DIN 4768-1990 用电接触式记录仪测定粗糙度特征值
粗糙度检测方法及评定【干货技巧】
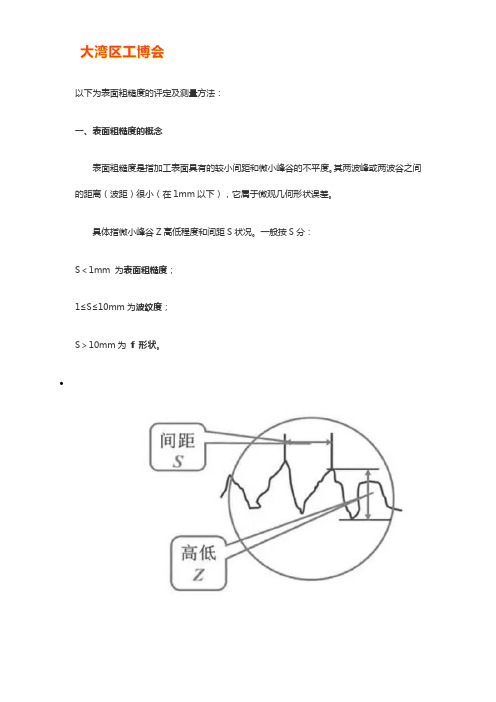
以下为表面粗糙度的评定及测量方法:一、表面粗糙度的概念表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。
具体指微小峰谷Z高低程度和间距S状况。
一般按S分:S<1mm 为表面粗糙度;1≤S≤10mm为波纹度;S>10mm为f 形状。
•二、VDI3400、Ra、Rmax对照表国家标准规定常用三个指标来评定表面粗糙度(单位为μm):轮廓的平均算术偏差Ra、不平度平均高度Rz和最大高度Ry。
在实际生产中多用Ra指标。
轮廓的最大微观高度偏差Ry在日本等国常用Rmax符号来表示,欧美常用VDI指标。
下面为VDI3400、Ra、Rmax 对照表。
三、表面粗糙度形成因素表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动、电加工的放电凹坑等。
由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。
四、表面粗糙度对零件的影响主要表现影响耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大,摩擦阻力越大,磨损就越快。
影响配合的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了连接强度。
影响疲劳强度。
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
影响耐腐蚀性。
粗糙的零件表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。
影响密封性。
粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。
影响接触刚度。
接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。
机器的刚度在很大程度上取决于各零件之间的接触刚度。
影响测量精度。
零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是在精密测量时。
最新DIN_4768-1990_用电接触式记录仪测定粗糙度特征值Ra、Rz、Rmax—术语_测量条件_中文译文汇总

D I N_4768-1990_用电接触式记录仪测定粗糙度特征值R a、R z、R m a x—术语_测量条件_中文译文DK 62-408.8: 621.9.05 德国标准1990年5月a z R max:术语,测量条件替代DIN 4768 第1部分-08.74与国际化标准组织发布的国际标准ISO 3274:1975和ISO 4288之间的关系见注释。
单位:mm1 应用范围该标准规定了通过具有电传输、高通滤波和分析功能的接触式尖笔记录仪来测定技术表面的可比粗糙度测量值的术语和测量条件。
备注:波纹度和其它的形状偏差不属本标准范畴。
但是在某些功能情况,它对表面适用性的影响比起其对表面粗糙度的影响来说可能会更大。
2 术语按照DIN 4760、DIN 4762以及DIN 4777中用相位校正滤波器测量粗糙度中的术语。
此外,按照2.1和2.2中的术语。
2.1 滤波器(高通滤波器)滤波器为轮廓滤波器1,根据滤波器特性曲线,实际轮廓的长波部分只有部分或根本就不计入粗糙度轮廓或测量结果。
按照极限波长称之为滤波器。
备注:在文献中,滤波器也叫做波分离器或斩波器。
