液压阀孔的加工技术
优化液压阀体安全阀孔加工工艺

莫克公 司特有的液压 阀体加 工理 念
及相应 的刀具技术 。通过采用此 种
刀具优 化方案 ,不仅 可以提高孔 的 加 工质量 ,而且可以大 大提高加 工 效率 ,从而 降低单件 的总体加工成
本。
液压 阀体 安全阀孔加工 难 点及原 工艺 分析
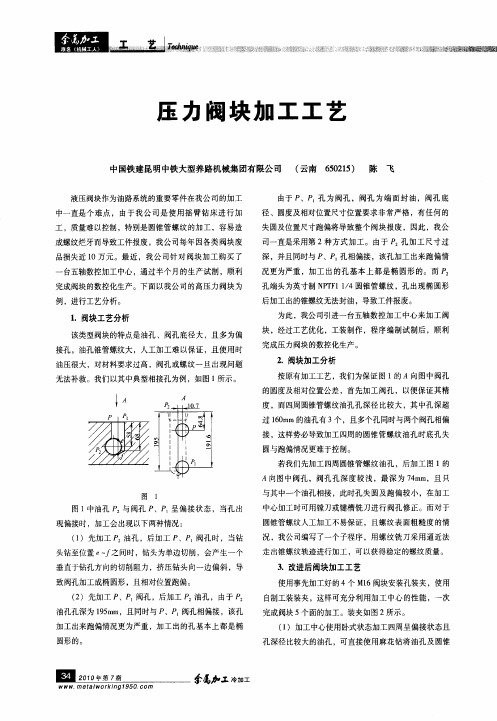
图1 为典 型 的液 压 阀体 安全 阀 孔 ,材料 为HT 5 ,为 无预铸孔加 20 图1 液压阀体安全阀孔
轴 度和 圆度要 求 ,并使孔 内壁保持 1u , m的粗 糙度 ,是个 比较大 的难 6
题 。但 只 有 保 证这 样 的公 差 要 求 才 能生产 出性能 优越的 阀体产 品。 而 且 ,客 户产量 每年 达到 1 0 0 0 5 0
件 ,要求生产节 拍也很高 ,效 率必
须得 到提 高。
低到11 .。
() 1m /1mm 三 刃阶梯 钻加 工 5 和 8 m孔 ,一步成形 , 1  ̄ 5 m ̄ 8 1mm 1m
包括倒角等 ,如 图2 所示 。
v =1 5 s c 4 m/ .Fn 0 4.n= 9 0 / n = . 20r mi
( ) 有 效 提 高 了 加 工 效 4 率 ,减 少 了加 工节 拍 。整 个 孔
工 。从 图中可以看 出 ,它对表面粗
糙度 、直径 公差都有很 高的要求 。
客户的加工工艺分析如下 :
( )中心钻。 1
因为客 户原来加工 的阀体装 配后 , 总有很大 的噪声 ,整机 内泄严重 ,
所 以 客 户 还对 8 mm/ 9  ̄ mm有 同
( )0 48 2 1. mm预锄 1mm和 5
( )整个 阀体性 能 得到 很 3
尤尼莫克的优化方案及特点
液压控制阀的材料及工艺要求

液压控制阀的材料及工艺要求液压阀中阀芯、阀套等精密零件一般选用45钢、40Cr、Cr12MoV、12CrNi3A、18CrNiWA及GCr15等高级工具钢、高合金结构钢、优质钢及轴承钢等材料。
要求材料具有良好的耐磨性、线胀系数和变形量小等优点。
为了提高阀芯的耐磨性,必须使材料表面达到一定的硬度(一般要求硬度大于58HRC),因而,针对不同的材料可选用淬火、渗碳、渗氮等不同的热处理手段。
水压阀中阀芯的材料除了要求能达到较高的硬度外,还应有良好的耐淡水或海水腐蚀性能。
虽然奥氏体不锈钢的耐腐蚀性能较好,但难以通过热处理提高材料的表面硬度。
一般可选用2Cr13、1Cr17Ni2等马氏体不锈钢、0Cr17NiCu4Nb等沉淀硬化不锈钢或工程陶瓷作为水液压阀阀芯的材料,其中马氏体不锈钢只能用于淡水。
0Cr17NiCu4Nb是一种高强度不锈钢,其抗腐蚀性能接近1Cr18Ni9Ti奥氏体不锈钢。
该不锈钢加工时一般先进行固溶处理,在精密加工前进行沉淀强化处理(当时效温度在420°C,保温10h以上时,可获得最高硬度)。
水压阀中阀套的材料首先应具有良好的耐腐蚀、磨损性能。
此外,阀套与阀芯材料的合理搭配也十分重要,应防止阀套与阀芯材料发生粘着磨损、腐蚀磨损等,以提高水压阀的寿命和工作可靠性。
阀套一般可选用耐腐蚀性好的QA19-4青铜或高分子材料,其中高分子材料应具有强度高、耐磨性好、线胀系数小、吸水率低、加工性能好等特点。
