加工中心刀具知识共55页文档
关于加工中心刀库的基本知识知识
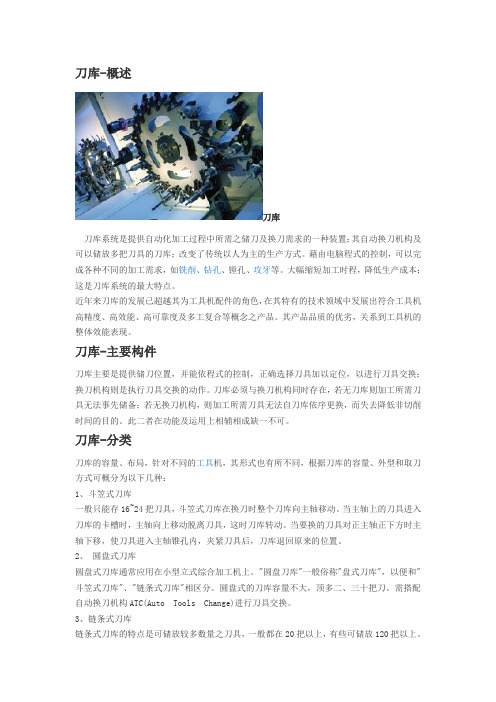
刀库-概述刀库刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置;其自动换刀机构及可以储放多把刀具的刀库;改变了传统以人为主的生产方式。
藉由电脑程式的控制,可以完成各种不同的加工需求,如铣削、钻孔、镗孔、攻牙等。
大幅缩短加工时程,降低生产成本;这是刀库系统的最大特点。
近年来刀库的发展已超越其为工具机配件的角色,在其特有的技术领域中发展出符合工具机高精度、高效能、高可靠度及多工复合等概念之产品。
其产品品质的优劣,关系到工具机的整体效能表现。
刀库-主要构件刀库主要是提供储刀位置,并能依程式的控制,正确选择刀具加以定位,以进行刀具交换;换刀机构则是执行刀具交换的动作。
刀库必须与换刀机构同时存在,若无刀库则加工所需刀具无法事先储备;若无换刀机构,则加工所需刀具无法自刀库依序更换,而失去降低非切削时间的目的。
此二者在功能及运用上相辅相成缺一不可。
刀库-分类刀库的容量、布局,针对不同的工具机,其形式也有所不同,根据刀库的容量、外型和取刀方式可概分为以下几种:1、斗笠式刀库一般只能存16~24把刀具,斗笠式刀库在换刀时整个刀库向主轴移动。
当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。
当要换的刀具对正主轴正下方时主轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置。
2、圆盘式刀库圆盘式刀库通常应用在小型立式综合加工机上。
"圆盘刀库"一般俗称"盘式刀库",以便和"斗笠式刀库"、"链条式刀库"相区分。
圆盘式的刀库容量不大,顶多二、三十把刀。
需搭配自动换刀机构ATC(Auto Tools Change)进行刀具交换。
3、链条式刀库链条式刀库的特点是可储放较多数量之刀具,一般都在20把以上,有些可储放120把以上。
它是藉由链条将要换的刀具传到指定位置,由机械手将刀具装到主轴上。
换刀动作均采用马达加机加工中心使用的刀库最常见的形式是圆盘式刀库和机械手换刀刀库。
加工中心刀具选用资料讲解
加工中心刀具选用2010-05-12 13:24 星期三一.顺铣和逆铣的特点(1)逆铣时,每个刀的切削厚度都是由小到大逐渐变化的。
当刀齿刚与工件接触时,切削厚度为零,只有当刀齿在前一刀齿留下的切削表面上滑过一段距离,切削厚度达到一定数值后,刀齿才真正开始切削。
顺铣使得切削厚度是由大到小逐渐变化的,刀齿在切削表面上的滑动距离也很小。
而且顺铣时,刀齿在工件上走过的路程也比逆铣短。
因此,在相同的切削条件下,采用逆铣时,刀具易磨损。
(2)逆铣时,由于铣刀作用在工件上的水平切削力方向与工件进给运动方向相反,所以工作台丝杆与螺母能始终保持螺纹的一个侧面紧密结合。
而顺铣时则不然,由于水平铣削力的方向与工件进给运动方向一致,当刀齿对工件的作用力较大时,由于工作台丝杆与螺母间间隙的存在,工作台会产生窜动,这样不仅破坏了切削过程的平稳性,影响工件的加工质量,而且严重时会损坏刀具。
(3)逆铣时,由于刀齿与工件间的摩擦较大,因此已加工表面的冷硬现象较严重。
(4)顺铣时,刀齿每次都是由工件表面开始切削,所以不宜用来加工有硬皮的工件。
(5)顺铣时的平均切削厚度大,切削变形较小,与逆铣相比较功率消耗要少些(铣削碳钢时,功率消耗可可减少5%,铣削难加工材料时可减少14%)。
二.在什么情况下选用顺铣或逆铣采用顺铣时,首先要求机床具有间隙消除机构,能可靠地消除工作台进给丝杆与螺母间的间隙,以防止铣削过程中产生的振动。
如果工作台是由液压驱动则最为理想。
其次,要求工件毛坯表面没有硬皮,工艺系统要有足够的刚性。
如果以上条件能够满足时,应尽量采用顺铣,特别是对难加工材料的铣削,采用顺铣不仅可以减少切削变形,降低切削力和功率的消耗。
模具高速加工的CNC编程策略2010-05-21 13:05 星期五1 引言高速加工技术是采用高转速、快进给、小切深和小步距来提高切削加工效率的一种加工方式。
