B15A-前后横向稳定杆总成DVP
常用英文缩写
常用英文缩写制造业产品定位策略(Product Positioning Strategy; PPS) 供应链策略拟定流程模式...-不同层级的规划追求的是不同的目标.总体层级考量的是如何准时的在交期...造成溢开制令数量或需要补制令. 02. 母公司无法掌握子公司生产进度,造成...企业常用英文缩写5S : 5S管理ABC : 作业制成本制度(Activity-Based Costing)ABB : 实施作业制预算制度(Activity-Based Budgeting)ABM : 作业制成本管理(Activity-Base Management)APS : 先进规划与排程系统(Advanced Planning and Scheduling)ASP : 应用程序服务供货商(Application Service Provider)ATP : 可承诺量(Available To Promise)A VL : 认可的供货商清单(Approved Vendor List)BOM : 物料清单(Bill Of Material)BPR : 企业流程再造(Business Process Reengineering)BSC : 平衡记分卡(Balanced ScoreCard)BTF : 计划生产(Build To Forecast)BTO : 订单生产(Build To Order)CPM : 要径法(Critical Path Method)CPM : 每一百万个使用者会有几次抱怨(Complaint per Million)CRM : 客户关系管理(Customer Relationship Management)CRP : 产能需求规划(Capacity Requirements Planning)CTO : 客制化生产(Configuration To Order)DBR : 限制驱导式排程法(Drum-Buffer-Rope)DMT : 成熟度验证(Design Maturing Testing)DVT : 设计验证(Design Verification Testing)DRP : 运销资源计划(Distribution Resource Planning)DSS : 决策支持系统(Decision Support System)EC : 设计变更/工程变更(Engineer Change)EC : 电子商务(Electronic Commerce)ECRN : 原件规格更改通知(Engineer Change Request Notice)EDI : 电子数据交换(Electronic Data Interchange)EIS : 主管决策系统(Executive Information System)EMC : 电磁相容(Electric Magnetic Capability)EOQ : 基本经济订购量(Economic Order Quantity)ERP : 企业资源规划(Enterprise Resource Planning)FAE : 应用工程师(Field Application Engineer)FCST : 预估(Forecast)FMS : 弹性制造系统(Flexible Manufacture System)FQC : 成品质量管理(Finish or Final Quality Control)IPQC: 制程质量管理(In-Process Quality Control)IQC : 进料质量管理(Incoming Quality Control)ISO : 国际标准组织(International Organization for Standardization) ISAR: 首批样品认可(Initial Sample Approval Request)JIT : 实时管理(Just In Time)KM :知识管理(Knowledge Management)L4L : 逐批订购法(Lot-for-Lot)LTC : 最小总成本法(Least Total Cost)LUC : 最小单位成本(Least Unit Cost)MES : 制造执行系统(Manufacturing Execution System)MO : 制令(Manufacture Order)MPS : 主生产排程(Master Production Schedule)MRO : 请修(购)单(Maintenance Repair Operation)MRP : 物料需求规划(Material Requirement Planning)MRPII : 制造资源计划(Manufacturing Resource Planning)NFCF : 更改预估量的通知Notice for Changing ForecastOEM : 委托代工(Original Equipment Manufacture)ODM : 委托设计与制造(Original Design & Manufacture)OLAP : 在线分析处理(On-Line Analytical Processing)OLTP : 在线交易处理(On-Line Transaction Processing)OPT : 最佳生产技术(Optimized Production Technology)OQC : 出货质量管理(Out-going Quality Control)PDCA : PDCA管理循环(Plan-Do-Check-Action)PDM : 产品数据管理系统(Product Data Management)PERT : 计划评核术(Program Evaluation and Review Technique) PO : 订单(Purchase Order)POH : 预估在手量(Product on Hand)PR : 采购申请Purchase RequestQA : 品质保证(Quality Assurance)QC : 质量管理(Quality Control)QCC : 品管圈(Quality Control Circle)QE : 品质工程(Quality Engineering)RCCP : 粗略产能规划(Rough Cut Capacity Planning)RMA : 退货验收Returned Material ApprovalROP : 再订购点(Re-Order Point)SCM : 供应链管理(Supply Chain Management)SFC : 现场控制(Shop Floor Control)SIS : 策略信息系统(Strategic Information System)SO : 订单(Sales Order)SOR : 特殊订单需求(Special Order Request)SPC : 统计制程管制(Statistic Process Control)TOC : 限制理论(Theory of Constraints)TPM : 全面生产管理Total Production ManagementTQC : 全面质量管理(Total Quality Control) TQM : 全面品质管理(Total Quality Management) WIP : 在制品(Work In Process)外贸1 C&F (cost&freight)成本加运费价2 T/T (telegraphic transfer)电汇3 D/P (document against payment)付款交单4 D/A (document against acceptance)承兑交单5 C.O (certificate of origin)一般原产地证6 G.S.P. (generalized system of preferences)普惠制7 CTN/CTNS (carton/cartons)纸箱8 PCE/PCS (piece/pieces)只、的个、的支等9 DL/DLS (dollar/dollars)美元10 DOZ/DZ (dozen)一打11 PKG (package)一包,一捆,一扎,一件等12 WT (weight)重量13 G.W. (gross weight)毛重14 N.W. (net weight)净重15 C/D (customs declaration)报关单16 EA (each)每个,各17 W (with)具有18 w/o (without)没有19 FAC (facsimile)20 IMP (import)进口21 EXP (export)出口22 MAX (maximum)最大的、的最大限度的23 MIN (minimum)最小的,最低限度24 M 或MED (medium)中等,中级的25 M/V (merchant vessel)商船26 S.S (steamship)船运27 MT或M/T (metric ton)公吨28 DOC (document)文件、的单据29 INT (international)国际的30 P/L (packing list)装箱单、的明细表31 INV (invoice)发票32 PCT (percent)百分比33 REF (reference)参考、的查价34 EMS (express mail special)特快传递35 STL. (style)式样、的款式、的类型36 T或LTX或TX(telex)电传37 RMB (renminbi)人民币38 S/M (shipping marks)装船标记39 PR或PRC (price) 价格40 PUR (purchase)购买、的购货41 S/C (sales contract)销售确认书42 L/C (letter of credit)信用证43 B/L (bill of lading)提单44 FOB (free on board)离岸价45 CIF (cost,insurance&freight)成本、的保险加运费价补充:CR=credit贷方,债主DR=debt借贷方(注意:国外常说的debt card,就是银行卡,credit card就是信誉卡。
猛士EQ2050型汽车更换前后上下横臂橡胶衬套注意事项

( 2 ) 前后上下横臂衬套更换时拆装方法。① 将
专 用 龙 门架 、 千 斤顶 、 衬 套压 具 准备 好 ; ( 将横 臂 至 于龙 门架 上 方 . 用 衬 套 压具 顶 好 . 用千斤顶压下 旧 衬套; ( 装 复新衬 套 时 , 方 法 同拆 卸相 反。 三、 主销 后倾 角和 车 轮外倾 角调 整方 法 注 意事项 : 主销后倾 、 主销 内倾和 车轮 外倾 左 右
整 。如调 整不 正确 , 还 会 出现 故障现 象 , 导致衬套 磨
低。 导 致 一 系 列故 障 发 生 , 由于 更 换 衬 套 相 对 麻 烦 且 耗 时长 . 需要 注意 一些 事项 。
一 、
前后 上 下横 臂衬 套 磨 损严 重会 造 成 的故 障
现 象
车辆在 行 驶 中如 果 出现异 响 、行驶 不 稳定 、 跑 偏、 蹿动 、 吃胎 ( 磨胎 内缘 或 外 缘 ) 、 摆振 等现 象 时 , 需要 对 上 下 横臂 衬 套 和 球 头进 行 检 查 。 如 轻 微 磨 损 需 就 车 对 主销 后 倾 角 和 主销 内倾 角 进 行 调 整 , 如磨 损 严 重 出现 严 重 旷动现 象 时 . 需拆 卸下 来更 换 衬套。 二、 更 换前 后上 下横臂 衬套 方 法 轮胎 后 ,用 l 3 、 1 0 扳手 拆 下轮 边减 速 器 上 的通 气 管。 卸 下 AB S传 感 器 , 用2 1 扳 手 卸 下 中央 充 放 气 充 气 接 头螺 丝 ;② 用 1 0毫 米 内六 角 扳手 拆 下轮 边
减 速器 外侧半 轴 螺 丝 , 再 用 8毫米 内六角 扳 手卸 下
损, 掌握 调整 方 法十分 重要 。 ( 2 ) 主销 后 倾角 调整 方 法 。调 整 主销 后倾 角 方 法是用 2 4 # 套 筒拧松 上横 臂 ( 前 轮后轮 一样 )前 螺 丝。用 2 4 套 筒进行 调整 , 将 螺杆 向内侧转 动 时, 轮 边 减速 器 后边 沿 向里收 。 反 之相 反 。调整 完 毕后 锁
马自达(进口)汽车配件编码
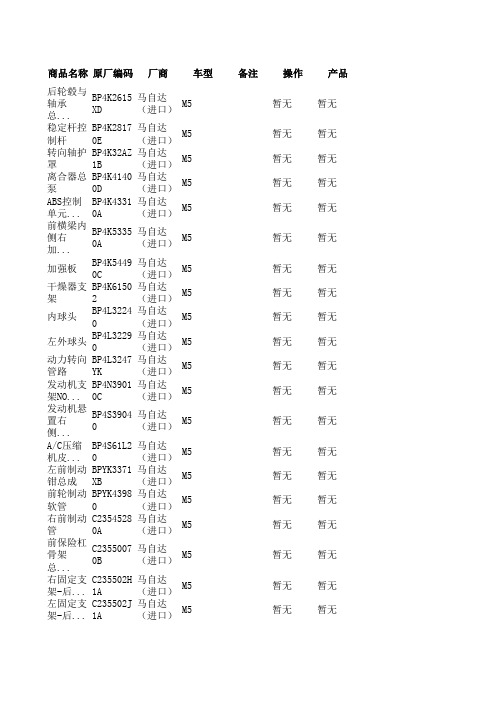
马自达 (进口)
M5
门铰链
C2355921 0A
马自达 (进口)
M5
暂无 暂无 暂无 暂无 暂无 暂无
暂无 暂无 暂无 暂无 暂无 暂无
暂无 暂无
暂无 暂无
暂无 暂无
暂无 暂无 暂无 暂无 暂无 暂无 暂无 暂无 暂无 暂无
暂无 暂无 暂无 暂无 暂无 暂无 暂无 暂无 暂无 暂无
左前门玻 璃升 降...
ZL011321 5
马自达 (进口)
M5
制冷剂压 力开关
B01A6150 3
马自达 (进口)
M5
前左下控 制臂 总...
B32H3435 0D
马自达 (进口)
M5
横向稳定 杆-前...
CC293415 1
马自达 (进口)
M5
制动踏板 总成
CC294330 0B
马自达 (进口)
M5
制动管- 连接 右...
马自达 (进口)
M5
4号横梁
C2355392 0
马自达 (进口)
M5
保险杠托 架(右...
C2355394 Y
马自达 (进口)
M5
右侧门槛 板
内侧门槛 (前右...
C2355395 X
马自达 (进口)
M5
暂无 暂无
暂无
暂无 暂无 暂无 暂无 暂无 暂无 暂无 暂无 暂无
暂无 暂无 暂无 暂无
暂无 暂无
暂无 暂无 暂无 暂无 暂无 暂无
暂无 暂无 暂无 暂无 暂无 暂无
暂无 暂无
暂无 暂无 暂无 暂无
暂无 暂无 暂无 暂无
暂无 暂无
暂无 暂无
暂无 暂无
汽车横向稳定杆生产工艺简介

汽车横向稳定杆生产工艺简介汽车横向稳定杆 (Stabilizer Bar or Torsion Bar) 生产工艺简介现代轿车为了追求舒适性,悬架都很软,即固有频率很低,为提高悬架的侧倾角刚度,减小横向倾斜,悬架中大部分都设有横向稳定杆,以保证良好操纵稳定性。
横向稳定杆属于汽车的二类安全件,其生产厂家属于汽车整车厂(OEM)配套体系中的第一供应链(Teir 1)供应商,生产厂家的质量管理体系(QMS)必须通过汽车行业质量管理体系ISO/TS16949:2002的认证。
横向稳定杆由弹簧钢制造,呈扁平的U形,横向地安装在汽车前端或后端,(大部分安装在车架和控制臂之间,也有安装在轮毂等其他位置的。
)因需避让底盘上的各种零部件,横向稳定杆具有多样性和复杂性。
一般来说,一部轿车至少有一根前稳定杆,大部分的还有一根后稳定杆。
其他车辆,如卡车也至少有一根稳定杆。
车型不同则形状不同,同一辆车前后杆也不同,相互间也无相似之处。
平面结构极少,大部分都是空间结构,而且形状极其复杂。
部分车型的稳定杆已经开始采用空心结构,我司也正在和合肥工业大学合作开发空心稳定杆和相关新材料的开发。
横向稳定杆的主要生产和检验手段是加热成型、锻造、淬火、回火、探伤、表面强化、喷涂、硬度检测、元素分析和金相分析等。
成品主要指标有空间几何尺寸,表面硬度、刚度、疲劳强度,外观要求等。
我们安庆市恒瑞达汽车零部件制造有限公司(ANQING HRD AUTOMOBILE SPARE PARTS MANUFCTURE CO., LTD.)是生产包括横向稳定杆在内的汽车杆件开发、生产、销售和服务的专业提供商。
横向稳定杆的主要材料是弹簧钢,一般由客户提供的图纸决定。
主要材质为:60Si2Mn(SUP7)、60Si2MnA、55CrMn(SUP9、55Cr3)、50CrVA(SUP10)。
材料规格一般为ф18-ф40圆钢不等。
这些材料主要由专业的特种钢材生产厂家生产,我司根据销售和生产计划提前向这些厂家订购(或定做)上述材料。
BMW 配件表

3135 1095 662 3135 1095 695 3135 6765 574 3135 6765 933 3135 6765 934 3135 6777 319 3135 6780 847 3332 1094 209A 3332 1094 209A 3332 1094 210A 3332 1094 210A 3332 1097 264 3332 6768 791 4114 7111 069 4114 7111 070 4135 7042 323 4135 7042 324 4135 7111 429 4135 7111 430 4135 7207 209 4135 7207 210 4135 7248 659 4135 7248 660 4161 7042 893 4161 7111 385国产 4161 7207 194 5111 4389 384 5111 7005 800* 5111 7005 957-0 5111 7005 958-0 5111 7005 961 5111 7005 962 5111 7005 965 5111 7005 966 5111 7005 969 5111 7005 970 5111 7005 971 5111 7005 972 5111 7005 974 5111 7009 893 5111 7009 894 5111 7027 022 5111 7030 592
129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171
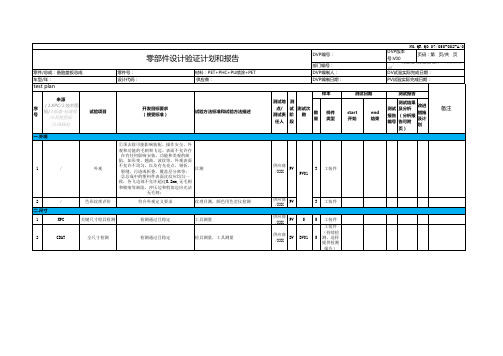
DVP-行李箱盖板总成
30±2
材料:PET+PHC+PU喷涂+PET 供应商:
按ISO 3451-1规定方法进行试验
DVP编号:
部门编号: DVP编制人: DVP编制日期:
供应商 DV DV01
3
样条/样 块
14
拉伸强度Mpa
≥165
按DIN EN ISO 527-2规定方法进行试验,试 样为I型样条,拉伸速度5mm/min。
供应商
DV
DV01
3
样条/样 块
15
弯曲强度Mpa
≥100
按DIN EN ISO 178-1997规定方法进行试验, 样条尺寸:(80X10X4)mm,测试条件:23 供应商 DV ℃,2mm/min。
DV01
3
样条/样 块
16
弯曲模量Mpa
≥2600
按DIN EN ISO 178-1997规定方法进行试验, 样条尺寸:(80X10X4)mm,测试条件:23 供应商 DV ℃,2mm/min。
和缩痕等缺陷。冲压边和剪切边应光洁
无毛刺;
符合外观定义要求
纹理目测,颜色用色差仪检测
关键尺寸检具检测
检测通过且稳定
工具测量
2
GD&T
全尺寸检测
检测通过且稳定
检具测量,工具测量
DVP编号:
部门编号: DVP编制人: DVP编制日期:
N0.QR QO 07/050-002-A/0
DVP版本 号:V00
页码:第 页/共 页
供应商 DV DV01
3
样条/样 块
N0.QR QO 07/050-002-A/0
DVP版本 号:V00
页码:第 页/共 页
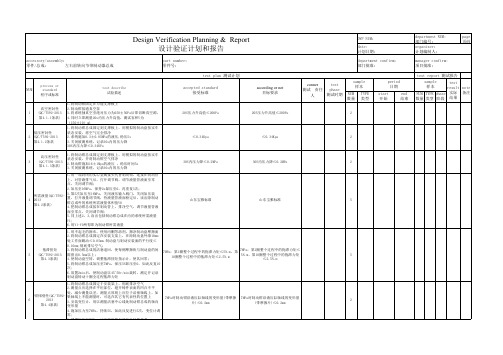
前后制动器总成DVP
department confirm: 部门批准:
manager confirm: 项目批准:
process or
NUM
standard
程序或标准
test describe 试验描述
真空密封性 1 (QC/T592-2013
第4.1.1条款)
低压密封性 2 (QC/T592-2013
第4.1.2条款
活塞启动压力
1.完成活塞滑动阻力后,将活塞推回原始位置,然后从进
10 (QC/T592-2013
1.将制动钳固定在万能支撑板上 2.制动钳接通真空泵 3.将系统抽真空至绝对压力为250±50Pa后即切断真空源, 4.同时立即测量20s内压力升高值,测试容积V为 (150±10)ml
1.将制动钳总成固定到支撑板上,用模拟的制动盘按实车 状态安装,将空气完全排净 2.系统施加0.3±0.05MPa的液压,稳压5s 3.关闭被测系统,记录30s内的压力降 30S内压力降≤0.34KPa
第4.2条款)
4.把制动钳总成接在制动管上,排净空气,调节液量管液
面至零点,关闭调节阀;
5.同上述2,3,读出包括制动钳总成在内的系统所需液量
V1;
6.用V1-V0所得即为制动钳所需液量
1.用不起毛的擦布,使用丙酮等溶剂,擦净制动盘摩擦面
2.将制动钳总成固定在安装支架上,在距制动盘外缘10mm
处工作面跳动≤0.05mm.制动盘与制动安装面的平行度≤
上,对管路排气后,打开调节阀,调节液量管液面至零
点,关闭调节阀;
2.加压至16MPa,保持2s缷压至0,再重复3次;
3.第5次加压至16MPa,关闭液压输入阀门,关闭加压装
所需液量(QC/T592-
B11DVP计划清单
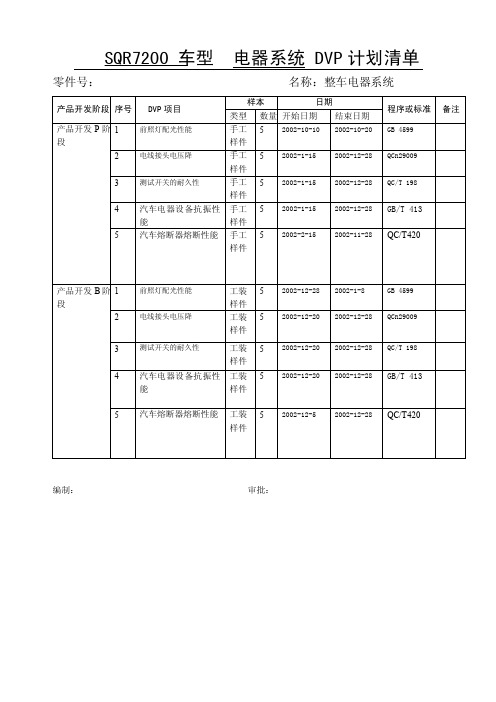
零件号:
名称:整车电器系统
产品开发阶段 序号 DVP 项目
产品开发 P 阶 1 段
2
前照灯配光性能 电线接头电压降
3
测试开关的耐久性
4 汽车电器设备抗振性 能
5 汽车熔断器熔断性能
样本
日期
类型 数量 开始日期 结束日期
手工 5 样件
2002-10-10 2002-10-20
2002-12-20 2002-12-28 GB/T 413
汽车熔断器熔断性能 工装 5 样件
2002-12-5
2002-12-28 QC/T420
编制:
审批:
手工 5 样件
2002-1-15
2002-12-28
手工 8
手工 5 样件
2002-1-15
2002-12-28
手工 5 样件
2002-2-15
2002-11-28
程序或标准 备注
GB 4599 QCn29009 QC/T 198
GB/T 413 QC/T420
产品开发 B 阶 1 段
2
3 4
5
前照灯配光性能 电线接头电压降
工装 5 样件 工装 5 样件
测试开关的耐久性
工装 5 样件
汽车电器设备抗振性 工装 5
能
样件
2002-12-28 2002-1-8
GB 4599
2002-12-20 2002-12-28 QCn29009
2002-12-20 2002-12-28 QC/T 198
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
五.漆膜性能
1
GB/T 10125
六.镀层性能
盐雾试验
≥480h,试验周期内无起泡,其它部位
无锈蚀和明显变色,主要表面无基体腐 蚀,锐边、焊缝处起泡、锈蚀面积小于 锐边、焊缝处总面积的10%,划痕处单
将前稳定杆本体放在盐雾试验箱中,按 GB/T-10125 人造气氛腐蚀试验,盐雾试验
”执行
安庆恒瑞 达/熊水华
test plan
序号
来源 (1.KPC/ 2.技术图纸/3.标准
-标准号/4.开发目标 /5.FMEA)
平台: 试验项目
开发目标要求 (接受标准)
供应商:安庆市恒瑞达汽车零部件制造有限公司
DVP编制日期:
试验方法标准和试验方法描述
样本
测试地点/ 测试责任
人
测试阶 段
测试次数
数量
样件 类型
一.外观 1
DV
边扩蚀≤2mm;
七.法规
1
GB/T 30512《汽车禁用物 质要求》
禁限用物质 零部件所用材料必须满足GB/T 30512《 含量检测 汽车禁用物质要求》的规定。
参照标准要求执行
八.整车搭载验证
1 道路试验
三万综合路试 零件无松动和开裂等现象
/
九.重量
1
单件重量检测是否满足要 求
重量检测 零部件重量满足设计要求
单件称重
备注:以上所有材料、性能试验都要求在有国家计量认证(CMA)试验机构或者汉腾指定的第三方进行试验,并出具报告;
编制:
审核:
批准:
第三方检 测机构/李 DV
石凤
汉腾
DV
供应商/汉 腾
DV
1
3 工装件
1
按标准 要求
实验样条
1
5 工装件
供应商:
力)
满足试验标准要求
安庆恒瑞 达/熊水华
DV
安庆恒瑞 达/熊水华
DV
安庆恒瑞 达/熊水华
DV
第三方检 测机构/李 DV
石凤
1
5 工装件
1
5 工装件
1
5 工装件
1
5 工装件
测试日期
start end 开始 结束
PV试验实际完成日期:
测试报告 测试结果
是否通过
测试报告 编号
及分析 (分析报
告可附
页)
改进措施 及计划
二.尺寸 1
2 三.材料
技术协议
图纸 图纸
1
图纸
四.性能和功能
外观
满足技术协议要求
目测
关键尺寸检具检 测
检测通过且稳定
全尺寸检测 检测通过且稳定
工具测量 检具检测、工具测量
材料检测
1.与双方确认的材料清单一致; 2.材料成分、机械性能报告需省级以上 资质单位出具;(有CMA、CNAS、CAL这 些章中的任一个,证明实验室有资质能
零件/总成:前稳定杆固定夹 / 后稳定杆固定夹
设计验证计划和报告 (DVP)
零件号: 2906011001-B11 / 2916012001-B11
材料: 详见材料清单
DVP编号: 部门编号: DVP编制人:
DVP过程编号: DV/PV试验结果报告工程师: DV试验实际完成日期:
页码:
车型/年: B15A