油压阀中阀体的材料多为灰铸铁或孕育铸铁(HT20-40、HT30-54)。
水压阀阀体的材料可选用2A50、2A14等锻铝,加工后对铝件表面进行阳极氧化处理。
也可采用1Cr18Ni9Ti等奥氏体不锈钢材料。
阀类元件要求阀芯在阀体孔内移动灵活,工作可靠,泄露小且寿命长。
通常各种滑阀的配合间隙一般为0.005~0.035mm,配合间隙公差为0.005~0.015mm。
其圆度和圆柱度的公差一般为0.002~0.008mm。
液压阀阀孔加工工艺探析

在液压阀中液压阀孔属于一个非常重要的部位,其最为主要的功能就是对系统中液压流动的各个参数等进行科学合理的控制,我们都知道,液压阀的工作性能在很大程度上受到了液压阀孔加工质量好坏程度的影响。
为此,必须要认真的分析和研究液压阀孔的加工工艺,并且采取有效的措施对阀孔加工技术进行不断地提升,从而最终使液压阀的工作稳定性得到有效保证。
1液压阀概述从结构层面来讲,液压阀主要包括以下几个部分,也就是操纵装置、阀体、阀芯。
液压阀的阀芯通常来讲主要包括两个部分,也就是锥阀和滑阀;在液压阀的阀体中非常重要的一个部位就是阀孔;其中操纵装置的最为主要的作用就是对阀芯进行有效的驱动,使其在阀体内能够实现不断地运动,通过对在阀体内阀芯的运动的利用,就能够有效的保证液压阀实现调节和控制液体的作用。
以液压阀的工作性质为根据,可以将其划分为方向控制阀、流量控制阀、压力控制阀等,主要是对阀内液体的方向、流量和压力等进行控制。
其中的压力控制阀主要包括两种,也就是所谓的顺序阀和溢流阀;而其中的流量控制阀同样也包括两种不同的部分,也就是调速阀和节流阀;除此之外,其中的方向控制阀也包括两种,也就是换向阀和单向阀等[1]。
2液压阀阀孔的具体加工工艺2.1液压阀阀孔的加工质量一般来说,液压系统中具有较高密封要求,并且与液压阀阀芯具有间隙配合的孔就是所谓的液压阀阀孔。
在液压阀中阀孔属于最为关键的部位,液压阀的工作性能在很大程度上受到了阀孔加工质量的影响。
如果阀孔具有较差的加工质量,就很容易导致液压阀具有较低的使用寿命和工作效率,还可能会引发整个液压系统出现工作异常的情况。
所以必须要采取有效的措施全面地保证阀孔的加工质量,我们都知道,液压阀阀孔的加工质量通常包括以下几个方面,也就是阀孔的几何精度、尺寸以及阀孔的表面质量。
首先,由于阀孔具有较高的精度要求,因此在阀孔的尺寸精度方面,为了能够使其设计的精确性得到保证,必须要确保具有较高的阀孔尺寸精度,只有这样才能够有效的避免误差,并且极大的提升液压阀运行的工作性能和部件的精确度;其次,为了确保阀体与阀孔之间能够实现最好的配合状态,在阀孔的几何精度方面,必须要对阀孔的圆柱度误差和圆度进行综合考虑,同时还要照顾到与轴配合时的同轴度。
压力阀块加工工艺
与其 中一个油孔相接 , 此时孔失 圆及 跑偏较小 ,在加工
中心加工时可用镗刀或键槽铣 刀进行 阀孔修正。而对于
图 1中油孑 : 阀孔 P、P 呈偏接 状态 ,当孔 出 L 与 P 现偏接时 ,加工会出现以下两种情况 : ( )先加工 P 油孑 ,后加工 P 阀孔 时,当钻 1 : L 、P 头钻至位置 e f 间时 ,钻头为单边切削 ,会产生一个 ~之