图1:表面粗糙度轮廓的平均峰谷高度图R z2.2 测量段2.2.1 初试段(见图1)初试段是投影垂直于中线、不用来分析的接触段的长度。
刚开始的瞬态过程必须在初试段内逐渐消失。
2.2.2 总测量段l m(见图1)总测量段是投影垂直于中线、直接用来分析表面粗糙度轮廓部分的长度。
2.2.3 各具体的测量段l e(见图1)各具体的测量段为总测量段l m的五分之一。
备注:各具体的测量段l e相当于DIN 4762/01.89中的基准段l。
2.2.4 后续段(见图1)后续段是投影垂直于中间直线、不再用来分析的描画段的表面粗糙度轮廓的最后一部分的长度。
2.2.5 描画段l r(见图1)描画段等于初试段、总测量段l m和后续段的总和。
2.3 粗糙度特征值本标准意义中的粗糙度特征值从表面粗糙度轮廓1)中得出。
食品包装塑料薄膜技术标准制定
食品包装塑料薄膜技术标准制定确保包装材料到货质量,重要是有一个材料到货质量检测标准指标。
1.外观与尺寸外观塑料薄膜的外观主要包括薄膜清洁度、平整度和色相等。
清洁度是指薄膜中不应有杂质、异点、油污等;平整度是指膜卷外表应平整光洁,无皱折,无暴筋、凹坑,膜卷端面齐整等;色相是指薄膜无色差,色泽均匀。
外观的检测通常是采用肉眼目测法在自然光线或日光灯下进行观测。
尺寸尺寸主要是指塑料薄膜的厚度,其次是薄膜的宽度和长度。
塑料薄膜厚度可按照CB/T6672-2001?塑料薄膜和薄片厚度测定-机械测量法?检测,试验室常采用立式光学仪或其它高精度接触式测厚仪进行薄膜厚度离线测量,其测量精度为微米。
对于薄膜生产线上的薄膜,由于生产线是高速、连续化生产,一般采用β-射线、近红外线等测厚仪进行非接触式测量。
此类测厚仪不仅测量精度高,响应速度快,而且还能自动进行厚度反响,不断修正厚度的偏差,使薄膜的厚度到达最正确状态。
2.物理性能包装用塑料薄膜的物理性能包括物理机械性能、光学性能、热性能、阻隔性能等。
物理机械性能拉伸强度:这是塑料薄膜最重要的力学性能,它表示在单位面积的截面上所能承受的拉力。
在塑料薄膜中,聚酯薄膜〔BOPET〕的拉伸强度最高,一般可达200Mpa以上,是聚乙烯〔PE〕薄膜的9倍。
断裂伸长率:表示一定长度薄膜的单位截面承受最大拉力发生断裂时的长度减去薄膜原来长度与原来长度之比。
断裂伸长率表示薄膜的韧性。
BOPET 薄膜的断裂伸长率在100%左右。
弹性模量:是一个重要的力学性能指标。
在弹性范围内纵向应力与纵向应变之比叫做弹性模量,也称杨氏模量。
BOPET薄膜的弹性模量在4000 MPa以上。
塑料薄膜的拉伸强度和断裂伸长率的测试方法按照GB/T13022-91?塑料薄膜拉伸性能试验方法?进行。
试样采用长150mm,宽〔〕mm的长条形,夹具间距离为100mm,拉伸速度〔100±10〕mm/min,分别测试纵向、横向试样各5条。
精度设计第三章表面粗糙度

用去除材料方法获得的表面, Rz3.2max Ra的上限值为3.2μm,下限值为 Rz1.6min
用去除材料方法获得的表面 粗糙度, Rz的最大值为3.2μm,
1.6μm。
最小值为1.6μm。
2、表面粗糙度代号及标注(4)
(4)表面粗糙度的其它规定
根据零件表面的功能需要和表面粗糙度高度参数值的测量要求等 ,还可以对表面粗糙度的标注作出其它一些规定,包括l、S、Sm 、tp、指定加工方法、加工纹理方向的控制和加工余量等。
(1)定义
在取样长度内,5个最大的轮廓峰高ypi平均值与5个最大轮廓
谷深yvi平均值之和。即: 5
5
5
5
ypi yvi
Rz i1
i 1
5
或
Rz
hi
i 1
5
hj
j 1
1、微观不平度十点高度Rz
特点 优点:简单、直观
Rz
Rz
缺点:不反映形状
2、轮廓算术平均偏差Ra
定义:
在取样长度内,被测实际轮廓上各点至轮廓中线距离绝对值的 算术平均值,即
2、表面粗糙度代号及标注(7)
表面粗糙度标注方法示例
➢在同一图样上,每一表面一 般只标注一次符号、代号。
➢表面粗糙度符号、代号一般 注在可见轮廓线、尺寸界线、 引出线或它们的延长线上。
➢符号的尖端必须从材料外指 向表面
➢当零件的大部分表面具有相 同的表面粗糙度要求时,统一 注在图样的右上角,并加“其 余”二字
3.2max
GB 131-93:Ra 3.2μm为最大允许值
GB 131-93规定: ➢当允许在表面粗糙度参数的所有实测值中,超过规定值的个 数少于总数的16%时,应在图中标注表面粗糙度参数的上限值 或下限值; ➢当要求在表面粗糙度参数所有实测值不允许超过规定值时, 应在图样上标注表面粗糙度参数的最大值或最小值。
表面粗糙度测量仪
型号 AKS No. 06960002 横向斧形测头,测量小轴(最大直径 10 mm),尖锐 边缘等
型号 BOS No. 06960003 测量小轴的测头(直径从 2.5 mm 起)
J-4
表面粗糙度测量仪
型号: CCS No. 06960004
• 最多可存储最后 50 个测量值
• 驱动单元有的具有导头,有的没有
• 容易更换的测头(霍耳效应技术)
销售项目
粗糙度测量仪
电磁兼容 塑料包装箱 合格证
06930000 06930001 06930002 06930003
Rugosurf 100 S,测头带有导头 Rugosurf 100 SF,测头没有导头 Rugosurf 100 S-CNOMO,测头带有导头 Rugosurf 100 SF-CNOMO,测头没有导头
• 易用的参数选择开关。
• 数字显示可方便快捷地读取结果。
• 具有数字输出,可方便地把数值直接传输到 TESA SPC 打印机或计算机。
测头的四个位置
铸造硬铝外壳
操作温度范围: 10 °C - 45 °C
存储温度: –20 °C - 65 °C 不配测头的主体设 备尺寸: 140 x 76 x 25 mm 不配测头主体设备 重量:≈ 435 g
06960021 06960022 06960023 06960024 06960025 06960026
06960027 06960028 06960029 04765008
EX100 RS-3 RS-0.8 RSGM RSGH RSGL
MESU AMU CP90
加长杆,100 mm (仅用于 STS 测头) 粗糙度样板,标称值为 Ra = 3 µm,3% (作为标准) 参考样板,标称值为 R = 0.7-0.8 µm,8%
畜禽屠宰加工设备 通用要求-最新国标

畜禽屠宰加工设备通用要求1范围本文件规定了畜禽屠宰加工设备的基本要求、加工要求、装配要求、安装要求、安全要求、检查与试验要求、检验规则及标志、包装、运输和贮存要求。
本文件适用于畜禽屠宰加工设备的设计、制造、安装、检验和使用管理。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T116铆钉技术条件GB/T150.1压力容器第1部分:通用要求GB/T150.4压力容器第4部分:制造、检验和验收GB/T191包装储运图示标志GB/T491钙基润滑脂GB/T492钠基润滑脂GB/T1031产品几何技术规范(GPS)表面结构轮廓法表面粗糙度参数及其数值GB/T1348球墨铸铁件GB/T1731漆膜、腻子膜柔韧性测定法GB/T1732漆膜耐冲击测定法GB/T1740—2007漆膜耐湿热测定法GB/T2100一般用途耐蚀钢铸件GB2894安全标志及其使用导则GB/T3323.1焊缝无损检测射线检测第1部分:X和伽马射线的胶片技术GB/T3766液压系统通用技术条件GB/T3767声学声压法测定