。
在玻璃的生产和使用过程中,为了确保产品质量和安全性,必须进行玻璃检验。
本文是玻璃检验报告的第二部分,主要介绍了五个大点,分别是玻璃外观检验、尺寸测量、光学性能测试、物理性能测试和化学性能测试。
正文内容:一、玻璃外观检验1. 表面缺陷玻璃的表面缺陷包括划痕、气泡、结晶、挂丝等。
在外观检验中,我们对玻璃的表面进行仔细观察,记录和评估这些缺陷的数量、大小和位置。
2. 边缘检验玻璃的边缘应平整、光滑,并且不应存在裂纹、磨损或其他缺陷。
我们通过目视检查和触摸来评估玻璃边缘的质量。
3. 颜色检验玻璃的颜色应与标准样品相符,并且在不同的光照条件下保持一致。
我们使用光源和颜色比对板来进行颜色检验,以确保玻璃的颜色质量符合要求。
二、尺寸测量1. 厚度测量通过使用厚度测量仪器,我们可以准确测量玻璃的厚度。
这个参数对于玻璃在不同应用场景中的强度和透光性能有着重要的影响。
2. 长度和宽度测量我们通过使用尺子、卷尺等工具来对玻璃的长度和宽度进行测量。
这些参数对于制造过程中的切割和安装非常关键。
3. 平整度测量玻璃的平整度对于确保其在安装时的稳定性和视觉效果至关重要。
我们使用水平仪等工具来测量玻璃的平整度。
三、光学性能测试1. 透光率测试透光率是指光线通过玻璃的能力。
我们使用光度计来测量透光率,并确保其符合制定的标准。
2. 发光性能测试一些特殊用途的玻璃,如夜视玻璃和防眩光玻璃,需要具备良好的发光性能。
我们使用光度计和光源来测试玻璃的发光性能。
3. 折射率测试折射率是指光线在玻璃中传播时的速度变化程度。
我们使用折射计来测量折射率,以确保产品质量。
四、物理性能测试1. 强度测试玻璃的强度是指其抵抗外力破坏的能力。
我们使用压力测试仪来测试玻璃的强度,在试验过程中记录和评估其变形、破裂和承载能力。
2. 硬度测试玻璃的硬度对于抵抗划伤和磨损具有重要作用。
我们使用硬度计来测量玻璃的硬度,并与标准进行比较。
玻璃容器的质量要求及抽验方案-曼谷玻璃公司
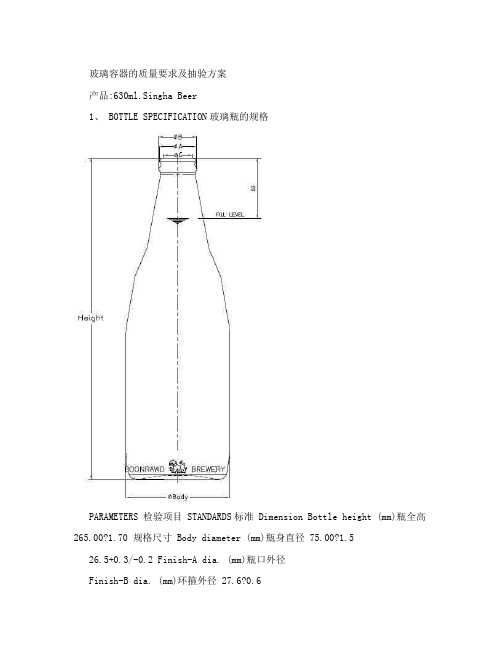
玻璃容器的质量要求及抽验方案产品:630ml.Singha Beer1、 BOTTLE SPECIFICATION玻璃瓶的规格PARAMETERS 检验项目 STANDARDS标准 Dimension Bottle height (mm)瓶全高265.00?1.70 规格尺寸 Body diameter (mm)瓶身直径 75.00?1.526.5+0.3/-0.2 Finish-A dia. (mm)瓶口外径Finish-B dia. (mm)环箍外径 27.6?0.6Finish-C dia. (mm), 18.50 (max)最大Finish-I dia. (mm)瓶口内径 16.00 (min)最小 Weight & capacity 410 Design weight (g-Approx)设计重量重量和容量 650 Brimful capacity (ml)满口容量Fillful capscity (ml)灌装线容量 630?4.002Physical property Resistance to internal pressure (kg/cm) 耐内压力20(avg),14 (min) 最小物理性能 Resistance to thermal shock (diff.?) 抗热震性 42 (min) 最小Resistance to impact (ips) 抗冲击强度 40 (min) 最小Resistance to vertical load (kg) 垂直荷重 700 (min) 最小Annealing (temper no.) 