2 .阀块加工分析
按原有加工工艺,我们为保证 图 1的 A向图中阀孑 L
的圆度及相对位置公差 ,首先加工 阀孔 ,以便保证其精
J
度 ,而四周 圆锥管螺纹油孔孔深径 比较 大 , 中孔深超 其
过 10 m的油孔有 3个 ,且多个孔 同时与两个 阀孔相偏 6m 接 ,这样 势必导致加工 四周 的圆锥管螺纹油孔 时底孔 失 圆与跑偏情况更难于控制 。 若我们先加工 四周 圆锥管螺纹油 孔 ,后加 工图 1的 A向图中阀孔 ,阀孔孔深 度较 浅 ,最深 为 7 m 4 m,且 只
圆
管螺纹底孔加工至尺寸。在加工阀块卧式状态、其余 四
周偏接孔时 , 必须遵循钻一扩一镗 ( 或铣 )方式 ,以便 将加工失圆的孔修正 。 排屑通畅。
( )使用 圆锥管螺纹铣 刀加工各螺纹孔 。此 时应 注 5 意清除油孔 内残 留切屑 ,保证铣削时不会 被切屑将螺 纹
拉伤。我公司使用的是德国 WA T R公司生产的螺纹铣 LE
一
由于 P 为 阀孔 ,阀孔 为端 面封 油 ,阀孔 底 、P 孔 径、圆度及相对位置尺寸位 置要求 非常严格 ,有任何的
失圆及位置尺寸跑偏将导致整个 阀块报废 ,因此 ,我公
司一直是采用第 2 种方式 加工 。由于 P 孔 加工尺 寸过 : 深, 并且 同时与 P . 、P 孔相偏接 , 该孔加工 出来跑偏情
工程机械阀体中孔加工工艺难点的分析
工程机械阀体中孔加工工艺难点的分析摘要:阀体是液压阀中的主要零件,阀孔的精度直接影响着液压阀的性能,因此阀孔的尺寸精度及形状误差要求很严格。
并提出相应的改进措施,以保证产品的质量和提高产品的合格率。
关键词:阀体中孔加工分析阀体是液压阀中的主要零件,阀孔的精度直接影响着液压阀的性能,因此阀孔的尺寸精度及形状误差要求很严格。
我司研发阀体的材料是45#锻件,由于是在矿山机械上,阀体形状复杂,孔的尺寸公差和行为公差精度很高,特别是在阀体上一些深孔的加工,在以往的加工中出现加工效率不高,加工质量不稳定,对工人的技术水平依赖程度高,在国内的液压行业中阀体孔的加工暂时没有成功的经验值得借鉴,所以在前期我们做了大量的工艺试验,并取得了一定的成绩,对深孔加工我们采用的是钻—复合扩孔—复合铰孔或者复合镗孔——滚压或者珩磨。
重点研究深孔的结构功能和工艺加工难点,优化切削中的加工参数,刀具在加工的选择问题还有温度对刀具和孔的影响,并做相应的实验。
提出相应的改进措施,以保证产品的质量和提高产品的合格率。
近年来,液压阀的加工工艺有了较大改进,使得阀孔和阀芯的加工精度可达到0.001mm以内,光洁度达0.2,尺寸分散度在0.002mm左右,在一定范围内便于实现装配互换。
从而提高了液压阀的性能和可靠性。
液压阀加工工艺的重大改进主要表现在:铸造流道的新工艺;金刚石铰刀加工精密孔,清整工艺的进一步完善和发展;高效精密机床设备应用于阀的加工(高精度的专用磨床,成型加工专机和加工中心等等)。
阀孔的粗加工在国外采用自动线加工(如方向阀体的加工);加工中心加工(如流量阁体的加工);组合机床加工(如压力阀体的加工)以及其它专机等。
我国多采用普通车床和六角车床等,故此纵向尺寸误差较大,孔径又不稳定。
