铝铸件试模报告表
试模报告

脱模退/Return 冷却方式/ Cooling method 冻水/Chiller( ) 普水/Tower( ) 模温机/Thermolator(√ ) 冻水/Chiller( ) ller( ) 普水/Tower( ) 模温机/Thermolator( ) 冻水/Chiller( ) 普水/Tower( ) 模温机/Thermolator( )
一段/1st Stg 储料 Material Suck- 二段/2nd Stg back 三段/3th Stg 四段/4th Stg 脱模方式/Method 脱模 Ejection Stage 脱模次数/Times 脱模一进/1st Ejt 脱模二进/2nd Ejt 实际模温/Mold Temp
冷却时间 /Cooling Time (s)
试模工艺表 Process Parameter Sheet
零件名称 /Part Name 机台型号 /Machine Model 毛量/Gross Weight(g) 水口类型 Gate Type 烘料温度 /Material Dry Temp: 零件编号 /Part Number 原料 /Raw Material 水口重 /Gate Weight(g) 大水口/Direct Gate( ) 细水口/Point Gate ( ) 潜水口/Sub-Gate( ) 热嘴/Hot nozzle ( ) 模具编号 (Mold NO.) 颜色 /Color 净重 /Net Weight(g) 试模阶段 Shoot Stage 成型总周期 /Total Cycle Time 烘料时间 /Material Dry Time: 模具尺寸 Mold Dimension 出模数 Cavity Quantity
issues
模具问题点 mold issues 单次试模原料 合计重量: 单次调机使用 原料净重: 试模员: 单次试模成品 数量: 单次试模废品 数量: 项目工程师: 废品率: 吨位是否符合 工艺设定: ETI模具工程师: 周期是否符合 工艺设定: 废品率产生原因分析:
试模记录单(压铸)

试模费用明细
起始时间 结束时间
试模数 试模节拍:
合格数 S 试模费用
试模状况说明 原因分析 改善措施 结论
试模者
时间
设计者
时间
设计者
时间
模具经理
第一联车间存根
时间
移动模
□机水 □冷水 □热油
斜导柱滑块
□机水 □冷水 □热油
油压抽芯
□机水 □冷水 □热油
分流锥
汤勺角度 待机位置
□机水 □冷水 □热油
浇口套
给汤机调机参数
炉上待机时间
炉中取汤时间
□机水 □冷水 □热油
炉上计量时间 后退待机时间
一段吹气时间 旋转选择
喷雾机调机参数
喷雾时间 上升时间
二段吹气时间 离型剂配比浓度
±10ºC
开模时间 增压时间
压射 压力 射出原点位置
增压压力 铸造压力
低速开度 高速开度
射退开度
高速切点位置
减速位置
增压开度
射退延时时间
射止位置
增压位置
单循环周期
射出延时
订出行程位置
顶出延时
顶回延时
顶出速度
顶出压力
机台编号
机型
料饼厚度
产品毛重
单件净重Biblioteka 模具冷却系统操作者姓名
固定模
□机水 □冷水 □热油
客户名称
xxxx有限公司
压铸试模记录单(冷室机)
产品名称
规格型号
□试模 □生产
产品图号
第 次试模
编号: 版本:A/0
ERP编号
冲头尺寸
定位圈尺寸
模具编号
模穴
冷却水咀尺寸
模具重量
铝合金力学性能检验记录表格