退火应力 <T4 4级 Surface treatment HEcoating-Body (CTU) 瓶身热端喷涂 35(avg),20 (min) 最小表面处理 HE coating-Finish (CTU) 瓶口热端喷涂 10 (max) 最大CE coating(slip angle) 冷端喷涂滑行角度 13 (max) 最大 Glass distribution Contact point (mm) 撞击点 1.30 (min) 最小玻璃厚度分布Shoulder/label panel (mm) 肩部/贴标处 1.20 (min) 最小Heel (mm) 跟部 1.70 (min) 最小Bearing surface (mm) 支撑面 2.50 (min) 最小Center bottom (mm) 底部中心 3.30 (min) 最小2、QUALITY INSPECTION PLAN 质量检测方案Parameter Frequency Sample Procedure Report 项目频次抽样过程报告Online inspection在线检查1h 1 bot./cav. no. Quality control report Dimension规格尺寸 Gagging 量规-height高度 1小时 1个玻璃瓶/模具 (go-no go)是否通过质量控制报告 -body diameter瓶身直径-finish diameter口部直径-lean垂直度-Visual imperfection外观缺陷30min 4 bot. Weighting SPC Weight 重量30分钟 4个玻璃瓶称量统计技术 Physical property test物理性能测试Capacity 8h 1 bot./cav. no. Weighting SPC 容量 8小时 1个玻璃瓶/模具称量统计技术 Impact test 24h 1 bot./cav. no. Impact tester SPC 抗冲击测试 24小时 1个玻璃瓶/模具抗冲击测试仪统计技术 Thermal shock 8h 1 bot./cav. no. Thermal shock tester Quality control report ASTM C-149 抗热震性测试 8小时 1个玻璃瓶/模具质量控制报告抗热震性测试仪Internal shock 8h 1 bot./cav. no. Internal pressure tester SPC 耐内压力测试 8小时 1个玻璃瓶/模具耐内压力测试仪统计技术 HE coating 4h 2 bot. Hot end table SPC 热端喷涂测量 4小时 2个玻璃瓶热端喷涂检测仪统计技术 CE coating 4h 3 bot. AGR tilt table SPC 冷端喷涂测量 4小时 3个玻璃瓶 AGR倾斜角检测仪统计技术1h 3 bot.(l-m-r sidi of Polariscope ASTM C-148 Quality control report Annealing、annealing lehr) 退火应力 1小时应力仪质量控制报告 Dimension measuring 1/job 1 bot./cav. no. Measured by vernier Job changed report 规格尺寸测量一批次 1个玻璃瓶/模具 caliper 用游标卡尺测量产品更换报告3、CLASSIFICATION OF DEFECT & ACCEPTABLE QUALITY LEVEL缺陷分类及AQL 水平 CRITICAL DEFECTS Defects that may injure the consumer 致命缺陷指能伤害消费者的缺陷AQL 0.015%MAJOR DEFECTS Defects that have a high probability of failure I.E.The containers will not perform the function they were designed for. 重要缺陷AQL 0.65% 指有很可能使玻璃瓶达不到设计功能的缺陷MINOR DEFECTS Cosmetic defects that adversely effect the appearance of the containers and/or theircontents. 