我国液压阀孔的精加工,主要有研磨和金刚石铰刀铰孔两种,也有使用布磨的。
用研磨加工阀孔是一种古老方法。
这种古老的加工方法为什么还在世界上仍在使用呢?因为这种加工方法不需要特殊的工具和设备,加工成本不高,精度也不算低,对于小批量生产还是经济的。
液压阀阀孔加工工艺探析

为粘合剂 , 把细小的金刚石颗粒均匀 、 牢固地结合在刀
体上( 刀体一 般采用 4 C 淬 火处 理 ) 经 一定 的修 磨 0r 并 而成 , 修磨 后的金 刚石 颗粒顶 端整 齐 , 有很好 的微 刃 具 性 、 高性 和均 匀性 。 等
半精 镗我们 选 用加 长 减 震镗 刀 , 阀孔 一 端 单头 从 镗通 阀孔 , 以修 正粗 镗时分 段 镗削产 生 的直线度 误差 , 半精 镗后 留余 量 0 3~ . . 04mm。
士 .0 l 内, 00 1nn 圆度 002in以 内, i .0 i n 圆柱度 003i l .0 n n
以内。
及使用 , 也关 系到液压 系统 的稳定性。阀孑 的精度主 L 要有尺寸精度 、 几何精度 ( 圆度及 圆柱度 ) 表 面粗糙 、 度等。 液压阀孔与阀芯是间隙配合 , 且未加装密封圈 , 其
液压 阀 的 阀孔 ( 与 阀芯 相 配 合 , 密 封 要 求 的 指 有 孔 ) 工是 液 压 阀制 造 中 的关 键 质 量 点 , 是 加 工 难 加 也 点 之 一 。其 加 工精 度 直 接影 响到 液 压 阀的性 能 、 命 寿
配, 这就对阀孔的尺寸精度及几何精度提出了更高的 要求 , 常 情况 下 , 们要 求 阀孔 直径 尺 寸偏 差 在 通 我
21 0 1年第 l 2期
液压 与气动
8 9
液压 阀 阀孑 加 工 工 艺探 析 L
赵 敏 T e p o e sn e e r h o h oe o y r ui av h r c si g r s ac ft e h lsfrh d a l v le c
ZHAO n Mi
高 的要 求 , 加 了不 必 要 的生 产 成 本 。故 配 合 间 隙 的 增 控 制应 是保 证 不产 生 阀 卡 的前 提 下 , 量 减 小 配 合 间 尽 隙 。对 于额 定 压 力 l 2 P 5— 0 M a的 中压 阀 ( 如 装 载 比
单体液压支柱柱头阀孔修复工艺的研究
mm的同轴度 ,以便与三用 阀相 匹配,满足支柱 的整体装 配需 要。
这 种工艺 不适 用于柱头 阀孔 密封面 的修 复。油缸 镶嵌 的不锈 钢套
4、滚压
筒与基 体接 lZl部 位都 在密封腔 外部 ,密封腔 的液体全部 在套 筒内部 ,是
采用 滚压头 将焊 补位 置 的尺寸 滚压 至至 巾42+o.o ̄2 ̄mm与三 用阀相
1、试 验方式
体 之间,将不锈钢 层从基体上剥 离,修复效果 不理想 。
在 强度试验 架上对 5棵 修复柱头阀孔 的活柱进行密封 试验 。
(二)密封面焊补修复工艺
2、试 验标准
有 的大修厂采用直 接焊 补锈 蚀的密 封部位 然后加 工的修 复方法 。
MT1 12.1-2006《矿用单体液 压支柱 第l部 分 通用要求 》
的修 复工作,节约修复时间,提 高修复效率,降低 支柱 维修成 本和工人劳动 用过程 中的局 部损坏 ,从而有效 提高修复效果 。