噪声源声功率级反射面上方近似自由场的工程法GB/T3768声学声压法测定噪声源声功率级反射面上方采用包络测量表面的简易法GB/T4208外壳防护等级(IP代码)GB4853食品级白油GB/T5210色漆和清漆拉开法附着力试验GB/T5226.1机械电气安全机械电气设备第1部分:通用技术条件GB5749生活饮用水卫生标准GB/T6400金属材料线材和铆钉剪切试验方法GB/T6414铸件尺寸公差与机械加工余量GB/T6576机床润滑系统GB/T6739色漆和清漆铅笔法测定涂膜硬度GB/T7932气动系统通用技术条件GB/T7935液压元件通用技术条件GB/T8196机械安全防护装置固定式和活动式防护装置设计与制造一般要求GB/T9438铝合金铸件GB/T9439灰铁铸件GB/T9440可锻铸铁件GB/T10089圆柱蜗杆、蜗轮精度GB/T10095.1圆柱齿轮ISO齿面公差分级制第1部分:齿面偏差的定义和允许值GB/T10095.2圆柱齿轮ISO齿面公差分级制第2部分:径向综合偏差的定义和允许值GB/T10595带式输送机GB11341悬挂输送机安全规程GB/T11351铸件重量公差GB/T11365锥齿轮精度制GB/T12265机械安全防止人体部位挤压的最小间距GB/T13306标牌GB/T13384机电产品包装通用技术条件GB/T13452.2色漆和清漆漆膜厚度的测定GB/T13819铜及铜合金铸件GB15179食品机械润滑脂GB16798食品机械安全要求GB17888.2机械安全进入机械的固定设施第2部分:工作平台和通道GB17888.3机械安全进入机械的固定设施第3部分:楼梯、阶梯和护栏GB/T18194铆钉杆径GB50168电气装置安装工程电缆线路施工及验收标准GB50270输送设备安装工程施工及验收规范GB50317猪屠宰与分割车间设计规范GB51219禽类屠宰与分割车间设计规范GB51225牛羊屠宰与分割车间设计规范JB/T7277操作件技术条件JB/T9168切削加工通用工艺守则3术语和定义下列术语和定义适用于本文件。
电镀与精饰技术标准及常用国家标准
电镀与精饰技术标准(国标)与国际标准ISO序号标准号标准名称等效采用国际标准ISO标号________________________________________________________________01 GB3138-82 电镀常用名词术语02 GB/T4342-91 金属显微维氏硬度试验方法03 GB4955-85 金属覆盖层厚度测量阳极溶解库仑方法 2177-197204 GB4956-85 磁性金属基体上非磁性覆盖层厚度测量磁性方法 2178-198205 GB4957-85 非磁性金属基体上非导电覆盖层厚度测量涡流方法 2360-198206 GB5270-85 金属基体上的金属覆盖层厚(电沉积层和化学沉积层)附着强度试验方法07 GB5926-86 轻工产品金属镀层和化学处理层的外观质量测试方法08 GB5931-86 轻工产品金属镀层和化学处理层的厚度测试方法β射线反向散射法 3543-198109 GB5932-86 轻工产品金属镀层和化学处理层的耐磨试验方法10 GB5935-86 轻工产品金属镀层的孔隙率测试方法11 GB5936-86 轻工产品黑色金属化学保护层的测试方法浸渍点滴法12 GB5937-86 轻工产品镀锌白色钝化膜的存在试验及耐腐蚀试验方法13 GB5943-86 轻工产品金属镀层和化学处理层的抗变色腐蚀试验方法硫化氢试验法14 GB5945-86 轻工产品铝或铝合金氧化处理层的测试方法15 GB6458-86 金属覆盖层中性盐雾试验(NSS试验) 3768-197616 GB6459-86 金属覆盖层醋酸盐雾试验(ASS试验) 