轻微缺陷AQL 2.5% 指严重影响玻璃瓶美观的缺陷缺陷分类CRITICAL DEFECTS MAJOR DEFECTS MINOR DEFECTS AQL 0.015% AQL 0.65% AQL 2.5% Bird swing打电话 Spilt finish 瓶口微裂纹 Cold mould 凉模Fold of glass False bottom 假底 Blown out finish 口箍大Internal fused glass 内部粘玻璃 Chipped finish 炸口 Lap mark 皱纹Overpressed finish 口台 Chipped thread 炸口箍 Loading mark 下料纹 Spike 玻璃 Check under finish 揭脖 Washboard 搓板纹 Stuck plunger 口内毛刺Unfilled finish 口不真 Swung baffle 闷头线偏 Loose glass internally 内部碎玻璃 Line over finish 口平面倾斜 Wedged bottom 偏底……………….. Offset finish 口错缝 Blank seam 初模缝Body check 瓶身裂纹 Mould seam 成模缝Hot mould check 揭模缝 Offset mould seam 错缝Pinched neck 卡脖 Seed 灰泡……………….. Split shoulder 揭膀Thin side 身薄Split seamSplit bottomThin bottom 瓶底薄Over/under size body 瓶身直径超标Over/under height 瓶高度超标Ovality over maximum 容量超上限Over/under size finish 瓶口尺寸超标Over/under weight 重量超标Blister>3mm (diameter) 气泡>3mmStone 石头………………..4、SAMPLING PLANS: SINGLE SAMPLING PLAN FOR NORMAL INSPECTION LEVEL ?抽验方案:对于一般检验水平的一次抽验方案Ref: MIL STD 105D参照:MIL STD 105DAQL 0.015 % AQL 0.65 % AQL 2.50 %批量样本量代码样本量Ac Re Ac Re Ac Re1201-3200 K 125 2 3 7 83201-10000 L 200 3 4 10 1110001-35000 M 315 5 6 14 1535001-150000 N 500 7 8 21 22150001-500000 P 800 0 1 10 11Q 1250 14 15 500001及以上使用箭头下面第一个抽验方案使用箭头下面第一个抽验方案Ac接受数Re拒收数APPENDIX 附录DEFINITION OF CRITECAL DEFECTS 致命缺陷的定义CRETICAL DEFECTS 致命缺陷, BIRDSWING:A thread of glass across the inside of a container. 打电话:横联在玻璃瓶内部的玻璃丝。
玻璃瓶检验标准

1 主要内容及使用范围:本标准规定了本公司采购的玻璃瓶技术要求、检验项目、抽样与检验方法。
本标准适用于玻璃瓶的来货检验及品质判断之依据。
本标准未包括的内容,参照国家标准或行业标准。
2 引用标准GB2828.1 计数检验抽样程序GB4545 玻璃瓶罐内应力检验方法GB/T4547玻璃容器抗热震性和热震耐久性实验方法GB/T4548 玻璃瓶表面耐水侵蚀性能试验方法GB6552 玻璃瓶罐抗冲击力试验方法3 术语致命缺陷对人体安全或健康造成危害的不良,质量否决项。
A类缺陷严重缺陷,影响使用。
B类缺陷一般缺陷,重要外观指标C类缺陷轻微外观指标不合格可擦除污染用蘸取75%酒精溶液的毛巾,一次性可擦除且不能损伤包装材料本身外观的污染。
主视面在产品装配好后,正常置于水平面上,从标有产品名称和标志的水平正前方和垂直正上方目视所能观测到的范围。
非主视面除主视面以外的底面,背面,侧面和内表面。
理化性能玻璃的抗应力、耐水性、抗热震性等理化指标。
有害重金属铅、砷、汞、镉及六价铬。
4 技术要求4.1外观质量要求4.1.1异物不许有锈迹、油迹、水迹难以擦除的污染,瓶内不许有纸屑、昆虫、毛发、碎玻璃、金属、大量灰尘等异物。
4.1.2瓶口无大口、小口、裂纹、破损、毛刺;瓶颈无明显歪斜或移位,影响灌装及配合性。
4.1.3 螺纹须光滑平整,无变形、残缺、粗糙现象。
4.1.4 合模线不得有凸出明显、双合模线错位及尖锐毛刺等影响安全及配合性。