强度 。
(三 )密封面修复 的实施
【关键 词l柱 头;密封 面;修 复;车槽 ;焊补 ;车削
l、车 槽 在单体液 压支 柱柱头 阀孔 的环形密 封面上 居中车 削出环状沟 槽。
活柱重新 投入使用 。
把 人为的容 易出现 的气孔 、夹渣等 缺陷减少 到最低 ,进 一步 提高修 复效
一 . 单体支柱密封面修复技术市场调研 (一)密 封面镶不锈 钢套的修复工艺
率 。 焊 补 过程 完成 后的焊 缝 高出于环状 沟槽 ,有 利于后续 工序 对修 补
经 过市场 调研 ,支柱 油缸 内孔 的修 复当前 已有相 当成熟 的镶 不锈 位置 的进 一步加 工完善。在实际操作过 程 中,通 常情况下使上 述焊 缝高 钢 套 的修 复 工艺 。是 按 照制 作 不锈 钢 套 筒一 粗镗 油 缸一一焊 接一一滚 出与三用阀适配尺寸I-2毫米 ,即内孔达 到 ¥38mm-¥40r am。
采用挤压工艺提高阀类内孔的光洁度及生产效率-2019年精选文档
采用挤压工艺提高阀类内孔的光洁度及生产效率
液压支架设备是现代综合机械化采煤的主要支护设备。
而液阀是液压支架中重要的控制元件。
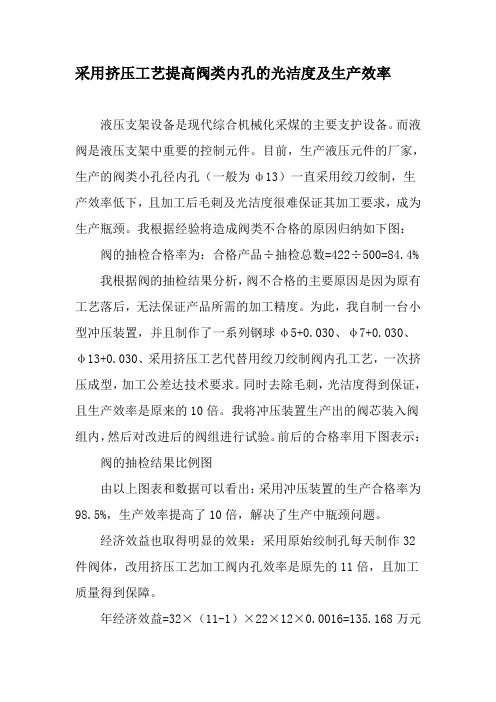
目前,生产液压元件的厂家,生产的阀类小孔径内孔(一般为ф13)一直采用绞刀绞制,生产效率低下,且加工后毛刺及光洁度很难保证其加工要求,成为生产瓶颈。
我根据经验将造成阀类不合格的原因归纳如下图:阀的抽检合格率为:合格产品÷抽检总数=422÷500=84.4% 我根据阀的抽检结果分析,阀不合格的主要原因是因为原有工艺落后,无法保证产品所需的加工精度。
为此,我自制一台小型冲压装置,并且制作了一系列钢球φ5+0.030、φ7+0.030、φ13+0.030、采用挤压工艺代替用绞刀绞制阀内孔工艺,一次挤压成型,加工公差达技术要求。
同时去除毛刺,光洁度得到保证,且生产效率是原来的10倍。
我将冲压装置生产出的阀芯装入阀组内,然后对改进后的阀组进行试验。
前后的合格率用下图表示:阀的抽检结果比例图
由以上图表和数据可以看出:采用冲压装置的生产合格率为98.5%,生产效率提高了10倍,解决了生产中瓶颈问题。
经济效益也取得明显的效果:采用原始绞制孔每天制作32件阀体,改用挤压工艺加工阀内孔效率是原先的11倍,且加工质量得到保障。
年经济效益=32×(11-1)×22×12×0.0016=135.168万元
生存和发展是企业的两大主题,只有不断改革和创新企业才有顽强的生命力,产品质量是打开市场大门的钥匙,只有高质量的产品才能得到用户的青睐和认可。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
液压阀孔的加工技术李树民 文正民 马兆俊 摘 要 阐述了液压阀孔加工技术的重要性,阀孔加工工艺方案的确定,并通过典型刀具的应用,分析了各种工艺方案的实用情况与推广。
关键词 阀孔加工技术 加工工艺方案 典型刀具1 引 言孔加工技术是金属切削加工的一个重要环节,精密深孔加工就更是重中之重。
随着高新技术的发展液压控制技术占的比重越来越大,传统笨重机械被液压机械逐步取代,而这个取代的过程很大程度上取决于液压件关键部位的加工技术,液压阀孔的加工精度直接影响产品的性能、寿命及使用。
