信赖性测试
CMTBF信赖性测试评估准则
光宝科技股份有限公司 文件名称:信赖性测试评估准则信赖性测试评估准则 ( Reliability Review Guideline )1 目的:1.1 为确保产品设计的信赖性,以及加强产品在市场之竞争力,建立〝零件额定使用率〞 ( Component Stress Test ) 及〝机种预估寿命〞(MTBF Prediction) 之信赖性准则,用以为厂内设计验证之依据。
1.2 提早介入及加速产品之成熟度。
1.3 避免上市后之风险。
2. 范围: 凡是本公司电源事业部所开发之产品均适用之。
3. 权责:3.1 零件额定使用率 ( Component Stress Test ) 及机种预估寿命 (MTBF Prediction) 由信赖性 工程师负责测试,Component Stress De-rating 之定义由设计部及信赖性共同定义。
3.2 测试样品由设计工程师负责提供,且须经过Bench Test 测试,或有机种之验证报告。
3.3 信赖性完成之测试报告须会签设计部及其部门主管认可后,才可对外发行。
3.4 信赖性完成之测试报告文件,均须透过DOC 才能对外发行。
4. 参考标准:4.1. 零件额定使用率参考准则 : ISO 9001 NPS-MD-P-013。
4.2. 机种预估寿命( MTBF )参考准则: MIL-STD-217F, Bellcore TR332 ISSUE 6。
5. 定义:MTBF ( Mean Time Between Failure ) :平均间隔失效时间。
MTBF = 1/p λ(p λFAILURE RATE)610* HOURS 6. 作业流程图:6.1 信赖性测试评估作业流程图如 附件17. 作业内容:7.1 新产品导入会议 ( Kickoff Meeting ):7.1.1 新机种由业务主导之新产品会议中决定: 7.1.1.1. 决定样品 ( SAMPLE ) 及其它资料日期. 7.1.1.2. BLUE BOOK 发出之日期.7.1.1.3. 信赖性工程师应于EVT 阶段开始执行评估, 且必须于Pilot run PCB 修改定案之前完成零件额定使用率之测试与评估, 以符合量产及客户的需求。
信赖性试验(ORT)报告
5 .7
A . B .
5
L O G
¦ r
§ Î
O ¼ e
:
° ª
F utu
r a
1 4
M
b
: 5 Bt
¦ r ¼ Ð
Å é · Ç
/ ¤ ½ Â ¾
¦ â
¥ q » Î
/ ¬ õ Â Å
+
© m
+ ¦ a
¦ W § }
- ² Ê -¤
¶ Â ¶ Â
¦ â
M 1 0 0 Y1 0 0
¦ âC
1 0 0 M
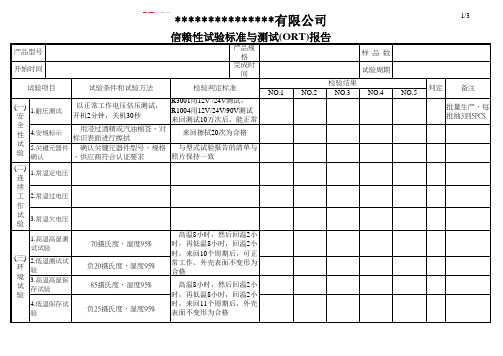
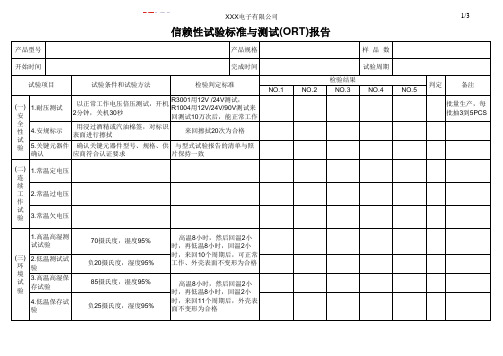
产品规格
样品数
完成时间
检验判定标准
用最小包装好的产品, 以最小包装盒的1角3棱6面 做跌落,各作10次,产品不 跛损,产品能正常工作为合
NO.1
NO.2
试验周期 检验结果
NO.3 NO.4
NO.5
判定
2/3 备注
1.Burn In (五) Room 寿 命 试 验
2.ON/OFF试验
开关机10万次
开机2分钟,关机30秒,开 关机10万次工作正常为合格
(三) 2.低温测试试
环验
境 试
3.高温高湿保 存试验
验
4.低温保存试
验
70摄氏度,湿度95% 负20摄氏度,湿度95% 85摄氏度,湿度95% 负25摄氏度,湿度95%
高温8小时,然后回温2小 时,再低温8小时,回温2小 时,来回10个周期后,可正 常工作、外壳表面不变形为 合格