4.1.5 坐姿瓶底无凹凸变形及影响平稳性。
4.1.6 瓶身厚薄均匀在接收范围之内,厚度不小于1.5mm。
4.1.7瓶所有部位都不应有裂纹、裂缝及破损、。
4.1.8异色点主视面允许Φ≤0.5mm的I个或2个不集中点但不影响LOGO及版面;非主视面许Φ≤0.5mm的2个或3个不集中点但不影响版面。
4.1.9气泡主视面允许Φ≤0.5mm的1个或2个气泡但不影响LOGO及版面;非主视面允许Φ≤1mm的3个以下气泡且不影响版面;但不允许有破气泡。
玻璃瓶质量检验报告-玻璃瓶质量证明书
玻璃瓶质量检验报告-玻璃瓶质量证明书
1. 背景
根据您的委托,本次质量检验报告旨在对玻璃瓶进行质量评估,并提供玻璃瓶的质量证明书。
2. 检验过程
2.1 检验标准
本次检验遵循国家标准《玻璃瓶质量检验方法》(标准编号:XXXX)。
2.2 检验项目
根据上述标准,我们对玻璃瓶进行了以下检验项目:
- 瓶口尺寸和形状
- 瓶身外观
- 瓶底平整度和稳定性
- 瓶盖密封性
- 瓶体抗压性
2.3 检验结果
在符合上述检验项目的前提下,本次检验得出以下结果:
- 瓶口尺寸和形状:符合标准要求,无异常;
- 瓶身外观:表面光滑、无明显裂痕、无污渍;
- 瓶底平整度和稳定性:底部平整,稳定性较好;
- 瓶盖密封性:密封效果良好,无渗漏现象;
- 瓶体抗压性:通过抗压测试,达到标准要求。
3. 结论
根据以上检验结果,我们认为该批玻璃瓶质量良好,符合相关标准要求,可正常使用。
特此出具玻璃瓶质量证明书。
4. 签字
我司对玻璃瓶的质量检验结果负责,并签署以下人员名字:
- 检验员:XXX
- 质量控制主管:XXX
本报告仅适用于委托单位,未经许可不可复制、披露或向第三方使用。
以上为玻璃瓶质量检验报告和玻璃瓶质量证明书,如有任何疑问请随时与我们联系。
化妆品包材出货检验报告
化妆品包材出货检验报告一、引言化妆品包材是指用于包装化妆品的各种材料,如玻璃瓶、塑料瓶、金属瓶、纸盒、纸袋等。
对于化妆品企业来说,包材的质量直接关系到产品的安全性和形象,因此在出货之前进行检验是十分必要的。
二、检验项目1. 外观检验外观检验是对包材外观的检查,包括外观是否完整、无划痕、无变形等。
对于塑料瓶、玻璃瓶等容器,需要检查是否有气泡、破损或渗漏等问题。
此外,还要检查印刷质量,确保文字和图案清晰可辨。
2. 尺寸检验尺寸检验是对包材尺寸的测量和检查,包括容器的高度、直径、瓶口尺寸等。
尺寸检验的目的是保证包材与产品配套使用,确保产品能够正常装入包材中。
3. 包装材料检验对于纸盒、纸袋等包装材料,需要检查材质是否符合要求,如纸张的厚度、强度、韧性等。
此外,还要检查包装材料的印刷质量和加工工艺,确保产品包装的美观度和质感。
4. 材料成分检验化妆品包材中的材料成分对于产品的安全性至关重要。
通过对包材进行成分检验,可以确保包材不含有害物质,如铅、汞、镉等重金属,以及苯、甲醛等有害物质。
5. 包材稳定性检验包材的稳定性是指在产品生产、运输和使用过程中,包材是否能够保持原有的性能和外观。
通过对包材进行稳定性检验,可以评估包材的耐热性、耐冷性、耐压性等指标。
三、检验方法1. 目视检查法目视检查法是最常用的检验方法,通过肉眼观察包材的外观、尺寸、印刷质量等,判断是否符合要求。
对于外观问题较多或需要高精度测量的包材,可以使用放大镜或显微镜进行检查。
2. 物理测试法物理测试法是通过使用仪器和设备对包材进行各项指标的检测。
例如,可以使用卷尺、游标卡尺等工具对尺寸进行测量;使用压力计、温度计等仪器对稳定性进行测试。
3. 化学分析法化学分析法是对包材中的成分进行检测的方法。
可以使用红外光谱仪、质谱仪等仪器对包材的成分进行分析和鉴定,以确保包材不含有害物质。
四、检验标准化妆品包材的检验标准可以根据国家和行业的相关规定进行制定。
中硼硅玻璃瓶检测标准

1、目的明确中硼硅玻璃模制注射剂瓶的检测规程。
2、范围适用于中硼硅玻璃模制注射剂瓶的检测。
3、职责QC人员负责执行、QC 主管负责监督。
4、程序4.1外观取本品适量,在自然光线明亮处,正视目测。
应无色透明或棕色透明;表面应光洁、平整,不应有明显的玻璃缺陷;任何部位不得有裂纹。
4.2规格尺寸取本品适量,用量计工具对瓶子进行计量,应符合标准。
表1 中硼硅玻璃模制注射剂瓶尺寸要求(单位:mm)4.3鉴别4.3.1线热膨胀系数取本品适量,照平均线热膨胀系数测定法测定,应为(3.5~6.1)X10-6K-1(20~300℃)。
注:见原厂出厂检验报告。
4.3.2三氧化二硼含量取本品适量,照三氧化二硼测定法测定,含三氧化二硼应不得小于8%。
注:见原厂出厂检验报告。
4.4合缝线取本品适量,用游标卡尺检测,瓶口合缝线按凸出测量不得过0.1mm,其它部位合缝线测量不得过0.2mm。
注:见原厂出厂检验报告。
4.5 121℃颗粒耐水性取本品适量,照玻璃颗粒在121℃耐水性测定法和分级测定,应符合1级。
注:见原厂出厂检验报告。
4.6 98℃颗粒耐水性取本品适量,照玻璃颗粒在98℃耐水性测定法和分级测定,应符合HGB1级。
注:见原厂出厂检验报告。
4.7内表面耐水性取本品适量,照121℃内表面耐水性测定法和分级测定,应符合HC1级。
注:见原厂出厂检验报告。
4.8耐酸性取本品适量,照玻璃耐沸腾盐酸浸蚀性测定法第一法测定,应符合1级;注:见原厂出厂检验报告。
4.9耐碱性取本品适量,照玻璃耐沸腾混合碱水溶液浸蚀性测定法测定,应不低于2级。
注:见原厂出厂检验报告。
4.10耐热冲击取本品适量,照热冲击和热冲击强度测定法第一法测定,经受60℃温差的热震试验后不得破裂。
注:见原厂出厂检验报告。
4.11耐内压力取本品适量,照耐内压力测定法第一法测定,经受0.6Mpa的内压力试验后不得破裂。
注:见原厂出厂检验报告。
4.12内应力取本品适量,照内应力测定法测定,退火后的最大永久应力造成的光程差不得超过40nm/mm。
玻璃瓶检验报告

不许有内立棱;不许有封合面上影响密封Байду номын сангаас的折皱、合缝线和砂粒;口平面平行度不得过0.5mm;
厚度
瓶身最薄处不得少于2.0mm;瓶底不得少于3.5mm;同一瓶底的厚薄差不得过1倍;
光洁度
不许有严重明显的皱纹、模具氧化印、冷斑
耐热急变
急冷温差≥35℃时,不破裂
耐稀酸侵蚀
酸性溶液应呈红色
规格大小
检验结论
不透明沙粒
0.3~1mm,周围无裂纹,轻击不破的不得过1个
气泡
玻璃内气泡,1mm<直径<6mm不得过1个;不许有表面破气泡的;瓶口封合面上不许有1mm以上的气泡;在瓶壁上任一平方厘米内1mm以下能目测的气泡不得过1个;
裂纹
不许有明显折光的裂纹
合缝线
不许有尖锐刺手的;按凸出测量不得过0.2mm;不许有初形模合缝线明显的;
____玻璃瓶检验报告
检验人:审核人:采供部:生产班长:
回购日期
回购数量
包装规格
检验日期
取样数量
进料批号
供应厂商
取样人
检验项目
标准规定
检验结果
单项判定
外观要求
1瓶体不许有锈迹.油迹.水迹难以擦除污迹,瓶内不许有纸屑.昆虫.毛发.碎玻璃.金属.大量灰尘等异物;2瓶口无大口.小口.裂纹.破损.毛刺;3瓶颈无明显歪斜或移位,不影响灌装及配合度。
垂直轴偏离
不得过2mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检验人:审核人:采供部:生产班长:
不透明沙粒
0.3~1mm,周围无裂纹,轻击不破的不得过1个
气泡
玻璃内气泡,1mm<直径<6mm不得过1个;不许有表面破气泡的;瓶口封合面上不许有1mm以上的气泡;在瓶壁上任一平方厘米内1mm以下能目测的气泡不得过1个;
裂纹
不许有明显折光的裂纹
合缝线
不许有尖锐刺手的;按凸出测量不得过0.2mm;不许有初形模合缝线明显的;
回购日期
回购数量
包装规格
检验日期
取样数量
进料批号
供应厂商
取样人检Leabharlann 项目标准规定检验结果
单项判定
外观要求
1瓶体不许有锈迹.油迹.水迹难以擦除污迹,瓶内不许有纸屑.昆虫.毛发.碎玻璃.金属.大量灰尘等异物;2瓶口无大口.小口.裂纹.破损.毛刺;3瓶颈无明显歪斜或移位,不影响灌装及配合度。
垂直轴偏离
不得过2mm
瓶口
不许有内立棱;不许有封合面上影响密封性的折皱、合缝线和砂粒;口平面平行度不得过0.5mm;
厚度
瓶身最薄处不得少于2.0mm;瓶底不得少于3.5mm;同一瓶底的厚薄差不得过1倍;
光洁度
不许有严重明显的皱纹、模具氧化印、冷斑
耐热急变
急冷温差≥35℃时,不破裂
耐稀酸侵蚀
酸性溶液应呈红色
规格大小
检验结论