因此,加紧探寻新颖的阀孔加工方法,并对已用于生产中一些方法分析、研究,做到自觉准确地推广应用,从而使阀孔加工更趋于合理化。
如图1为我厂某一整体多路阀阀体内孔简图图1 多路阀阀体内孔简图 阀体材质为HT300高强度灰铸铁,抗拉强度为300N/cm 2,抗压强度为540N/cm 2。
阀孔与阀体精密配合,配合间隙在0.005~0.015mm 之间,阀的工作压力达21~35MPa ,阀孔直径D1一般在<10~<41mm 范围内,阀体长度70~300mm 之间,长径比最大11∶1,阀孔尺寸精度H6~H7,圆柱要求0.003~0.005mm ,表面粗糙度Ra0.2。
阀孔的尺寸精度、几何精度、表面粗糙度是影响产品质量的主要因素,如何保证产品精度要求,掌握合理的加工手段是非常必要的。
2 加工工艺方案:合理的工艺方案是根据生产纲领、精度要求、毛坯状况、工件材质、长径比、设备条件、工具制造能力和供应状况等相关因素制定出来的。
目前,国内液压阀孔加工有下列几种方案:A.钻—扩—镗—铰—推—研B.钻—扩—镗—铰—研C.钻—镗—镗—铰—研(珩)D.扩—镗—镗—铰—研(珩)E.钻—刚性镗铰—研(珩)F.钻—刚性镗铰—金刚石铰G.扩—刚性镗铰—金刚石铰 H.钻—扩—铰—珩—金刚石铰 I.钻—扩—镗—铰—刚性镗铰—金刚石铰 J.扩—镗—镗—铰—金刚石铰对于各种不同规格的阀孔加工,在确定方案之前,首先要综合分析各个影响因素,然后采用一个比较合理的工艺路线。
我厂通常采用的工艺方案是D 、G 、J ,上述三种方案都有各自的加工特点及适用范围,下面逐一分析它们的使用情况。
2.1 扩—镗—镗—铰—研(立珩)这种加工方案适用范围较广,也是我厂传统使用的加工路线,尤其适用于较大规格的毛坯,阀孔大于<30mm 的阀体加工采用这种加工方案。
扩—镗—镗—铰 通常在普通六角车床或加工中心一次完成,扩孔去除余量大,使用双刃扩钻起到找直阀孔的作用,粗、精镗由于加工余量越来越小,起着进一步提高光洁度及直线度的作用,铰孔主要起定尺寸作用。
通过上述工序加工,孔的尺寸精度可达到0.02mm 以上,几何精度达到0.003~0.005mm ,表面光洁度达到Ra0.8~0.4,这样为最后珩磨奠定了较好的基础,珩磨后的孔精度能完全达到产品要求。
表1 切削参数及加工余量的选择工序内容主轴转速r/m走刀量mm/r切削深度mm切削余量mm扩5000.2424粗镗5000.24 1.25 1.25精镗5000.10.75 1.5铰2000.20.150.3珩磨80100.01~0.0130.02~0.042.2 扩—刚性镗铰—刚性镗铰—金刚石铰上述工艺属于我厂成熟工艺,阀孔经扩孔后采用刚性镗铰工艺半精加工,然后用金刚石铰刀珩磨。
其基本特点是适用与长径比大的孔,尤其适合分片式多路阀阀孔的加工,稳定性较好,并且刚性镗铰刀前后带导向保证了工件的直线度要求,再加上内冷却排屑,大大改善了加工条件,保证了表面光洁度要第6期(总第90期)2001年12月 液 压 气 动 与 密 封Hyd.Pneum.&Seals No.6(Serial No.90)Dec.,2001求。