高温8小时,然后回温2小 时,再低温8小时,回温2小 时,来回11个周期后,外壳 表面不变形为合格
/ ¬ õ Â Å
+
信赖性测试方法及其在临床试验中的应用案例分享

信赖性测试方法及其在临床试验中的应用案例分享信赖性测试是一种常用的测试方法,用于评估实验数据或测量工具的可靠性和稳定性。
在临床试验中,信赖性测试被广泛应用于评估医疗器械、药物和治疗方法的效果和安全性。
本文将介绍一些常用的信赖性测试方法,并通过实际案例分享其在临床试验中的应用。
一、信赖性测试方法1. 测试重复性测试重复性是通过对同一样本或测量工具进行多次测量,来评估测量结果的变异程度。
常用的测试重复性方法包括重复测量法、平均测量法和方差分析法。
其中,重复测量法要求在相同条件下对同一对象进行多次测量,通过计算测量值之间的差异来评估测量的一致性。
平均测量法则是将多次测量的结果取平均值,以减小单次测量误差的影响。
方差分析法则是通过计算不同测量条件下的测量结果差异,来评估测量误差来源的重要性。
2. 测试再现性测试再现性是通过不同测量工具或者不同操作者对同一样本进行测量,来评估测量结果的一致性。
常用的测试再现性方法包括交替测试法、并行测试法和符号检验法。
其中,交替测试法要求不同测量工具或者不同操作者交替对同一样本进行测量,通过计算测量结果之间的差异来评估不同工具或操作者之间的一致性。
并行测试法要求同时使用多个测量工具或者有多个操作者同时对同一样本进行测量,通过计算测量结果之间的差异来评估不同工具或操作者之间的一致性。
符号检验法则是通过对两个工具或者操作者的测量结果进行比较,统计两者一致或者不一致的次数,来评估其一致性。
二、信赖性测试在临床试验中的应用案例分享以下是一个应用信赖性测试方法进行临床试验的案例分享:某医疗器械公司开发了一种新型的心脏监测仪器,用于对心脏病患者进行监测和诊断。
在临床试验中,为了评估该仪器的可靠性和稳定性,研究团队采用了测试重复性和测试再现性的方法。
首先,研究团队进行了测试重复性的实验。
他们在实验室中选取了10名志愿者,要求他们在相同的条件下分别使用该仪器测量自己的心率,并记录测量结果。
信赖性测试标准.

-.小件 KEY, KEYPAD, MAIN 类 面积较小部品实验排除
▶ 实验设备/备品: 浸染实验仪, 恒温恒湿机,油性 PEN(Monami namepen.F 中字大小用,BLACK),(METHYL AL
1)把铅笔芯以圆柱形状露出约 3mm 同时把芯磨成平坦尖锐. 2)涂膜面和铅笔芯角度成约 45° → 实验机和实验面平行的取高度 SETTING→ 均匀的速度
把实验机往前移动约 10mm → 实验面和铅笔芯的位置更换后实施 2 回. 3)2 回中 1 回以上 SCRATCH 发生时铅笔硬度标示出来(在芯的同一位置只能进行 1 回) 4 铅笔硬度 ▶ 判定基准 1) 表面 SCRATCH 发生的水准 1H 以上(铅笔硬度 F 中不能有 SCRATCH)
2) 热冲击实验后 2kgf 以下不能有脱离
※ NECK 破损的情况判定为不良
▶ 实验对象 : SET 状态下 外部露出面
※ REAR COVER 的 BATTERY 安装面除外
5
指甲划伤
▶ 实验方法 1)把部品表面部分用指甲划一划→用抹布擦
▶ 判定基准
1)用指甲划过后不能脱膜,不能有指甲印
▶ 实验对象 : SET 状态下外部露出面( 注塑涂装/蒸镀, PRESS 后加工式样 )
▶ 判定基准
1)Rubber 原材料硬度管理基准 记录 承认原上,根据设定值 管理.
※热冲击/紫外线/高温高湿/盐水喷雾 实验后 满足管理基准.