制样:检验:复核:
共页,第页
□左端直径d1
□左端厚度a0
□左端直径d2
□左端宽度b0
□右端直径d1
□右端厚度a0
□右端直径d2
□右端宽度b0
□中间直径d1
□中间厚度a0
□中间直径d2
□中间宽度b0
mm
mm
mm
mmmmmmFra bibliotekmmmm
mm
mm
mm
mm
□左端直径算术平均值
□左端横截面积(mm2)
□右端直径算术平均值
□右端横截面积(mm2)
铝合金力学性能检验记录表格
试样名称
试样数量
任务编号
牌号状态
试样形状
委托日期
试样外观
直径/壁厚
检验日期
试验环境
试样编号:1
试样编号:2
□左端直径d1
□左端厚度a0
□左端直径d2
□左端宽度b0
□右端直径d1
□右端厚度a0
□右端直径d2
□右端宽度b0
□中间直径d1
□中间厚度a0
□中间直径d2
□中间宽度b0
□中间直径算术平均值
□中间横截面积(mm2)
□左端直径算术平均值
□左端横截面积(mm2)
□右端直径算术平均值
□右端横截面积(mm2)
□中间直径算术平均值
□中间横截面积(mm2)
原始横截面积S0(mm2):
原始横截面积S0(mm2):
试样编号
拉伸最大力
Fb(kN)
抗拉强度Rm(N/mm2)
原始标距LO(mm)
断后标距Lu(mm)
断后伸长率A(%)
1
试模报告表格.doc
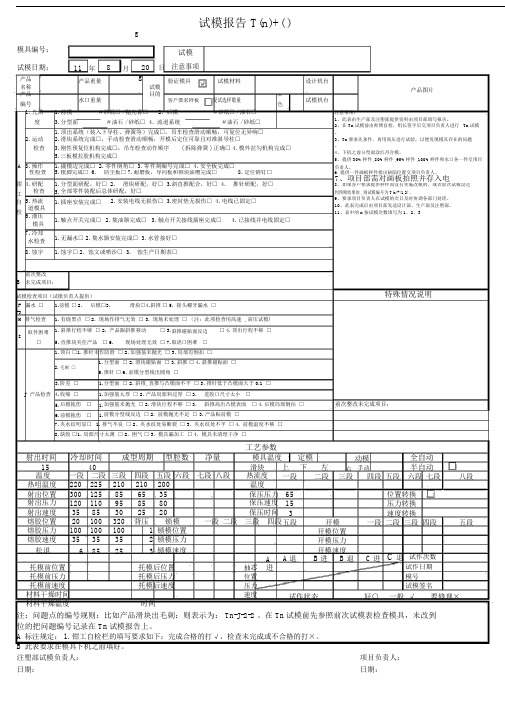
试模报告 T(n)+( )g模具编号:试模试模日期:11 年8月20 日 注意事项产品产品重量g 验证模具试模材料设计机台名称试模产品图片产品目的水口重量复试选样数量颜试模机台编号客户要求样板色1. 光洁1. 前模 #砂纸□ / 抛光膏□2. 后模 #砂纸□ / 油石□注意事项:度 3. 分型面#油石 / 砂纸□ 4. 流道系统#油石 / 砂纸□1、此表由生产部及注塑部提供资料由项目部填写报告。
2、在 Tn 试模前由师傅自检,组长签字后交项目负责人进行 Tn 试模1. 顶出系统(装入下导柱、弹簧等)完成□,吊车检查滑动顺畅,可复位无异响□2. 运动。
2. 滑块系统完成□,手动检查滑动顺畅,开模后定位可靠且对准斜导柱□3、Tn 要求先拿件,再用高压进行试验,以便发现模具存在的问题检查3. 刚性预复位机构完成□;吊车检查动作顺序( 拆除弹簧 ) 正确□ 4. 模外拉勾机构完成□ 。
4、下机之前分型面涂红丹合模。
5. 三板模拉胶机构完成□5、提供 30%样件 ,80%样件 ,95%样件 ,100%样件和水口各一件交项目3. 操作 1. 撬模边完成□ 2. 零件倒角□ 3. 零件刻编号完成□4. 安全板完成□A 负责人。
性检查 5. 模脚完成□ 6. 防尘板□ 7. 耐磨板,导向板和推块油槽完成□ 8. 定位销钉□ 6 提供一件画板样件指出缺陷位置交项目负责人。
钳 4. 研配 1. 分型面研配,好□ 2. 滑块研配,好□ 3. 斜直推配合,好□ 4. 推针研配,好□7、项目部需对画板拍照并存入电8、如果客户要求提供样件而没有实施改模的,或者前次试模没达 工 检查 5. 全部零件装配后总体研配,好□到预期效果的 , 则试模编号为 T(n)+(1,2) 。
5. 热流9、要求项目负责人在试模的次日及时协调各部门处理。
自 1. 插座安装完成□2. 安装电线无损伤□3. 密封垫无损伤□4. 电线已固定□10、此表完成后由项目部发送设计部、生产部及注塑部。
试模报告

