Q345R管板带极堆焊工艺
Q345焊接工艺规程

Q345的焊接工艺一、材料介绍1. Q345化学成分如下表〔%〕:元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2 Q345C力学性能如下表〔%〕:机械性能指标伸长率〔%〕试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb〔470-650〕σs〔324-259〕其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根〔碳弧气刨〕→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验〔焊缝质量一级合格〕三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原那么,选用E5015 〔J507〕型电焊条。
化学成分见下表〔%〕:元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb〔Mpa〕σs〔Mpa〕δ5〔%〕Ψ〔%〕AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:〔根据图纸和设备供货〕3. 焊接方法:采用手工电弧焊〔D〕。
Q345R钢厚板塔器的焊接工艺

Q345R 钢厚板塔器的焊接工艺贺大松(重庆工业职业技术学院,重庆401120)摘要:抗氢钢Q345R (R-HIC )是近几年新开发的一种用于H 2S 酸性环境下容器用钢板,文中对其焊接性能进行了分析,从焊接材料、焊接工艺参数的选择入手,进行了一系列工艺性试验,找出了合适的焊接工艺参数,对指导生产具有重要的意义。
关键词:抗氢腐蚀试验;Q345R (R-HIC )钢;厚板塔器;焊接工艺中图分类号:T G444.1;TG445文献标志码:B文章编号:1002-025X (2019)02-0041-04收稿日期:2018-09-140引言为打破国外公司的垄断,实现LNG 液化工艺及设备成套技术国产化、大型化,某公司设计了脱硫脱碳塔,其设计压力7.90MPa ,规格DN6100mm ,壳体厚度达到200mm ,且处于湿硫化氢环境,是液化天然气工艺众多装置中最为关键的非标设备之一,也是设计制造要求和技术难度最大的,其尺寸和工艺操作参数见表1。
本文主要针对其焊接工艺进行前期的研究。
1Q345R (R -HIC )钢焊接工艺研究1.1材料的选择Q 345R (R -HIC )钢具有良好的综合力学性能和工艺性能,是目前我国用途最广、用量最大的压力容器专用钢板[1]。
根据NB /T 47014—2011《承压设备用焊接工艺评定》中6.1.5条试件厚度与焊件厚度的评定规则,当试件厚度为38mm 以上时,即可满足焊件母材厚度有效范围和焊缝金属厚度有效范围上限均达到200mm 。
但为了研究确定合理的厚板焊接工艺参数及焊接变形控制方法,并考虑到厚板焊接时长时间受热对焊缝性能的影响等多方面因素,本项目试件厚度均选择200mm ,同时也为后续试验筒体焊接积累经验。
按所需产品的应用技术条件,开发本次试验用Q 345R (R -HIC )材料,其化学成分见表2,力学性能见表3。
1.2焊接方法的选择厚壁压力容器的焊接,目前国内外比较成熟的工艺方法主要有埋弧焊(SAW ),单、双丝窄间隙埋弧焊,马鞍形埋弧焊以及电渣焊等。
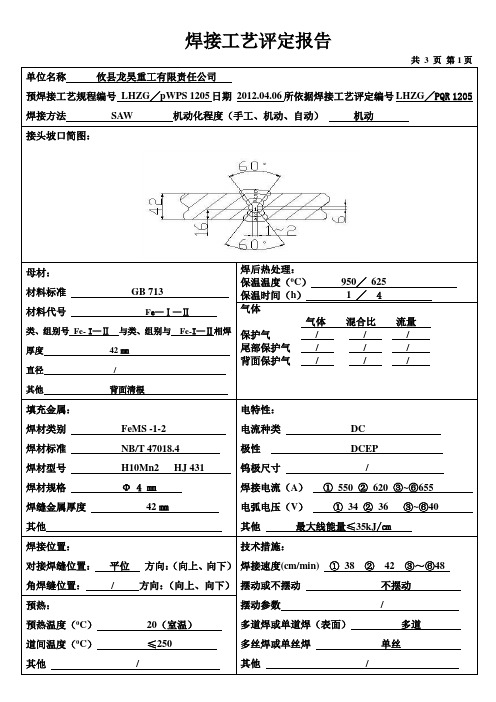
Q345R焊接工艺评定报告N+SR
钨极尺寸/
焊接电流(A)①550②620③~⑥655
电弧电压(V)①34②36③~⑥40
其他最大线能量≤35kJ/㎝
焊接位置:
对接焊缝位置:平位方向:(向上、向下)
角焊缝位置:/方向:(向上、向下)
技术措施:
焊接速度(cm/min)①38②42③~⑥48
摆动或不摆动不摆动
摆动参数/
多道焊或单道焊(表面)多道
多丝焊或单丝焊单丝
其他/
预热:
预热温度(0C)20(室温)
道间温度(0C)≤250
其他/
共3页第2页
拉伸实验试验报告编号:
试样编号
试样宽度
㎜
试样厚度
mm
横截面积
mm2
最大载荷
KN
抗拉强度
MPa
断裂部位和特征
弯曲试验试验报告编号:
试样编号
试样类型
试样厚度
mm
弯心直径
mm
弯曲角度
(o)
试验结果
冲击试验试验报告编号:
试样编号
试样尺寸
夏比V型
缺口位置
试验温度
oC
冲击吸收功
J
侧向膨胀量
mm
备注
共3页第3页
金相实验(角焊缝):
焊部(焊透、未焊透),焊缝(熔合、未熔合)
焊缝、热影响区(有裂纹、无裂纹)。
检验截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差(mm)
无损检验:
RT无裂纹UT
MTPT
其他
耐蚀堆焊金属化学成份(%)
C
Si
Mn
P
S
Cr
Ni
Mo
厚度42㎜ቤተ መጻሕፍቲ ባይዱ
Q345R钢的焊接工艺
门4 + 0 / 4 0
=
碱 性 焊 条按 规 定 在 3 5 0 — 4 0 0 o C温 度 下 烘 干 1 . 5 — 2 . 5 小时 ,酸 性焊 条按 规 定 在 2 0 0 — 2 5 0  ̄ C温度 下 烘 干 1 — 1 . 5 小 时。 要 保证焊 接 的地 方保 持干 净清 洁 , 在 焊 接 的过程 中
Q 3 4 5 R因其含 Mn量较高 。Mn / S的 比值 可 以达 到 防
具 有较 好 的抗热 裂纹 的能力 。在 母材 根据 国家标准 G B 7 1 3 — 2 0 O 8 《 压力容器用钢板》 , 碳当 止 结晶 裂纹 的要 求 , 化 学成 分 正常 、焊接材 料 和焊 接参 数选 择 正确 的情 况下 , 量 的计 算 为 :
C Si Mn D S T i M0 V Cr
≤ O. 2 0 ≤O 5 5 1 . 2 O一1 . 6 O ≤0 0 4 ≤0 . 0 4 O. 2 O. O 3 O . O 2 — 0. 1 5 O . O 3
消氢 热处理 。 1 - 2 . 2 热裂 纹
Ce g = C+M n / 6 +S i / 2 4+ Cr / 5 +Mo | 4 | 、 4+Ni / 4 0
:
一
般 不 会产 生热裂 纹。
1 . 2 . 3 气 孔
0 . 2 0 %+ 1 _ 2 %/ 6 + 0 . 5 5 %/ 2 4 + 0 . 0 3 %/ 5 + 0 . 0 3 %/ 4 十 0 . O 2
Q3 4 5 R钢 的焊接 工艺
Q345R钢的焊接工艺
Q345R钢的焊接工艺摘要:q345r钢是低合金高强度结构钢,是目前我国用途最广、用量最大的压力容器专用钢材,具有良好的综合力学性能和工艺性能,适合于重要的焊接结构,特别是压力容器。
本文主要通过阐述q345r钢焊接性分析及制定合理的焊接工艺,满足了产品的质量要求,提高了焊接生产效率和焊接质量、降低了生产成本。
关键词:q345r 碳当量焊接缺陷焊接变形和应力焊接工艺q345r钢材表示低合金高强度结构钢,用屈服强度值“屈”字和压力容器“容”字的汉语拼音首位字母表示,q——“屈”汉语拼音首位字母;345——屈服点值mpa;r——“容”汉语拼音首位字母。
q345r钢是一种含有锰和硅的低合金钢,它比低碳钢q235增加了1%左右的含锰量,但屈服点却增加了近50%。
q345r钢是重要的焊接结构常采用的材料,常用于制造压力容器。
一般供货状态为:热轧、冷轧或正火处理等。
1 q345r钢材焊接性分析1.1 q345r钢材碳当量计算q345r的可焊性在低合金钢中较好,由于含有一定量的合金元素,淬硬、冷裂倾向都比低碳钢大一些。
常温下焊接q345r时,焊接热影响区一般不出现淬硬组织,其最高硬度通常小于300hbs。
在常温下施焊时,焊接工艺与低碳钢的基本相同。
q345r的抗拉强度为460~640 mpa,按照等强度要求,应采用e50型焊条。
增大焊接电流时,因冷却速度变慢,所以硬度较低,即淬硬倾向变小。
在低温下焊接时可能会出现脆硬组织,易产生焊接裂纹。
因此,在低温焊接、厚板焊接时应采取预热的措施,防止脆硬组织导致裂纹的产生。
1.2 q345r钢焊接内部缺陷分析q345r钢常见的焊接缺陷包括外观缺陷和内部缺陷。
外观缺陷有咬边、焊瘤、凹陷、表面气孔、冷裂纹等;内部缺陷有热裂纹、冷裂纹、内部气孔、夹渣、未焊透等。
1.2.1 冷裂纹q345r钢属于低合金压力容器专用钢,其碳当量0.4%左右,焊接性优良。
除大厚度钢板和环境温度很低等情况下焊接外,一般不需要预热和严格的控制热输入来控制焊接冷裂纹。
Q345焊接工艺规程

Q345的焊接工艺一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(%):元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%)AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:(根据图纸和设备供货)3. 焊接方法:采用手工电弧焊(D)。
Q245R/316L复合管管道焊接工艺
顾成 本 , 内衬 不 锈 钢 复 合 钢 管 已被 越 来 越 广 泛 地 用 于
文 中针 对复 合 管 焊 接 过 程 中易 出现 的 问 题 , 过 通
关键词 : 复合管 TG 焊 I 显微 组织 力 学 性 能
中 图分 类 号 : T 5 . G4 7 6
0 前
言
焊 接接 头 的力学 性能 和抗 腐 蚀 性 能 是焊 接 过 程 中的重 点 和关键 所 在 。
随着能源供应需求 的增加 , 海底石油、 天然气等 的 开 采量 日益 增 大 , 常 需 要 跨 地 域 长 距 离 管 道 输 送 。 经
比较不 同焊 接工 艺下 复合 管 焊 接 接 头 的微 观 组 织 和力
学性能 , 提出了适于复合管焊接 的新工艺 , 为复合管在 实 际工 程 中的扩 大应 用奠 定基 础 。
1 试 验材 料及 方 法
海底 油 气 输 送 J 。通 过 冷 拔 、 胀 形 等 方 法 生 产 的 热 复 合管 , 基层 与衬 层 之间 为 机 械结 合 , 由于 其 独 特 的结
O 1 2 3 4 5 6
方, 秦建平 .双金属管在 管道输送 中的应用 [ ] J .材 斌 , 晓东 , .高 腐蚀性 油气 田用双 金属 邵 等
料应用 , 002 () 3 3. 20 ,9 1 : 4— 6
距 离/ m a r ( ) 旧T 艺 b
[ ] 李 发根 , 4 魏
Q2 5 / 1 L 复 合 管 管 道 焊 接 工 艺 4 R 36
Q345R管板带极堆焊工艺
( nZ o i ln ih d s yE uo n o, t. n h u3 5 2 , h a We h uTa o gLg tn u t q imet . d, Z o 2 0 5 C i ) n I r C L We n
Ab t a t I ec ro i n h r f cn r c s f r su ev s e u e h e, mp rn t a i o a n a l i g t en w fb d s ra i g i o ih r s r c : n t o r so a d a i gp o e so e s r e s l b s e t Co a i g wi t d t n l h p t h r i ma u l we dn , h e o a —u f c n fhg e n s e e c n r tb e q ai . ti h h c u f cn i u tn e b c u eb t r g l eo smo e e eg , O d so t n wi ev r ei u , f o e e t e i f n y a d mo esa l u ly Bu nt e t ik s ra i gc r msa c , e a s ut i n wn r n r y S i ri l b e y s r s i f c i t c en i t o l o n v me s r st o to e o ma in, u e h e l la o s r p Th ril n o u e o r b e ft et b lt o r so a d l i g d rn h r c s f a u e o c n r l f r t d o tb s e t wi e d t c a . e at e it d c d s mep o lms o e p ae c ro in h r f cn u i g t ep o e so l c r h u a i t d c in a du ea d s lt n r x o n e n r u to n s n ou i s o o wee e p u d d.
Q345焊接工艺规程
Q345的焊接工艺一、材料介绍1.Q345化学成分如下表(% :元素Cw Mn Si w P w S < Al > V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(% :机械性能指标伸长率(% 试验温度0C抗拉强度MPa屈服点MPa>数值5 5>22 J >34(T b ( 470-650) 彷s ( 324-259)其中壁厚介于16-35mm时,彷s>325Mpa壁厚介于35-50mm时,(T s> 295Mpa2.Q345钢的焊接特点2.1碳当量(Ceq)的计算Ceq=C+Mn /6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
222冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备-点固焊-预热-里口施焊―背部清根(碳弧气刨)- 外口施焊—里口施焊—自检/专检—焊后热处理—无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1.焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(% :元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标氏(Mpa (TS (Mpa 8 5 (% V (% AkvJ-30 C数值440 540 31 79 164 114 762.坡口形式:(根据图纸和设备供货)3.焊接方法:采用手工电弧焊(D)。
Q345焊接工艺规程
Q345的焊接工艺一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(%):元素C Mn Si S P Cr Mo V Ti含量0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%)AkvJ-30℃数值440 540 31 79 164 114 762. 坡口形式:(根据图纸和设备供货)3. 焊接方法:采用手工电弧焊(D)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S O.03
Cr
Ni Mo Ca
19.0 9.5
[收稿日期】2009.12-12 【作者简介】严顺(1983一),男,湖北龙感人,本科,助理工程师,主要从事承压设备焊接工艺工作。
万方数据
2010年第3期 第37卷总第203期
广东化工 www.gdchem.com
215.
根据焊接工艺评定, 严格控制层间温度150*C以-F,实 际证明是可行的。
的表面张力比较接近,分另口为22.50,22.39,23.7l,
25.39 mN/m[61。
同时,同样温度,浓度的甲醇,乙醇,正丙醇和正丁醇的 表面张力基本上随着醇烷基链的增长而逐渐增大,表明随着醇 中烷基链的增长,表面张力逐渐减小。这是由于醇巾烷基链的 存在,使得富集在水分子表面的醇分子减弱了表面水分子的相 互作用力所致。且醇中烷基链越长,醇分子的极性越弱,表面 水分子的相互作用力降低的幅度越大,表面张力越小。
近期,该公司接到了一批换热器的订单,经过分析此批换 热器图纸要求管板基层材料厚度为50-90 ITlnl,耐腐蚀堆焊层 要求达到8 rnm复合板基层材质为Q345R复层材质为 OOCrl9Nil0制造的难点在于8 rnm的管板堆焊,因为工期短, 传统的手工电弧堆焊效率不能满足生产需要而且焊接质量不 稳定,经过研究‘致认为应该采购一台带极堆焊焊机。
2焊接工艺评定及操作中的问题
在带极焊机进厂验收后,根据《压力容器安全技术监察规
程》川、《钢制压力容器焊接工艺评定》121的要求,进行焊接工 艺评定。
根据上述标准选用基层材质为Q345R厚度为20的钢板, 过渡层焊材采用天津金桥的D309L,堆焊层采用D308L焊带, 因控制焊接线能量和保证焊接效率选择焊带规格都为60 X 0.5 mln型。母材及焊材的化学成分见表1 o
参考文献
【1】梅策香,王广平,柳钰.液体表面张力系数与温度和浓度的关系实验研 究【J】咸阳师范学院学报,2008,06(0021):02. 【2】王正列,周亚平.物理化学【M】(第四版).北京:高等教育出版社,2001:
12.
【3】段世铎,谭逸玲.界面化学[M】.北京:高等教育出版社,1990,I. 【4】郭瑞.表面张力测量方法综述【J】.计量与测试技术,2009年第36卷第 4期:62—64. [5】闺华,金燕仙,钟爱国,等.溶液表面张力测定的实验数据处理分析与 改进【J].实验技术与管理,(2009)05—0044—03. 【6】姚允斌,等.物理化学手册【M】.上海:上海科学技术出版社,1985年.
铲髫巢碍黎与分析
3.1醇溶液浓度对表面张力的影响
由图2可以看出随着浓度的增大表面张力逐渐减小,甲 醇,乙醇溶液随浓度的改变渐渐减低,正丙醇和正丁醇溶液‘5】
随浓度的增大也有明显减小的趋势,但当浓度达到在3 mol/L 左右时趋于稳定,之后随浓度的改变,表面张力变化不明显。 随着醇溶液浓度的改变,这几种醇溶液的表面张力变化较大。 在改变醇溶液浓度时,正丁醇溶液的表面张力改变鼍最小,这 说明随着摩尔质量的增大,浓度对表面张力的影响越小。
i
看
≤
鲫俺∞=8∞嚣卯酊∞努∞;q
c“ⅡDLL’
Fig.2
图2醇溶液表面张力与浓度的拟合曲线
Fitting curye of alcohol solution surface tension and concentration
3.2醇烷基链长对表面张力的影响 在同样温度下,20℃时,甲醇,乙醇,正丙醇和正丁醇
析结果见表3。
表1 母材及焊接的化学成分
!!!:! !!!!!!巴!!!!:2巴E2:出2已21垒呈::巴!望!呈呈垒兰!!垒!翌g
材料
C
Si
Mn
Cr
Ni
Mo Cu
P
S
表2评定施焊记录
嚣冀篇规格鬣鬈鬟警
/A
/V
竺/(!c!m:-2
、
表3理化分析报告
Tab.3 Analysis report of physical and chemical
试验项目:渗透;PT;表面检测无超标缺陷;符合JB/T4730.5—2005;评
室堡型!!堡 弯曲试验:4个侧弯试件;弯心直径40 mm;支座间距63 mill;未发现超
堑丛堕i佥整 耐腐蚀堆焊试样截取严格执行JB4708·2000;
丝堂堕坌坌堑塑王i!重量坌墼堑2
C
Si
Mn
P
O.03 O.75 1.95 O.01
Abstract:In the corrosion hardfacing process ofpressure vessel tubesheet.Comparing with traditional manual welding.the nlffw ofband—surfacing is ofhigher effiency and more stable quality.But in the thick surfacing circumstance,because buttering line owns more energy,so distortion will be very serious,if no effective measles to control deformation,tubesheet will lead to scrap.The article introduced some problems of the tube plate corrosion hardfacing during the process of introduction and use and solutions were expounded.
Keywords:strip electrodesufacing;PQR;tubesheet deformation
在压力容器产品制造过程中,常会用到堆焊技术,堆焊有 效节约贵霞金属的损耗,而带极堆焊义因为其高效,焊接质量 好而广受好评。文章就管板带极堆焊的工艺和出现的一些问题 进行交流与探讨。
1带极堆焊机的应用
参考文献
【l】压力容器安全技术监察规程Is】.北京:中国劳动社会保证出版社,1999:
33.33.
【2】钢制压力容器焊接工艺评定【s】.北京:国家机械工业局、国家石油和化 学工业局,2000:25—26.
(本文文献格式:严顺。汤振兴,魏玉伟,等.Q345R管板带 极堆焊工艺【J】-广东化工。2010,37(3):214—215)
接单面管板时采用圆圈堆焊路线,由外圆到圆心。实际证明效 果良好,管板变形控制在叮接受范围内,有效的减少了后期机 械加工的工作量。
4结束语
根据以上试验数据,在实际生产中取得了良好的效果,生 产效率大大提高,焊接质量稳步上升,实际证明在信息化高速 发展的今天,焊接人员更加应该学习了解新科技,新工艺,新 的焊接方法,从而在保证焊接质量的同时,有效提高生产效率。
针对带极堆焊起弧困难,在起弧时应尽可能让小面积的焊 带接触母材起弧,最实用的办法是将钢带剪去一角,焊带伸长
量控制在35--45,焊道重霍8-10 iIiln。 管板堆焊过程中,为保证焊接质量应该严格控制焊接线能
量及保证层问温度不超过150 o,施焊记录见表2。 焊后根据焊接工艺评定要求进行渗透、弯曲和化学成分分ww.gdchem.com
第37卷总第203期
Q345R管板带极堆焊工艺
严顺,汤振兴,魏玉伟,林映
(温州天龙轻工设备有限公司,温州325025)
[摘要】在压力容器管板耐腐蚀堆焊过程中,新型的带极堆焊相比于传统的手工堆焊有更高的效率,更稳定的质量。但在堆焊厚度较大的情
况下,由千带极堆焊线能辘比较大,变形会很严重,如不采取有效措施控制变形,会导致管板报废。文章就该公司在引进、使用管板耐腐蚀堆
(本文文献格式:杨字平,王农.几种醇溶液表面张力的测定 与分析【J】.广东化工。2010。37(3):180)
万方数据
焊过程中出现的·砦问题以及解决方法进行了阐述。
f关键词1带极堆焊;焊接工艺评定;管板变形
【中图分类号]TH
【文献标识码】A
【文章编号11007-1865(2010)03-0214-02
Strip Electrode Surfacing Process of Q345R Tube Sheet
Yan Shun,Tan Zhenxing,Wei Yuwei,Lin Yin (Wen Zhou Tianlong Light Industry Equioment Co.,Ltd.,WenZhou 325025,China)
3解决办法
针对实际生产,由于耐腐蚀堆焊层厚度高达8 mill,而且 带极埋弧焊又有线能量过大等因素,会导致焊接变形严重。根 据焊接产生变形的机理,集合我公司的实际情况得出控制变形 的三大因素:
(1)减少热输入量:减少热输入能有效减少设备变形。 (2)注意控制焊接顺序:合理的焊接顺序能大大减少变形。 (3)增大结构刚性:设备的刚性越大变形就会越小。 该公司最后采用将两块管板固定在一起,利用焊接变形相 互抵消的,同时对称施焊,层问温度稳定在150℃以下,在焊