3769-197617 GB6460-86 金属覆盖层铜加速醋酸盐雾试验(CASS试验) 3770-197618 GB6461-86 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级 4540-198019 GB6462-86 金属和氧化物覆盖层横断面厚度显微镜测量方法 1463-198220 GB6463-86 金属和其他无机覆盖层厚度测量方法评述 3882-198621 GB6464-86 金属和其他无机覆盖层静置户外曝晒腐蚀试验一般规则 4542-198122 GB6465-86 金属和其他无机覆盖层腐蚀膏腐蚀试验(CORR试验) 4541-197823 GB6466-86 电沉积铬层电解腐蚀试验(EC试验) 4539-198024 GB9789-88 金属和其他非有机覆盖层通常疑露条件下的二氧化硫腐蚀试验 6988-198525 GB9790-88 金属覆盖层及其他有关覆盖层维氏和努氏显微硬度试验 4516-198026 GB9791-88 锌和镉上铬酸盐转化膜试验方法 3613-8027 GB9792-88 金属材料上的转化膜单位面积上膜层质量的测定重量方法 3892-8028 GB9797-88 金属覆盖层镍+铬和铜+镍+铬电镀层 1456-197429 GB9798-88 金属覆盖层镍电镀层 1458-197430 GB9799-88 金属覆盖层钢铁上的锌电镀层 2018-197331 GB9800-88 电镀锌和电镀镉层的铬酸盐转化膜 4520-8132 GB10124-88 金属材料实验室均匀腐蚀全浸试验方法33 GB10125-88 人造气氛中的腐蚀试验盐雾试验(SS试验) ISO/DIS922T34 GB11376-89 金属的磷酸盐转化膜35 GB11377-89 金属和其它无机覆盖层储存条件下腐蚀试验的一般规则 4543-198136 GB11378-89 金属覆盖层厚度轮廓尺寸测量方法 4518-198037 GB11379-89 金属覆盖层工程用铬电镀层 6158-198438 GB12304-90 金属覆盖层工程用金和金合金电镀层 4523-198539 GB12305.1-90 金属覆盖层金和金合金电镀层的试验方法第一部分镀层厚度测定 4524/1-198540 GB12305.2-90 金属覆盖层金和金合金电镀层的试验方法第二部分环境试验 4524/2-198641 GB12305.3-90 金属覆盖层金和金合金电镀层的试验方法第三部分孔隙的电图象试验4524/3-198542 GB12305.4-90 金属覆盖层金和金合金电镀层的试验方法第四部分金含量的测定 4524/4-198543 GB12305.5-90 金属覆盖层金和金合金电镀层的试验方法第五部分结合强度试验 4524/5-198544 GB12306-90 金属覆盖层工程用银和银合金电镀层 4521-198545 GB12307.1-90 金属覆盖层银和银合金电镀层的试验方法第一部分镀层厚度的测定 4522/1-198546 GB12307.2-90 金属覆盖层银和银合金电镀层的试验方法第二部分结合强度试验 4522/2-198547 GB12332-90 金属覆盖层工程用镍电镀层 4526-198548 GB12333-90 金属覆盖层工程用铜电镀层49 GB12334-90 金属和其它无机覆盖层关于厚度测量的定义和一般规则 2064-198050 GB12335-90 金属覆盖层对底材呈阳极性的覆盖层腐蚀试验后的试样评级51 GB12336-90 腐蚀数据统计分析标准方法52 GB12599-90 金属覆盖层锡电镀层 2093-198653 GB12600-90 