镗铰后表面精糙度Ra1.6~0.8,几何精度高于0.005,工件尺寸可达到6级精度。
金刚石铰是较新的技术,但在我厂已得到了广泛的使用,它作为终加工工序对尺寸精度起到了很好的控制作用,对设备要求很低(因为它属于浮动加工),但对上道工序要求较高,而刚性镗铰就具备这种能力,所以它们的配合使用使加工既经济又实用。
表2 切削参数及加工余量的选择:工序内容主轴转速r/m走刀量mm/r切削深度mm切削余量mm粗镗铰6000.2 1.75 3.5精镗铰6000.10.61.2金刚石铰250~40010~200.002~0.0050.01~0.03由于刚性镗铰设备属于专机,粗精镗铰工序不能一次完成,内孔切槽在此设备也无法完成,再有回转直径有限,这就制约了它的应用,加工多孔阀体及大规格阀就不适合使用这种工艺路线。
2.3 扩—镗—镗—铰—金刚石铰传统的工艺路线,通过对某些工序的技术革新,用于先进的设备上,确实起到了很好的作用,无论加工质量,还是加工效率都达到了较高的水平。
在加工中心的加工过程中,精镗工序中采用防震带微调的镗刀杆镗削,加工长径比接近10的孔,圆柱度可控制在0.005mm 以内。
在数控车床上加工小阀体的过程中,第一、把镗铰刀的技术用于普通铰刀,刚柔结合,既提高了产品质量,又延长了刀具的使用寿命;第二用梯形铰刀替代普通铰刀,从切削受力方面想办法,同样起到了稳定直线度的作用,受到了较好的效果。
3 几种典型刀具的设计及使用3.1 刚性镗铰刀(如图2所示)图2 刚性镗刀这种铰刀的特点是:镗削铰削和挤压结合在一起,刀具前端有余偏角45°的切削刃,担任切削大部分余量的镗削任务,3°斜角及圆柱校准部分担负粗铰任务,硬质合金导向块起导向、支承和挤压作用,冷却液从刀具内部流到前刀面上,起到良好的冷却作用。
刚性镗铰刀适用于铸铁件孔加工,刀具耐磨性能好,使用寿命长。
3.1.1 导向条长度选择:视阀孔长度选择,一般加工液压阀孔时,选择导向块长最小超过三个油道台阶,这样才会起到很好的导向作用。
3.1.2 导向块数量及分布的选择:粗镗铰时,切削任务重挤压成份小,所以导向块用两块,并且一条导向块正对切削刃,起良好的导向作用;精镗铰时,切削成份小,挤压任务重,设三块导向块,且分布基本均匀。
3.2 阶梯铰刀(如图3所示)图3 阶梯铰刀将铰刀切削部分磨成三个环段,每段长3~4mm ,第一环段直径比第二环段直径小0.15mm 第二环段直径比第三环段直径小0.15mm ,剩余部分为锥形铰刀,其余与普通铰刀类同。
阶梯铰刀与普通铰刀相比,普通铰刀一次切完,切屑薄而宽,而阶梯铰刀分几次完成,切屑厚而窄,所以切削力显著下降,切削轻快,切削变形小,表面光洁度提高。
阶梯铰刀具有以下优点:制造简单;环形段在切削过程中有较好的导向作用,提高了稳定性;在铰刀的轴心上没有可变的切削力,保证铰刀能沿轴向正确移动;适用于余量大的铰削;可对偏的底孔起到矫直作用。
3.3 金刚石铰刀金刚石铰刀就是用电镀的方法,利用镍或树脂作为粘合剂,把金刚石颗粒镀在刀体上,经过修磨而成。
金刚石铰刀是一种多刃微粒切削。
铰削过程中,切屑藏于金刚石颗粒之间,通过冷却液冲洗和高速旋转被甩出来。