试 模 报 告
项目 制模厂家 领料数量 打样数量 工序 工序名称 品 名 图 号 模 号 零件号 设计 试模 实际可用 机种/吨数 机种/吨位 机种/吨数 试模员 产品材质 剪口尺寸 厚度 宽度 步距 长度 开料尺寸 (卷料长度为C) 模具尺寸 (长*宽*高mm) 改模□ 试模责任人 设计人 完成日期 移模□ 新模□
气垫 试模后模具 问题点,建议修该项目及生产时 位置 注意事项,正常时填写正常。 压力
产பைடு நூலகம்简图
备注: 1、所有剪口模和连续模都要留1个料片,并注明模 号,零件号。 2、每工序都要留1至2个工序办并注明模号,零件号和 第几工序。 3、试模完成后,此表格必须交工程部存档。 审核:
验收 : 第一次试模合格/同意生产 修整后试模合格/同意生产 不合格/不同意生产 试模合格待确定
□ □ □ □
FORM:
工程部经理确认:
压铸模具试模报告

压铸模具试模报告一、试模目的本次试模的目的是验证设计的压铸模具的可行性和合理性,确保模具能够顺利进行压铸生产,并满足产品的质量要求。
二、试模流程1.准备工作:将设计好的压铸模具部件进行加工和组装,并进行调试和检验,确保各个部分的相互配合良好。
2.模具安装:将加工好的模具安装到压铸机上,并进行调整和固定,确保模具的稳定性和安全性。
3.试模参数设置:根据要压铸的产品要求,设置合适的压射速度、压射压力和保压时间等参数。
4.试模过程:根据设定的参数,进行试模生产,观察模具的工作情况和产品的成型情况。
5.试模结果评估:根据试模生产的结果,评估模具的性能和产品的质量,对需要改进的地方进行记录,以供后续优化和改进。
三、试模结果本次试模生产顺利完成,模具的设计和制造都符合要求,试模生产过程中,模具工作稳定,产品形状完整,尺寸准确,表面光洁度良好。
经过试模生产的检验,模具能够满足产品的质量要求,达到了设计的预期效果。
四、试模存在问题和改进方案1.模具开模力不稳定:在试模过程中发现模具的开模力变化较大,可能导致产品形状不一致。
改进方案是对模具的开模机构进行检查和调整,确保开模力的稳定性。
2.产品表面有毛刺:在试模生产的产品上发现有些部分的表面有明显的毛刺,影响了产品的外观质量。
改进方案是对模具的冷却系统进行优化,增加冷却介质的流动,提高冷却效果,减少产品的毛刺现象。
3.模具寿命较短:经过试模生产后,发现模具的使用寿命较短,需要频繁更换和维修,增加了生产成本。
改进方案是对模具的材质和加工工艺进行优化,提高模具的硬度和韧性,延长使用寿命。
五、结论通过本次试模生产,我们验证了设计的压铸模具的可行性和合理性,同时也发现了一些模具存在的问题和需要改进的地方。
在优化和改进之后,这个模具将会更加稳定和可靠,能够满足产品的生产需求,提高生产效率和产品质量。
同时,本次试模生产也为以后的压铸模具设计和制造提供了宝贵的经验和参考依据。
试模报告表格

J 产品检查 4.收缩 □
1.加强筋太厚 □ 2.产品局部料过厚 □ 3.进胶口尺寸太小 □
5.后模拖伤 □ 1.加强筋未抛光 □ 2.滑块行程不够 □ 3.斜推高出凸模表面 □ 4.后模局部倒扣 □ 前
6.前模拖伤 □ 1.前模分型线反边 □ 2.前模抛光不足 □ 3.产品贴前模 □
次
7.夹水纹明显 □
3.斜推碰贴面反边 □ 4.顶出行程不够 □ 7.取浇口困难 □
1.顶白 □
1.推杆未作防滑 □ 2.加强筋未抛光 □ 3.局部有倒扣 □
2.毛刺 □
1.分型面 □ 2.滑块碰贴面 □ 3.斜推 □ 4.斜推碰贴面 □ 5.推针 □ 6.前模分型线出圆角 □
3.阶差 □
1.分型面 □ 2.斜推,直推与凸模面不平 □ 3.推针低于凸模面大于0.1 □
1.排气不良 □
2.夹水纹处易断裂 □
3.夹水纹处不平 □
4.前模温度不够 □
8.缺胶 □
1.局部尺寸太薄 □ 2.困气 □ 3.模具漏加工 □ 4.模具未清理干净 □
工艺参数
射出时间 15 温度
热咀温度 射出位置 射出压力 射出速度 熔胶位置 熔胶压力 熔胶速度
松退 托模前位置 托模前压力 托模前速度 材料干燥时 材料干燥温
冷却时间 成型周期 型腔数 净量
模具温度 定模
动模
40
滑块 上 下 左 右 手动
一 二段 三段 四段 五段 六段 七段 八段 热流度 一段 二段 三段 四段
220 225 210 210 200
温度
300 125 85 65 35
保压压力 65
120 110 95 85 80
保压速度 15
35 85 30 25 20
试模报告表