▶ 试验对象:Main Cover 类 金属 + PC Insert 构造的 外装部品 ▶ 试验机 及 备品 : SPF 30 PA++ NIVEA AQUA PROTECT SUN SPRAY, 毛笔 (SEOJIN 社 BRUSH 701 15 号)
信赖性测试报告
信赖性测试报告1. 引言本文档旨在汇报系统信赖性测试的过程和结果。
信赖性是评估系统可靠性和稳定性的重要指标。
通过对系统进行信赖性测试,可以发现潜在的问题和瓶颈,并采取相应的措施来提高系统的可靠性。
2. 测试目标本次信赖性测试的目标是评估系统在长时间运行和大负载情况下的表现。
具体的测试目标如下:1.确保系统能够在24小时连续运行的情况下保持稳定性。
2.模拟并测试系统在高并发情况下的响应能力和稳定性。
3.检查系统在异常情况下的恢复能力和可靠性。
3. 测试环境本次测试使用的环境如下:•操作系统:Windows 10•浏览器:Google Chrome 90.0.4430.212•测试工具:JMeter 5.4.1•测试硬件:****************************,16GBRAM4. 测试过程本次信赖性测试主要包括以下几个方面的测试:4.1 24小时连续运行测试在此测试中,我们将系统连续运行24小时,监测系统是否能够保持稳定,并记录系统在运行过程中出现的任何问题和异常。
测试过程中,我们将执行一系列常见的操作,并观察系统是否正常响应和处理。
4.2 高并发测试在此测试中,我们通过使用JMeter工具模拟大量并发用户访问系统,以测试系统在高并发情况下的性能和稳定性。
我们将逐渐增加并发用户数量,并记录系统的响应时间、吞吐量和错误率等指标,以评估系统在高负载情况下的表现。
4.3 异常恢复测试在此测试中,我们模拟系统遇到异常情况(如服务器宕机、数据库故障等)后的恢复能力和可靠性。
通过模拟这些异常情况,我们将评估系统的容错性和恢复能力,以及数据的一致性和完整性。
5. 测试结果5.1 24小时连续运行测试结果经过24小时的连续运行测试,系统表现出良好的稳定性。
在整个测试过程中,系统没有出现任何崩溃或重大故障,并且能够正常响应用户的请求。
然而,我们还是发现了少数非关键性的问题,包括界面上的一些显示问题和用户操作流程上的一些不便之处。
电镀信赖性测试方法
电镀信赖性测试方法1.盐雾测试盐雾测试是一种常用的电镀信赖性测试方法,用于评估电镀件的抗腐蚀性能。
测试时将电镀件放置在盐水喷雾环境中,通过观察电镀件表面是否出现锈蚀、腐蚀等现象,评估其抗腐蚀性能。
2.热循环测试热循环测试是用来评估电镀件在温度变化环境下的耐久性能。
测试时将电镀件置于高温和低温环境中来回循环,观察电镀层是否出现剥落、开裂等情况,以及电镀件整体性能是否发生变化,评估其耐久性能。
3.摩擦磨损测试摩擦磨损测试用于评估电镀件在与其他物体接触时的耐磨性能。
测试时将电镀件与其他材料进行摩擦,并通过测试仪器测量电镀层的磨损程度,评估其耐磨性能。
4.接触电阻测试接触电阻测试用于评估电镀件与其他电子元件的连接质量。
测试时使用测试仪器测量电镀件与其他元件之间的接触电阻,评估其连接的可靠性。
5.微硬度测试微硬度测试用于评估电镀层的硬度。
测试时使用硬度计在电镀层表面进行硬度测试,评估其硬度值是否符合要求,以及是否存在硬度不均匀等问题。
6.耐热性测试耐热性测试用于评估电镀件在高温环境下的性能。
测试时将电镀件置于高温环境中,观察电镀层的变化情况,包括颜色、光泽度等,评估其耐热性能。
7.耐湿热性测试耐湿热性测试用于评估电镀件在高温高湿环境下的性能。
测试时将电镀件置于高温高湿环境中,观察电镀层是否产生氧化、锈蚀等现象,评估其耐湿热性能。
综上所述,电镀信赖性测试方法包括盐雾测试、热循环测试、摩擦磨损测试、接触电阻测试、微硬度测试、耐热性测试和耐湿热性测试等。
通过这些测试方法,可以全面评估电镀件的可靠性和耐久性能,为其在实际应用中提供参考依据。
LCM信赖性测试项目以及判定标准

LCM信赖性测试项⽬以及判定标准1.⽬的为规范我司信赖性测试,特制定本检验标准。
2.适⽤范围凡本公司内信赖性测试均适⽤。
3.职责实验室:按照测试申请条件和信赖性测试规范完成测试并输出试验结果。
4.缺陷区分及定义4.1.重缺: 显⽰或者功能缺陷,严重偏离规格,客户⽆法正常使⽤。
严重外观缺陷,严重偏离规格,客户⽆法正常使⽤。
4.3.轻缺:轻微偏离规格,不影响产品功能,但对产品外观有影响LCD:液晶显⽰屏;TP:触摸屏;LCM:液晶显⽰模组;CTP:电容触摸屏注:在区域 C 中有看得见的外观缺陷,但不影响产品质量及顾客产品组装,除崩边崩⾓按规格外,其它⼀般原则下是允许的,外观检验标准适⽤于 A 区、B 区。
客户有特殊要求时除外;5.检验⽅法,环境及检验⼯具5.1 检验⽅法5.1.1 在20—40W⽇光灯的照明条件下,样品离检查者眼睛约30cm处进⾏检查。
检验⽅向以垂直线前后左右45°(以时钟3点、6点、9点、12点)5.1.2检验者视⼒需达到标准视⼒1.0以上。
5.1.3检验者需戴静电⼿环、⼿套或者两⼿⼋个⼿指套。
5.1.4外观检验者以⽬视检查或以菲林对⽐卡⽐对。
5.1.5电性测试使⽤电测测架,主板,电源线及单⽚机。
5.1.6辉⾊度检测请参照样品,检测⽅法依照辉⾊度检验标准。
5.2 检验环境电测:照度为200LUX以下,外观: 照度为800LUX-1200LUX,每个画⾯检验时间:1秒-5秒5.3 检验⼯具电测测架,主板,电源线及单⽚机,菲林对⽐卡,游标卡尺,放⼤镜,滤光⽚,实体显微镜(必要时)等等。
5.4 检验顺序产品检验顺序按照先检验产品四周,再由上⾄下“Z”字型测试,如下⽰意图:5.5 环境类测试项⽬以及判定检验⽅法(测试条件可根据产品规格要求做调整变化)。
5.5.1 ⾼温⾼湿运⾏试验(THO)5.5.1.1 测试⽬的:测定长时间在⾼温⾼湿环境下LCD Module产品的运⾏情况,发现产品的潜在的不良,提供产品改善的依据。
信赖性试验(ORT)报告
次年更新时间为上一年报告 更新日期之前为合格
审核
编制
表格编号:
检验判定标准
(一) 1.耐压测试 安
以正常工作电压倍压测试,开机 2分钟,关机30秒