金刚石铰刀粒度选择:粗铰 粒度粗 120#(粒度号)精铰 粒度细 150#(粒度号)金刚石铰孔作为液压阀孔的最终工序,几何精度可以提高到0.002mm ,表面粗糙度可达到Ra0.2,而且孔的加工直径趋于一致,从而实现了与阀芯的932001年12月 李树民等:液压阀孔的加工技术 最佳配合。
在我厂的阀孔加工中行到了普遍的应用。
4.阀孔加工技术的前景展望随着高科技技术的不断发展,对液压件精度要求越来越高,国外阀体与阀芯配合经常用完全互换,而不在是分组装配,这样阀体的加工精度提高了好几个等级,在这种情况下,采用粗精两次珩磨,珩磨技术又原来的浮动改为刚性,珩磨机前后带导向,这不仅是工艺的革新,同时也是数字控制设备的新发展。
另外超声珩磨作为孔的终加工工序越来越受到人们的普遍青睐,它不仅操作方便,加工精度高,是一种非常值得推广的孔加工方法。
(作者:李树民,男,工程师,榆次液压件厂,030600)(收稿日期:2001—05—17)T echnique of H ole Machining in H ydraulic V alveLi Shumin Wun Shengmin Ma ZhaojunAbstract:This paper describes the importance of hole2machining in hydraulic valve,makes decision of plan for machining technology.At the end,it gives analysis of plan2applying and plan2spreading by means of practice of typical cutting tool.K ey w ords:technique of hole2machining in valve plan for machining technology typical cutting tool欢迎订阅《液压气动与密封》期刊 《液压气动与密封》杂志创刊于1981年,是全面报道我国液压气动与密封技术及其应用的技术性刊物,由中国液压气动密封件工业协会主办。
本刊为双月刊,大16开本,每逢双月出版,国内外公开发行。
国内统一刊号:CN1421156/TH,邮发代号22262。
国际标准刊号:ISSN100820813,国外代号:BM4757。
每期定价5.00元,全年订价30.00元。
本刊办刊宗旨是:面向基层,面向实践,理论和实践相结合,努力为我国工业与液气密技术的发展服务。
主要栏目有:综合报道、专题综述、基础理论、四新、设计计算、实验研究、工场实践、工程应用、计算机技术应用、国内外技术信息、行业动态、科学管理等。
主要读者对象:从事液压、气动及密封技术的工程技术人员、企业管理干部、大专院校的师生及企业生产工人等。
《液压气动与密封》为了沟通产、供、销渠道,提高产品和厂家的知名度,扩大产品销路,经工商局批准,承接国内外液压、气动与密封和其它产品的广告。
欢迎订阅,欢迎投稿,欢迎刊登广告 编辑部地址:上海市定西路400号 邮政编码:200052 主编:范崇言乇 联系人:张士才、曹佩娟 电话:(021)62802803 传真:(021)62824284 E2mail:yeqimi@04 液 压 气 动 与 密 封 2001年第6期。