它已在航空航天制造、汽车工业和模具制造、轻工产品制造等重要工业领域创造出了惊人的效益。
刀具加工的常用知识(CNC及车刀加工)及不同刀具加工参数

二、选择适当的加工条件对于刀具的寿命有相当大的影响
1.切削方式(顺铣和逆铣),顺铣时的切削振动小于逆铣的切削振动。 顺铣时的刀具切入厚度从最大减小到零,刀具切入工件后不会出现因切不 下切屑而造成的弹刀现象,工艺系统的刚性好,切削振动小;逆铣时, 刀 具的切入厚度从零增加到最大,刀具切入初期因切削厚度薄将在工件表面 划擦一段路径,此时刃口如果遇到石墨材料中的硬质点或残留在工件表面的 切屑颗粒,都将引起刀具的弹刀或颤振,因此逆铣的切削振动大;
2.吹气(或吸尘)和浸渍电火花液加工,及时清理工件表面的石墨粉尘, 有利于减小刀具二次磨损,延长刀具的使用寿命,减少石墨粉尘对机床丝 杠和导轨的影响;
3.选择合适的高转速及相应的大进给量。综述以上几点, 刀具的材料、几何角度、涂层、刃口的强化及机械加工条件,在刀具的使用寿命中 扮演者不同的角色,缺一不可,相辅相成的。
刀具加工的常用知识:
一、刀具分类 二、选择适当的加工条件对于刀具的影响 三、半精加工参数表 四、 CNC刀具切削进给 五、车削加工参数表
刀具加工的常用知识
一、刀具分类,刀具按工件加工表面的形式可分为五类:
1、加工各种外表面的刀具包括车刀、刨刀、铣刀、外表面拉刀和锉刀等; 2、孔加工刀具包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等; 3、螺纹加工刀具包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等; 4、齿轮加工刀具包括滚刀、插齿刀、剃齿刀、锥齿轮和拉刀等; 5、切断刀具包括镶齿圆锯片、带锯、弓锯、切断车刀和锯片铣刀等等。
三、半精加工参数表
四、CNC刀具切削进给
CNC刀具切削进给
CNC刀具切削进NC刀具切削进给
CNC刀具切削进给
CNC刀具切削进给
CNC刀具切削进给
刀具基础知识培训
2024/10/13
文翔精密数控刀具内部培训演示稿
五、铣刀的基础知识
2、单位换算
长度单位换算:
1MM=100丝
1丝=10UM
1UM=0.001MM
公英制换算:
(1)、以1″=25.4作为标准。英制转换为公制方法如下 :25.4×分子÷分母,如:3/8(25.4*3÷8=9.525 )
2024/10/13
1938年 陶瓷刀具
德国德古萨公司取得关于陶瓷刀具的专利。
1949~ 1950
可转位刀片
美国开始在车刀上采用可转位刀片,不久即应用在 铣刀和其他刀具上。
1969年
碳化钛涂层硬质合 金刀片
瑞典山特维克钢厂取得用化学气相沉积法,生产碳 化钛涂层硬质合金刀片的专利。
聚晶人造金刚石和 美国通用电气公司生产了聚晶人造金刚石和聚晶立
2024/10/13
文翔精密数控刀具内部培训演示稿
五、铣刀的基础知识
(三)、铣刀基本的组成部份说明(示图一
)
周齿一后
角
端齿前角
刃部
端齿二后角 端齿一后角
柄部
2024/10/13
周齿二后 角
文翔精密数控刀具内部培训演示稿
五、铣刀的基础知识
铣刀基本的组成部份说明(示图二)
柄径
刃径
刃部(刃长 )
2024/10/13
2024/10/13
文翔精密数控刀具内部培训演示稿
四、刀具的材料介绍(曾总)
2024/10/13
文翔精密数控刀具内部培训演示稿
四、刀具的材料介绍(曾总)
2024/10/13
文翔精密数控刀具内部培训演示稿
四、刀具的材料介绍(曾总)
二、刀具材料的分类
加工中心刀具切削培训

a.调机员在領用刀具时需检查其外观:崩刃,缺损及表 面光洁度等,并用千分尺检測刀具直徑或厚度﹒ b.裝刀前需將刀頭和夾咀里的批鋒等异物吹洗干淨,并 檢查拉釘和刀頭錐面是否正常. c.鑼片在裝組合刀具時, 應檢查刀具的直徑,特別是 返磨刀具應 注意其返磨次數,裝鑼片時﹐返磨刀的刻 字應用油石去毛剌﹒
生产培訓資料
13
切削刀具培訓
培訓教材
2.5.2 裝刀步驟:
1.選擇刀具: 根据加工程序要求選擇相應的刀具.
2.選擇刀頭﹑索咀及刀杆: 根据刀具的要求選擇合适的刀頭及索咀. 選擇時須檢查刀頭﹑索咀及刀杆是否正常.
3.裝 刀: 按相應的裝刀程進行裝刀(祥細見相應的工作指導).
4.校 正: 刀具調校(用u檢測).若不正常須重新裝正,再調試.
生产培訓資料
ID
刀杆
盘片刀裝刀介子
用于加工产品开槽等
9
切削刀具培訓
培訓教材
2.3.6.倒角刀及其它成形刀具﹕
主要用于加工特殊形狀及要求. 因此类刀具大多为特殊刀具,形狀较杂雜,刀具图紙尺寸多, 一
般須到厂家特別定购,成本较高.
如:下为某指片倒角結构图:
生产培訓資料
用于加工产品有特殊要求的部位; 如:倒角,頭孔倒角.
5.測
量: 用電子高度尺﹑u表或其它
測量設備﹐測量后記錄相關 數据.
檢測刀杆端面跳動 ≦0.005mm
定位銷
2.5.3 裝刀實操:
生产培訓資料
14
切削刀具培訓
例:鑼片鉸刀的安裝.
1. 加工程序要求選擇相應的加工刀具.
2. 選擇相應的刀頭﹑索咀﹑刀杆.
刀頭
拉釘
索緊螺母 索咀
浮動刀頭
加工中心刀具知识共55页

26、机遇对于有准备的头脑有特别的 亲和力 。 27、自信是人格的核心。
28、目标的坚定是性格中最必要的力 量泉源 之一, 也是成 功的利 器之一 。没有 它,天 才也会 在矛盾 无定的 迷径中 ,徒劳 无功。- -查士 德斐尔 爵士。 29、困难就是机遇。--温斯顿.丘吉 尔。 30、我奋斗,所以我快乐。--格林斯 潘。
66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一生,以及整个命运 的,只 是一瞬 之间。 ——歌 德 69、懒人无法享受休息之乐。——拉布 克 70、浪费时间是一桩大罪过
机加工刀具基础知识
机加工刀具基础知识目录1. 机加工刀具概述 (3)1.1 机加工基础知识 (4)1.2 刀具在机加工中的作用 (5)1.3 刀具分类 (5)2. 机加工刀具材料 (7)2.1 常用刀具材料 (8)2.2 刀具材料的性能特点 (10)2.3 刀具材料的选择原则 (11)3. 机加工刀具形状与几何参数 (12)3.1 刀具几何角度 (13)3.2 刀具前角、后角和刃倾角 (14)3.3 刀具的几何形状 (15)3.4 刀具的切削刃和刀尖圆角 (16)4. 刀具的种类与应用 (18)5. 刀具的结构与特性 (19)5.1 刀片的结构和形状 (20)5.2 刀体的结构和选择 (21)5.3 刀具的刃磨技术和刃磨方法 (22)6. 刀具的安装与使用 (23)6.1 刀具的安装方法 (25)6.2 刀具的安装注意事项 (26)6.3 刀具的夹紧与定位 (27)7. 刀具的选择与更换 (28)7.1 刀具选择的原则 (29)7.2 刀具选择的依据 (30)7.3 刀具更换的步骤和方法 (31)8. 刀具的维护与保养 (33)8.1 刀具的日常保养 (34)8.3 刀具的修磨与再利用 (36)9. 刀具的失效与对策 (37)9.1 刀具失效形式 (39)9.2 刀具失效原因分析 (40)9.3 刀具失效的处理方法 (41)10. 数控机床刀具管理 (43)10.1 刀具数据管理的必要性 (44)10.2 刀具数据管理系统的应用 (45)10.3 刀具的库存管理与优化 (46)11. 刀具发展趋势 (47)11.1 高性能刀具的发展 (49)11.2 智能化刀具的应用 (50)11.3 绿色刀具的研发与推广 (51)12. 附加知识 (53)12.2 刀具设计与优化 (55)12.3 刀具测试与评估 (57)1. 机加工刀具概述机加工刀具是制造业中的核心组件,负责将金属、塑料等材料切割、整形和去除多余部分,以达到设计规格。
加工中心刀具知识共55页文档

12、法律是无私的,对谁都一视同仁。在每件事上,她都不徇私情。—— 托马斯
13、公正的法律限制不了好的自由,因为好人不会去做法律不允许的事 情。——弗劳德
14、法律是为了保护无辜而制定的。——爱略特 15、像房子一样,法律和法律都是相互依存的。——伯克
41、学问是异常珍贵的东西,从任何源泉吸 收都不可耻。——阿卜·日·法拉兹
42、只有在人群中间,才能认识自 己。——德国
43、重复别人所说的话,只需要教育; 而要挑战别人所说的话,则需要头脑。—— 玛丽·佩蒂博恩·普尔
44、卓越的人一大优点是:在不利与艰 难的遭遇里百折不饶。——贝多芬
45、自己的饭量自己知道。——苏联