射胶时间/秒 11 时间 0 冷却时间/秒 40 周期 80%
新开发 205#
半自动:□
4段
是否用脱模剂
全自动:□
120G
异常描述
模具尺寸是否准确 模具运水 顶针归位 行位是否顺畅 偏底 是否有撑头
其它异常及建议
缩水
叽咀是否装固定圈
三板模具开模是否正常
封胶滑块是否合适 马模槽/孔是否合适
剪口是否合理
1:半自动无法生产,不成形; 2:手动生产时,需手动按胶加气; 披锋 3:严重粘模; 4:手动生产半成品,冷班严重; 夹水纹 此两套吹塑模具吹塑非常困难,如不用手动按胶加气,根本无法吹出,请 粘模 严重 工程师联络模房改善,否则下次依然不能正常试模,注塑无法生产。
困气
气纹/流纹
转水口是否易转 顶棍孔是否合适
试模报告
模具编号 模具名称 模具尺寸 注塑机型 试模次数 是否可使用机械手: 75# 塑料名称 色粉编号 工程师 试模原因 试模机号
HOPE 109
温度
1段 2段 3段
180 180 185 220 是
1段 射胶 2段 压力 3段 4段 保压压力 胶件重量 35
1段 射胶 2段 速度 3段 4段 保压速度
夹口/离隙 顶白
错位
制表:
审核:
日期:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试模标准检查明细:
注:若无该项,用横线划掉,有则打V,无则打X
1.囗是否检查模具零件,浇道,顶针制作与图面相符 2.囗是否检查模具与固定壁完全定位 3.囗是否检查模具与活动壁完全定位 4.囗是否检查水路油路连接完成 5.囗是否检查水路油路是否泄漏 6.囗是否以模温机加热模具至试模标准 7.囗是否检测上离形剂于模具上 8.囗是否检测料管温度已达试模温度 9.囗是否检查车壁距离与模具紧密程度已达到标准
高 低 速 速 % s
压铸成型条件
铝合金成型参数条件
%
压射时间
真空延 time 秒
押出位置 m/m 冷却时间 铝汤温度oC 汤柄厚度 m/m 冲头直径 m/m s
其 他 注 意 事 项
囗设变试作囗压铸成形试作囗尺寸试作 囗预备滑块试模囗预备模仁试模
试作报告:压铸切模平面度之不良现象及原因 试作不良原因:
囗A、成型不良--断裂、缩水 囗O、模具冲蚀--粘模 囗B、结合线--裂痕 囗C、变形--翘曲、顶凸 囗D、顶出针过长、过短 囗E、柱子缩水 囗F、肋缩水 囗G、柱子气孔 囗H、气泡 囗I、入子固定不良 囗P、模具表面无抛光、 不能顺利离模 囗Q、前、母模错模 囗R、母模灌口漏水、油 囗S、流道外型做错 囗T、模具龟裂 囗U、模具--成品外型作错 囗V、模具--成品外型漏做
铝铸件试模报告表
试模类别: □首次试模 □设计变更 □改模 □修模 □修正尺寸 □试料 试模日期;
模具编号 产品名称
试作日期 试作机台 模温机温度 模 温 控 囗冷却水 囗前模 制 囗热 油 囗前模 压铸总数量 良品移出数 试作良率 单 重 总 重 试模次数 吨 前 后 管 管 冷模约 试模不良数 数 模 模 囗母模 囗母模 模 管 管
囗J、真空座密合度不良--毛边囗W、前、母模水路漏水、油 囗K、模面密合度不良--毛边 囗X、模具崩模 囗L、滑块密合度不良--毛边 囗Y、尺寸未确认--RD 囗M、滑块拖痕 囗N、模具未咬花、喷砂 囗Z、其他 囗α 、缺模仁补强柱脚
确认点:
囗心轴 囗热油管 囗更换式灌口 1、备品是否到齐: 2、囗倒退销螺丝孔是否制作 3、囗模号未刻
其它备注事项:
主管确认:
制表: