QC-T3-1992 汽车产品图样及设计文件完整性
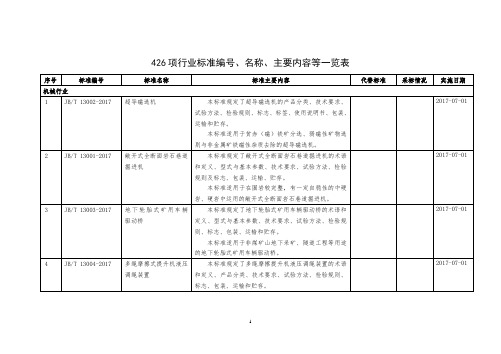
426项行业标准编号、名称、主要内容等一览表
22
JB/T 3274-2017
煤用反击式破碎机
本标准规定了煤用反击式破碎机的型式与基本参数、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于破碎电站用煤和炼焦用煤的煤用反击式破碎机。
JB/T 3274-1993
2017-07-01
23
JB/T 3277-2017
回转窑
本标准规定了回转窑的产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于筒体内径为1.6m~7.0m的水泥、建材、化工、冶金等行业煅烧熟料用的回转窑。内径超出上述范围时,也可参考使用。
JB/T 8916-1999
2017-07-01
29
JB/T 9042-2017
选矿设备用永磁磁块
2017-07-01
2
JB/T 13001-2017
敞开式全断面岩石巷道掘进机
本标准规定了敞开式全断面岩石巷道掘进机的术语和定义、型式与基本参数、技术要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于在围岩较完整,有一定自稳性的中硬岩、硬岩中运用的敞开式全断面岩石巷道掘进机。
2017-07-01
本标准适用于煤矿或非金属矿山等开采爆破作业中,制造用于封闭已充填炸药的炮眼所使用炮泥的矿用炮泥制作机械设备。
2017-07-01
11
JB/T 13011-2017
矿用液压挖掘机
本标准规定了矿用液压挖掘机的术语和定义、型式与主要参数、技术要求、试验方法、检验规则及标志、包装、运输和贮存。
本标准适用于工作质量大于200t的,用于露天矿山开采或土方工程的液压挖掘机。
本部分适用于在冷态条件下卷制型材的各种结构型式的辊式型材卷弯机。
产品图样及设计文件完整性及审批管理办法
编制
校核
审核
批准
2014-6-16发布 2014-06-16 实施
更改记录
1、范围
本标准规定了产品图样(包括二维、三维图样、模型)及设计文件(含质量体系文件)(以下简称图样及文件)的完整性及审批。
本标准适用于本公司图样及文件。
2 图样及文件的完整性
2.1 产品在立项规划、项目准备、设计开发、试验验证、持续改进各阶段应具备符合表1规定经完整审批的图样及文件。
3 审批人员及资质
4 设计文件内容
4.1 产品鉴定报告(示例):
1)产品型号及名称;
2)任务来源;
3)产品图样及设计文件的完整性;
4)产品基本参数、技术条件应符合的相关标准;
5)用户的评价、改进意见;
6)专家评审人员签字。
4.2 其余文件内容详见附录或IRIS体系文件。
GJB产品图样和技术文件管理办法
江苏力福特随车起重机股份有限公司QQMS-A版作业文件 QG/LIFT F01-2008产品图样和技术文件管理办法发放编号:受控状态:修改状态:编制:审核:批准:生效日期:年月日产品图样和技术文件管理办法1 目的明确技术图样与文件的编制、签署、更改及标准化等内容,对(电子版)技术图样与文件,进行有效的控制,。
2 适用范围适用于产品图样、工艺图样、设计文件和工艺文件的管理。
3 职责产品图样及技术文件由专职人员进行管理。
4.产品及技术文件编制和管理4.1 术语和定义a.车辆类别代号表明车辆所属分类的代号。
b.主参数代号表明车辆主要特性的代号。
c.产品序号表示主参数代号相同的车辆的投产顺序号。
4.2整车产品型号的构成整车产品型号由企业名称代号、车辆类别代号、主参数代号、产品序号和专用汽车分类代号组成。
a.随车起重运输车随车起重运输车型号标记如下:FT 5 ××× J SQ ××企业自定代号:(表示起重机最大额定起升质量);用途特征号:(表示随车起重运输车);结构特征代号:(表示起重举升车);产品序号:(原车型为0;其余为 1、2、3…);主参数:(表示车的总质量);车辆类别代号:(表示专用车);企业名称代号:(表示公司)。
标记示例:LIFT5261JSQ10 表示公司生产的整车总质量为26吨、最大额定起重量为10吨的随车起重运输车,产品序号为1。
b.液压起重机型号的构成液压起重机产品型号由用途特征号、最大起重量、臂的结构形式、设计顺序、臂的节数、副臂及副臂的节数组成。
液压起重机产品型号标记如下:S Q 3 Z A 2 (T) J 2副臂伸缩的节数(用数字表示1、2、3…);折叠副臂(用字母“J”表示);特殊行业专用起重机(用字母T表示);液压伸缩臂的节数(用数字表示1、2、3…);设计顺序(用字母表示:A、B、C…);臂的结构形式(“S”表示伸缩臂,“Z”表示折叠臂;“F”表示折叠臂);最大起重量(用数字表示单位:吨;非随车起重机表示最大工作幅度及起重量);用途特征号(SQ表示随车起重机;GKD表示港口起重机;CD表示船舶起重机;)。
QCT4-1992汽车产品图样及设计文件采用与更改办法

中华人民共和国汽车行业标准汽车产品图样及设计文件 QC/T 4—92采用与更改办法1 主题内容与适用范围本标准规定了汽车产品图样及设计文件(以下简称图样及文件)的采用、 取消与更改原则和方法。
本标准适用于图样及文件的采用、取消与更改和底图的复制。
摩托车产 品为可参照使用。
2 引用标准ZB/T T04 005汽车产品零部件编号规则QC/T 2 汽车产品图样格式3 术语3.1 影响互换:更改前后的零部件不能相互代替。
3.2 不影响互换:更改前后的零部件能相互代替。
3.3 需准备:更改需做生产准备才能实现。
3.4 不需准备:更改不需做生产准备即能实现。
4 图样及文件的采用、取消及更改原则4.1 图样及文件的采用、取消及更改必须填写汽车产品图样及设计文件采用 与更改通知书(以下简称通知书)。
4.2 通知书由产品设计部门填写,由资料档案部门管理。
4.3 图样及文件的更改不得降低产品质量,亦不得违背有关标准的规定,更 改后的图样及文件应正确、完整、统一和清晰。
4.4 新产品投入生产准备的全部图样及文件,应尽可能一次采用完毕。
4.5 一个更新项目所涉及到的全部图样及文件应成套改全。
4.6 一个更改项目涉及到几个专业时,通知书可由各专业室填写,总布置编页次,发一份通知书。
4.7 凡更改项目不需准备,且不影响互换的正式生产图样,允许将几个项目编 在同一份通知书中,但每个更改项门间应用贯通横线分开,以示区别。
4.8 凡更改需准备,且能独立实现的更改项目,应分成独立投产的最小单元分 别编制通知书。
4.9 已发出的通知书如发现错误,在生产准备期间,可采用补充更改通知书将 错误内容作废;对同一更改项目的遗漏也可采用此法给予增补。
4.10 当一个零件结构有较大改变(如铸件改成冲压件等)图样需要更换时,应改变图样编号中的变更经历代号,其变更经历代号按ZB/T T04 005中3.5条的 规定。
4.11 生产试制阶段的图样及文件,采用、取消和更改一律不填写通知书,需更改时,由有关人员直接在复制图上更改和签字,底图则在试制总结后一次更改, 并不加任何更改标记。
9000必需的六个程序文件【精选】

以下是附加文档,不需要的朋友下载后删除,谢谢顶岗实习总结专题13篇第一篇:顶岗实习总结为了进一步巩固理论知识,将理论与实践有机地结合起来,按照学校的计划要求,本人进行了为期个月的顶岗实习。
这个月里的时间里,经过我个人的实践和努力学习,在同事们的指导和帮助下,对村的概况和村委会有了一定的了解,对村村委会的日常工作及内部制度有了初步的认识,同时,在与其他工作人员交谈过程中学到了许多难能可贵经验和知识。