R3001用12V /24V测试, R1004用12V/24V/90V测试来 回测试10万次后,能正常工作
全 性 4.安规标示
试
验 5.关键元器件 确认关键元器件型号、规格、供 与型式试验报告的清单与照
(六) 1.MOS温升 温 升 试 验 2.CASE温升
产品型号
开始时间
试验项目
(七) 效 率 整机效率测试 试 验
5.7 A.
B.
试验条件和试验方法
5
LOGO 寬 : 高 14:5
字形
Futura
Mb
Bt
字體公 /+- 司姓名粗黑 職 +- 銜地址中黑
標準色紅 / M 色 100Y100 藍 C1 色 00M100Y10
XXX电子有限公司
信赖性试验标准与测试(ORT)报告
产品规格
样品数
完成时间
检验判定标准
NO.1
NO.2
试验周期
检验结果 NO.3
NO.4
NO.5
判定
3/3 备注
1.OCP保护点
(八) 保 护 2.OVP保护点 试 验
3.SHORT TEST
(九)
RoH 验证有害物质
S 验
的含量
证
核准
供应来料附ROHS报告
85摄氏度,湿度95% 负25摄氏度,湿度95%
高温8小时,然后回温2小 时,再低温8小时,回温2小 时,来回10个周期后,可正常 工作、外壳表面不变形为合格
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.Exterior Cosmetics Reliability Requirements1.1.ObjectiveThis document defines the reliability requirements for the Surface Hub product and stands exterior surfaces, excluding the stylus and display.1.2.ResponsibilityComponent suppliers, external labs, and contract manufacturers are responsible for following the requirements stated in this document. Only operators trained in conducting the specified tests according to the test plan outlined by Microsoft shall be used.零部件供应商、外部实验室和合同制造商负责本文档中所述的需求。
只有操作员培训进行指定的测试按照测试计划概述了由微软应使用。
1.3.Referenced Documents1.4.Sample SizeSample size shall be determined by Microsoft prior to starting the tests. However, this sample size can be increased or decreased at Microsoft’s discretion at any point during testing.样本大小由微软开始测试之前。
然而,这个样本大小可以在微软的增加或减少自由裁量权在任何时候在测试期间。
1.5.Sample IdentificationAll units under test shall be adequately labeled.At a minimum, these markings shall include serial and/or part numbers, the name of their test group, their respective identification number within their test group, and any other pertinent data that makes the configuration easily identifiable for Microsoft, operators, and inventory purposes. The test facility shall use printed labels for legibility.所有被测试单位应当充分标记。
至少,这些标记应包括串行和/或零件编号,测试组的名称,测试组内各自的身份证号码,和任何其他相关的数据,使微软的配置很容易识别,操作符和库存的目的。
测试设备应使用标签印刷清晰。
1.6.Equipment MaintenanceAll equipment used for reliability tests shall be calibrated and all maintenance shall be performed prior to starting tests. The lab shall ensure that test stoppages do not occur due to scheduled maintenance or calibration. Maintenance activities shall include but are not limited to calibration, addressing component wear during the course of equipment usage, and all activities undertaken to assure repeatability.所有设备应校准和维护用于可靠性测试开始前应进行测试。
实验室应确保测试停工不发生由于计划维修或校准。
维护活动包括但不限于校准,解决组件磨损过程中设备的使用,和开展的所有活动,确保可重复性。
2.Visual Inspection MethodVisual inspection for defects during normal production shall be conducted without magnification from 45 cm (18 inches) for 45 seconds.进行目视检查缺陷在正常生产没有放大从45厘米(18英寸)45秒。
Once a discrepancy is located, there is no time limit for determining the nature or severity discrepancy. Viewing angle shall be within 30 degrees of perpendicular to the surface. See Figure 1. Visual inspection shall be made by individuals with 20/20 vision, or corrected to 20/20 vision. Except when verifying colors, inspection should be done under normal lighting (300-700 Lux) conditions using white fluorescent lights.一次差异所在,没有期限决定的性质和严重程度的差异。
在30度视角应垂直于表面。
参见图1。
目视检查应由20/20视力的人,或20/20视力纠正。
除非验证颜色检验应该在正常照明(300 - 700勒克斯)条件下使用白色荧光灯。
Figure 1: Viewing angle.3.Measurable DefectsMeasurable defects on painted surfaces shall not exceed the following limits. A pre-approved template for measuring area of defects must be used. These defects may include nicks, scratches, contamination, voids, drag marks, inclusions, pinholes, pits, runs, etc. These measurable defects shall not include adhesion related defects.可衡量的漆表面缺陷不得超过以下限制。
预先核准的模板测量区域必须使用的缺陷。
这些缺陷可能包括裂纹、划伤、污染,空洞,拖动标记,夹杂物、气孔、坑、运行等。
这些可测量的缺陷不包括粘附相关缺陷。
3.1.Class A SurfaceClass A surfaces are primary surfaces, which may often be viewed by the customer during normal use of the product. When necessary for a specific product, more detailed descriptions of the area defining a "class A" surface shall be defined via attachment to this document.类表面是主要的表面,它常常会被客户在产品的正常使用。
在必要的时候为一个特定的产品,更详细的描述的定义一个“阶级”的表面通过本文档附件规定。
Raised surfaces from inclusions or contamination shall also not exceed a height of 0.075mm on a class A surface.提高表面夹杂物或污染也应不超过0.075毫米的高度在一个类表面。
Voids/Specks/Bubbles/Abrasions Allowable:A Surface: d < 0.65mm. No more than two per 900cm2 areaScratches Allowable:A Surface: W < 0.1mm, L < 3mm, No more than two per 900cm2 areaMarks/Runs Allowable: NoneSplay, Burns, Pitting, Marbling, Orange Peel, Non-uniform Texture, Cracking, Crazing, Haze Allowable: None3.2.Class B SurfaceClass B surfaces are secondary surfaces, which may periodically be viewed by the customer, but is not in direct view during normal use. When necessary for a specific product, more detailed descriptions of the area defining a "class B" surface shall be defined via attachment to this document.B级表面是二次表面,可以定期被客户,但不是直接视图在正常使用。
在必要的时候为一个特定的产品,更详细的描述的定义一个“B类”表面通过本文档附件规定。
Voids/Specks/Bubbles/Abrasions Allowable:B Surface: d < 1.0mm. No more than four per 900cm2 areaScratches Allowable:B Surface: W< 0.2mm, L < 10mm No more than three per 900cm2 areaMarks/Runs Allowable: NoneSplay, Burns, Pitting, Marbling, Orange Peel, Non-uniform Texture, Cracking, Crazing, Haze Allowable: None4.Evaluation TestsThese tests are used to evaluate the surfaces before and after the reliability tests.这些测试是用来评估表面之前和之后的可靠性测试。