金属覆盖层塑料上铜+镍+铬电镀层 4525-198554 GB12609-90 电沉积金属覆盖层和有关精饰计数抽样检查程序 4519-198555 GB/T12610-90 塑料上电镀层热循环试验 4525-198556 GB/T12611-90 金属零(部)件镀覆前质量控制技术要求57 GB/T12612-90 多功能钢铁表面处理液通用技术条件58 GB6808-86 铝和铝合金阳极氧化着色阳极氧化膜耐晒度的人造光加速试验 2135-8459 GB8013-87 铝和铝合金阳极氧化阳极氧化膜的总规范 7599-198360 GB8014-87 铝和铝合金阳极氧化阳极氧化膜厚度的定义和有关测量厚度的规定 2164-1980适用国家标准常用国家标准CNS 3627、 3385、 4159、7669、 8886JIS D0201、 H8502、H8610、K5400、Z2371ISO 3768、 3769、 3770ASTM 8117、B268常用国家标准对照表CNS:中国国家标准ISO:国际标准组织MILSTO:美国国防部JIS:日本工业标准NACE:腐蚀工程协会ASTM:美国材料实验协会DIN:德国标准协会IEC:国际电工委员会BS:英国标准协会。
涂层机械性能检测相关国家标准

打磨性
《涂膜、腻子膜打磨性测定法》(GB/T 1770-2008)
9
邵氏硬度
《塑料和硬橡胶使用硬度计测定压痕硬度(邵氏硬度)》(GB/T 2411-2008)
橡胶硬度
《硫化橡胶或热塑性橡胶压入硬度试验方法第1部分:邵氏硬度计法(邵尔硬度)》
(GB/T 531.1-2008)/(ISO 7619-1:2010)
44
施工性(重涂适应性)
GB/T 6748-2008中5.14;GB/T 9755-2001中5.4;
HG/T 2592-94中6.3;JG/T 3049-1998中5.5
HG/T 3346-1999中4.9
45
初期干燥抗裂性
GB/T 9779-2015中6.10;JG/T 24-2000中6.8
46
31
不透水性
《建筑防水涂料试验方法》
(GB/T 16777-2008中15)
32
电阻率
《石油罐导静电涂料电阻率测定法》
(GB/T 16906-1997)
33
击穿强度
《绝缘漆漆膜击穿强度测定法》(HG/T 3330-2012)
34
体积电阻、表面电阻
《绝缘漆漆膜体积电阻系数和表面电阻系数测定法》(HG/T 3331-2012)
《用便携式拉开法附着力测试仪测试混凝土涂层的拉开法附着力强度的试验方法》
(ASTM D 7234-05)
《涂料和清漆划格试验》
(ISO 2409-2007)
3
腻子膜柔韧性
《腻子膜柔韧性测定法》(GB/T 1748-1979(1989))
4
弯曲试验
《色漆和清漆弯曲试验(圆柱轴)》
(GB/T 6742-2007)(ISO 1519:2011)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
a
z max 术语,测量条件 部分-08.74
与国际化标准组织发布的国际标准ISO 3274:1975和ISO 4288之间的关系见注释。
单位:mm
1 应用范围
该标准规定了通过具有电传输、高通滤波和分析功能的接触式尖笔记录仪来测定技术表面的可比粗糙度测量值的术语和测量条件。
备注:波纹度和其它的形状偏差不属本标准范畴。
但是在某些功能情况,它对表面适用性的影响比起其对表面粗糙度的影响来说可能会更大。
2 术语
按照DIN 4760、DIN 4762以及DIN 4777中用相位校正滤波器测量粗糙度中的术语。
此外,按照2.1和2.2中的术语。
2.1 滤波器(高通滤波器)
滤波器为轮廓滤波器1,根据滤波器特性曲线,实际轮廓的长波部分只有部分或根本就不计入粗糙度轮廓或测量结果。
按照极限波长称之为滤波器。
备注:在文献中,滤波器也叫做波分离器或斩波器。
图1:表面粗糙度轮廓的平均峰谷高度图R z
2.2 测量段
2.2.1 初试段(见图1)
初试段是投影垂直于中线、不用来分析的接触段的长度。
刚开始的瞬态过程必须在初试段内逐渐消失。
2.2.2 总测量段l m (见图1)
总测量段是投影垂直于中线、直接用来分析表面粗糙度轮廓部分的长度。
2.2.3 各具体的测量段l e (见图1)
各具体的测量段为总测量段l m 的五分之一。
备注:各具体的测量段l e 相当于DIN 4762/01.89中的基准段l 。
2.2.4 后续段(见图1)
后续段是投影垂直于中间直线、不再用来分析的描画段的表面粗糙度轮廓的最后一部分的长度。
2.2.5 描画段l r (见图1)
描画段等于初试段、总测量段l m 和后续段的总和。
2.3 粗糙度特征值
本标准意义中的粗糙度特征值从表面粗糙度轮廓1)
中得出。
2.3.1 算术平均粗糙度值R a
算术平均粗糙度值是基准段l 2内轮廓偏差y 的绝对值的算术平均值。
()dx x y l R l
a ⎰=0
1
备注1:这相当于长等于基准段长度l 且面积等于表面粗糙度轮廓和中线之间面积之和的矩形的高。
∑∑=ui oi
A A
∑∑∑+=ui oi
A A g
图2:算术平均粗糙度值 R a
备注2:按照DIN 4775和ISO 4288:1985,R a 和R z 直至16%时表面上所测的各具体值允许大于规定的极限值。
2.3.2 各表面峰谷高度Z i (Z i Δ Z 1~Z 5)(见图1)
具体的粗糙高度为平行于中心线的两条直线之间的距离,它在具体的测量段内在最高点或最低点与表面粗糙轮廓接触。
2.3.3 平均峰谷高度R z
平均峰谷高度为5段彼此相邻的测量段的表面峰谷高度的算术平均值。
备注1:按照ISO 4287/1:1984和DIN 4762,该特征参数的缩写符号为R ys 。
备注2:本标准中的R z 定义与ISO 4287/1:1984中的定义不一致。
如有必要,使用缩写符号R z DIN 或R z ISO ,以示区别。
因测量技术的原因,测量ISO 4287/1: 1984中的特性参数R z 应用DIN 4768中适用于R z DIN 的测量条件变得越来越普遍。
这也适用于ISO 4288:1985中的规定。
当规定的R z ISO 最大值不超过R z DIN ,该规定的R z ISO 可视为遵守规定。
详细说明见DIN 4762/01.89第5.7至5.9中的说明。
备注3:见2.3.1中的备注。
2.3.4 最大的表面峰谷高度R max (见图1)
最大的表面峰谷高度为整个测量段所测得的表面峰谷高度的最大值Z i 。
备注1:按照DIN 4775和ISO 4288:1985,各测量所得的R max 值不得超过所规定的极限值。
这在诸如交互变化的表面也必须满足。
备注2:按照ISO 4287/1:1984和ISO 4288:1985,该特征参数的缩写符号为R y max 。
3 测量条件
3.1 描画记录方向
必须在出现最大粗糙度值的方向进行描画记录。
特殊情况时务必就描画记录方向进行协商。
3.2 极限波长λc,测量段长度l e
3.2.1周期性外形轮廓(车削和刨削等)的极限波长λc,测量段长度l e和总测量长度l m
为周期性外形轮廓时,适用于表1中的规定。
表1:表面波纹间距配合
可以通过表面轮廓简图或对工件的10个表面波纹宽度进行测量确定表面波纹间距。
3.2非周期性外形轮廓(研磨、圆周铣削、无过梁端面铣削、铰孔、成型等见表2或表3)的极限波长λc,测量段长度l e和总测量长度l m
表2:平均表面峰谷高度R z配合
非周期性外形轮廓时,表2中的配合适用于R z的测量,表3中的配合适用于R a的测量。
周期性外形轮廓R max的测量时,极限波长取决于R a。
对于表2和表3的实际应用来说,可通过目测法估计工件或外形轮廓记录中的粗糙度值,以得出极限波长。
当表面含有重叠的波纹时,可能出现:极限波长为0.25 mm时所测得的平均表面峰谷高度R z < 0.5μm,极限波长为0.8 mm时所测得的平均表面峰谷高度R z > 0.5μm。
在这种极限情况,适用较小的粗糙度值。
同样适用于0.1μm、10μm、50μm的R z值和相应极限情况下相关的R a。
3.3 测量段
如果工件不符合表1至表3总测量段为5.l e的规定,也可以应用各具体测量段数较少的
总测量段。
随后在给出粗糙度值时必须对此做出说明,例如当l m = 3.l e时,R a =1.1μm。
如果因特殊原因必须给出不同于表1至表3中的极限波长配合,在给出粗糙度值时必须规定,例如λc=0.25 mm时,R a= 1.1μm。
3.4 适用于仲裁情况的附加条件
如果预计的粗糙度值大于Rz = 2μm或大于R a=0.4μm时,仲裁时需使用按照DIN 4772标准、描画记录最大半径为5μm的参考面描画记录系统。
小于预计的粗糙度值时使用描画记录最大半径为2μm的描画记录系统。
引用标准
DIN 4760 外形轮廓偏差;术语,分级系统
DIN 4762 表面粗糙度;术语,表面及其特性参数;等同于ISO 4287/1:1984
DIN 4772 按照描画记录法测量表面粗糙度用电描画记录器
DIN 4775 工件表面粗糙性检测;目检和描画记录比较,描画记录法
DIN 4777 表面测量技术;电描画记录器中所使用的外形轮廓滤波器;相校正滤波器ISO 4287/1:19843英文版:表面粗糙度;术语-第1部分:表面及其特性参数
德文版:表面粗糙度;术语-第1部分:表面及其特性参数
ISO 4288:19853)英文版:使用接触式记录仪测量表面粗糙度的规则和程序
德文版:使用电描画记录器测量表面粗糙度的固定和程序
其它标准
ISO 3274:19753)英文版:轮廓法表面粗糙度测量用仪器,接触尖笔记录仪,具有连续
的外形轮廓传输的描画记录仪,描画记录仪,M系统
德文版:轮廓法表面粗糙度测量用仪器;具有连续的外形轮廓传输的
描画记录仪,描画记录仪,M系统
旧版本:
DIN 4768第1部分:1970年10月,1974年8月。
修订:
较之DIN 4768 第1部分/08.74,做了以下修正:
a)删除了有关滤波器的规定,相关规定见DIN 4777。
b)为使用DIN 4777标准中相校正的滤波器或至今常用的2 RC-滤波器时得到可比结
论,仅对表面波纹距的分级做了极小修正。
详见说明。
c)增加了3.4仲裁调节。
d)编辑上的修订。
注释:
在DIN 4768 Teil 1/08.74标准化的滤波器为2 RC-滤波器,从此被符合DIN 4777标准的相校正滤波器所取代。
从而互补滤波器既可用于粗糙度测量,又可用于DIN 4774中波纹度测量。
对表1中的极限波长配合做了一些修改,以便同一配合适用于波纹度测量。
符合DIN 4777标准的相校正滤波器方面的修订以及表1中的配合变动实际上对粗糙度特征参数R max、R z和R a没有影响,也就是说新测量仪器和旧测量仪器可以配合使用。
国际上也出现了这样的发展趋势。
在ISO/TC 57中推荐DIN 4777和本标准的表1至表3用作ISO 3274:1975和ISO 4288:1985的修正。
国际专利分类
3通过Beuth Verlag GmbH(出版公司)(国外标准销售)可以获得,地址:Burggrafenstraße 6, 1000
G 01 B。