通过这次实践,使我对村委会实务有所了解,也为我今后的顺利工作打下了良好的基础。
一、实习工作情况村是一个(此处可添加一些你实习的那个村和村委会的介绍)我到村村委会后,先了解了村的发展史以及村委会各个机构的设置情况,村委会的规模、人员数量等,做一些力所能及的工作,帮忙清理卫生,做一些后勤工作;再了解村的文化历史,认识了一些同事,村委会给我安排了一个特定的指导人;然后在村委会学习了解其他人员工作情况,实习期间我努力将自己在学校所学的理论知识向实践方面转化,尽量做到理论与实践相结合。
在实习期间我遵守了工作纪律,不迟到、不早退,认真完成领导交办的工作。
我在村委会主要是负责管理日常信件的工作,这个工作看似轻松,却是责任重大,来不得办点马虎。
一封信件没有及时收发,很有可能造成工作的失误、严重的甚至会造成巨大的经济损失。
很感谢村委会对我这个实习生的信任,委派了如此重要的工作给我。
在实习过程中,在信件收发管理上,我一直亲力亲为,片刻都不敢马虎。
为了做好信件的管理工作,我请教村委会的老同事、上网查阅相关资料,整理出了一套信函管理的具体方法。
每次邮递员送来的信件,我都要亲自检查有无开封、损坏的函件,如果发现有损坏的函件,我马上联络接收人亲自来查收。
需要到邮局领取的函件,我都亲自到邮局领取,并把信函分别发放到每个收件人的手里。
对于收到的所有信函,我都分门别类的登记,标注好收发人的单位、姓名还有来函日期等等。
我对工作的认真负责,受到了村委会领导和同事们的一致好评,在他们的鼓励下,我的工作干劲更足了。
QCT 29101-1992 汽车用操纵拉索总成
中华人民共和国汽车行业标准QC/T29101—92汽车用操纵拉索总成1 主题内容与运用范围本标准规定了汽车用操纵拉索总成(以下简称拉索总成)的技术要求、试验方法、检验规则、标志、包装、运输及贮存。
本标志适用于各类汽车操纵用单拉拉索总成。
2 引用标准GB 61螺母GB 196普通螺纹基本尺寸GB 197普通螺纹公差与配合GB 491钙基润滑脂GB 699优质碳素结构钢技术条件GB 2828逐批检查计数抽样程序及抽样表GB 3206优质碳素结构钢丝GB 6388运输包装收发货标志GB 6543瓦楞纸箱GB 8901~8902航空用钢丝绳ZB T35 001汽车用电气设备基本技术条件ZB/T T04 005汽车产品零部件编号规则JB 2864汽车用电镀层和化学处理层3 产品型式及编号3.1 产品型式见图1、图2、图3、图4。
3.2 产品编号产品编号应符合ZB/T T04 005附录A中A2的规定。
4 技术要求4.1 拉索总成应符合本标准规定,井按经规定程序批准的图样及技术文件制造。
4.2 拉索总成应能在一40~75℃环境温度下正常工作。
4.3 拉索总成长度见图5,极限偏差见表1。
4.4 主要零部件名称、种类及材料见表2,其材料应符合表2规定;也允许采用性能不低于表2规定的其它材料制造。
4.5 外观质量4.5.1 各金属零件不允许有裂纹、碰伤、锈蚀、变形、飞边、毛刺等影响使用性能的缺陷。
4.5.2 非金属件应色泽均匀、平整、不允许有气泡、裂纹、缺料等缺陷。
4.5.3 金属零件的电镀层及化学处理层应符合JB 2864的规定。
4.5.4 在芯线上应涂有润滑脂。
润滑脂性能应符合GB491的规定或由供需双方商定。
4.6 金属零件螺纹基本尺寸按GB196的规定;外螺纹精度按GB197规定中的6g或6h公差制造。
内螺纹精度按GB 197规定中的6H公差制造。
4.7 拉索总成(不带防尘套)负载效率ηf 应不低于65%,试样负载效率ηf应不低于70%。
QC/T 29063-1992 汽车机械式变速器总成技术条件

中华人民共和国汽车行业标准 QC/T29063一92汽车机械式变速器总成技术条件代替JBn 4125一851 主题内容与适用范围本标准规定了载货汽车机械式变速器总成技术要求、试验方法和检验规则。
本标准只适用于载货汽车用机械式四~五档,且四档、五档为直接档的变速器总成。
2 引用标准JB 3987汽车机械式变速器台架试验方法JB 4072.2汽车清洁度工作导则测定方法GB 2828逐批检查计数抽样程序及抽样表3 技术要求3.1 换档性能3.1.1 轻型汽车变速器前进档结构型式必须装有同步器结构。
3.1.2 中型汽车除一档倒档外,其余各档结构型式亦必须装有同步器结构。
3.1.3 重型汽车前进档如不设同步器,其结构型式亦应为啮合套结构。
3.1.4 换算到滑轨上的各档位的静态挂档力应小于表1规定值。
3.2 噪声3.3 疲劳寿命总成疲劳寿命应符合表3规定。
各类变速器在达到表3的循环次数后,主要零件不应损坏,齿轮不得产生下列任何一种损伤。
a.轮齿断裂;b.齿面严重点蚀(面积超过4mm2或深度超过0.5mm的点蚀)。
3.4 静扭强度总成的后备系数K不小于表4规定值。
3.5 同步器寿命同步器经10×104次挂挡试验后,不得出现失效现象(即连续5次撞击声)。
3.6 密封性总成各结合面及油封刃口处均不得有渗漏现象。
3.7 清洁度总成不解体清洁度应符合企业主管部门下达的年度指标。
3.8 传动效率η总成的传动效率η不得低于表5规定。
3.9 总成装配要求3.9.1 总成装配后应保证档位清楚,无乱档掉档现象。
3.9.2 总成各运动件应运动灵活,无卡滞现象及异常声响。
3.9.3 总成各紧固螺栓、螺母应按设计要求的紧固力矩拧紧,不得有松动和漏装现象。
3.9.4 油封刃口、轴承、摩擦副按设计规定涂润滑脂或润滑液。
3.9.5 总成外露非加工表面均应涂以均匀完整的防护漆,外露加工表面涂以防锈油。
4 试验方法4.1 挂档力试验(静态)4.1.1 试验目的测定变速器总成各裆位静态挂档力。
产品图样标准化综合要求

注等可用 2.5 号字;明细栏、图样目录和明细表等表格中采用 3.5 号字;形位公差、表面
粗糙度、焊缝等符号按计算机软件设置执行。
6.2.5 简化表示法
提倡执行 GB/T16675 的规定,要点提示如下:
a) 不引起误解时,可省略剖面符号;
b) 管子仅画出端部,其余以细点划线画出其中心线位置;
c) 省略螺栓、螺母、销等紧固件的投影,仅以点划线和指引线表示;
但其基本要素亦需贯彻标准化原则,例如管路通径、连接螺纹、表面粗糙度、公差配合、
密封方式、材料牌号、热处理规范等。
5.2 材料牌号及品种、规格应优先采用 企业标准 Q/EQ96-002 中的规格,超出此范围时应先
与物资部门协商,落实货源后方可采用。不许使用无标准可循的试验性原材料。
标记 处数 更改文件号 签 名 年月日 标记 处数 更改文件号 签 名 年月日
管螺纹分为用螺纹密封的管螺纹和非螺纹密封的圆柱管螺纹,其标注应符合 GB/T7306.1-2000、GB/T7306.2-2000、GB/T7307-2001 的规定。标记一律注在引出线上,引 出线应由大径处引出或由对称中心处引出。
a) 用螺纹密封的管螺纹的标记由螺纹特征代号和尺寸代号组成; 螺纹特征代号: RP ——表示圆柱内螺纹; R1 ——表示与圆柱内螺纹相配合的圆锥外螺纹; RC ——表示圆锥内螺纹; R2 ——表示与圆锥内螺纹相配合的圆锥外螺纹。 螺纹尺寸代号:为 GB/T7306.1、GB/T7306.2 中表 1 第 1 栏所规定的分数或整数。 标记示例: RP3/4 ——表示尺寸代号为 3/4 的右旋圆柱内螺纹; R13 ——表示尺寸代号为 3 的右旋圆锥外螺纹; RC3/4 ——表示尺寸代号为 3/4 的右旋圆锥内螺纹; R23 ——表示尺寸代号为 3 的右旋圆锥外螺纹。 当螺纹为左旋时,应在尺寸代号后加注“LH”。 标记示例: RC3/4LH ——表示尺寸代号为 3/4 的左旋圆锥内螺纹。