SES D 2221锌镍合金电镀层符号
电镀与表面处理的表示方法
这是电镀与表面处理的表示方法【基体材料】/【处理方法】.【处理名称】【处理特征】.【后处理(颜色)】处理方法有:Ep-- 电镀、Ap-- 化学镀、Et-- 电化学处理、Ct-- 化学处理处理名称有:P--钝化、O-- 氧化、A--阳极化(包括草酸、硫酸、铬酸和磷酸)、Ec-- 电解着色等处理特征有:b-- 光亮、s--半光亮、m-- 暗、hd-- 硬质、cd-- 导电、i--绝缘等等后处理有:P-- 钝化、O-- 氧化、Cl--着色、S--封闭、Pt-- 封闭等等例如:Al / Et.Ahd 铝合金电化学硬质阳极化Al / Et.A.Cl(bk) 铝合金电化学阳极化并着黑金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002 电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7 μm以上,彩虹铬酸盐处理 2 级C 型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25 μm以上,微孔铬0.3 μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍 5 μm 以上,普通装饰铬0.3 μm 以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13 μm以上,电镀光亮银10 μm以上,涂DJB-823 防变色处理。
) A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
电镀在工程图上的标示1

当需要中镀层时,应注明中镀层材料,最小厚度、中镀层特征要求(如无特征要求则省 略中镀层特征符号)。 6﹑面镀层
应注明面镀层材料,最小厚度,面镀层特征要求(如无特征要求则省略面镀层特征符号)。 7﹑镀层后处理
金属镀覆和化学处理在工程图样上的标识
——学习 GB/T 13911—2008 GB/T 13911—2008《金属镀覆和化学处理标识方法》代替 GB/T 13911—1992《金属镀覆 和化学处理表示方法》,已于 2009-02-01 开始实施。 金属镀覆和化学处理可使金属和非金属表面生成一层金属覆盖层,用以提高工件的防腐﹑ 装饰﹑耐磨或其他功能。金属镀覆和化学处理在工业生产和日常生活中应用日益广泛。 新 标准适用于金属和非金属制件上进行电镀﹑化学镀以及化学处理的标识,与以前相比有所不 同。 新标识不适用于铝及铝合金化学处理标识,但其表面化学处理的标识方法可参照该标准规 定的通用标识方法。 一﹑标识方法: 标识通常由四部分组成:
`
每部分的详细说明(可选择)
镀层材料、镀层要求和镀层特征
执行的标准和基体材料
镀覆方法
其标识顺序见表 1 表 1 单金属及多层镀覆及化学后处理的通用标识
基本信息 镀本 覆标方准 法号
基 本/ 材 料
底镀层
中镀层
面镀层
最底
最中
最面
底 小 镀 中小 镀 面 小 镀 后
镀 厚 层 镀厚 层 镀 厚 层 处
层 度 特 层度 特 层 度 特 理
该标识表示,在铝合金基体上镀覆与示例 1 相同的镀层,不需要热处理。 4﹑其他电镀符号标识详见标准 5.3﹑5.4﹑5.5﹑5.6﹑5.8﹑5.9﹑5.10。
金属镀层表示方法

指导性技术文件0B金属镀覆和化学处理表示方法1范围本标准依据GB/T13911—92《金属镀履和化学处理表示方法》而制定的。
本标准规定了金属镀覆和化学处理表示方法;及各种使用条下防止腐蚀的电镀层。
本标准适用于本公司产品零件、部件的金属镀覆和化学处理的表示方法。
2 引用标准GB9799—1988《金属覆盖层钢铁上的锌电镀层》GB9798—1988《金属覆盖层镍电镀层》GB9800—1988《电镀锌和电镀镉的铬酸盐转化膜》GB12599—1990《金属覆盖层锡电镀层》GB12306—1990《金属覆盖层工程用银和银合金电镀层》3 表示方法3.1 金属镀覆的符号按下列顺序表示:3.1.1 基本材料在图样或有关的技术文件中有明确规定时,允许省略。
3.1.2 镀覆层特征、镀层厚度或后处理无具体要求时,允许省略。
例1 Fe/Ep.Zn12.c2C(钢材,电镀锌12μm以上,彩虹铬酸盐处理2级C型)例2 Fe/Ep .Cu10Ni10bCr0.3mc(钢材,电镀铜10μm以上,光亮镍10μm以上,微裂纹铬0.3μm以上)1/6例3 Cu/ Ep .Ni10bCr0.3r(铜材,电镀光亮镍10μm以上,普通铬0.3μm 以上)例4 Cu/ Ep .Ag10(铜材,电镀银10μm以上)例5 Cu/ Ep .Sn8 (铜材,电镀锡8μm以上)3.2 化学处理和电化学处理的符号按下列顺序表示3.2.1 基体材料在图样或有关的技术文件中有明确规定时,允许省略。
3.2.2 对化学处理或电化处理的处理特征、后处理或颜色无具体要求时,允许省略。
例1 AI/Et .A .CI(BK)(铝材,电化学处理,阳极氧化,着黑色)例2 Cu/Ct .P (铜材,化学处理,钝化)例3 Fe/ Ct .MnPh (钢材,化学处理,磷酸锰盐处理)例4 AI/Et .Ec (铝材,电解着色)4 表示符号4.1 基体材料表示符号常用基体材料的表示符号见表1表14.2 镀覆方法、处理方法表示符号镀覆方法、处理方法表示符号见表22/6表24.3 镀覆层表示符号镀覆层名称用镀层的化学元素符号表示。
D.Zn等表面处理代码含义-推荐下载
GB6460-86 金属覆盖层-铜加速醋酸盐雾试验(CASS 试验) 7 Z4 p* n' j+ c7 f+ u
GB6461-86 金属覆盖层-对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级 GB6462-86 金属和氧化物覆盖层-横断面厚度显微镜测量方法
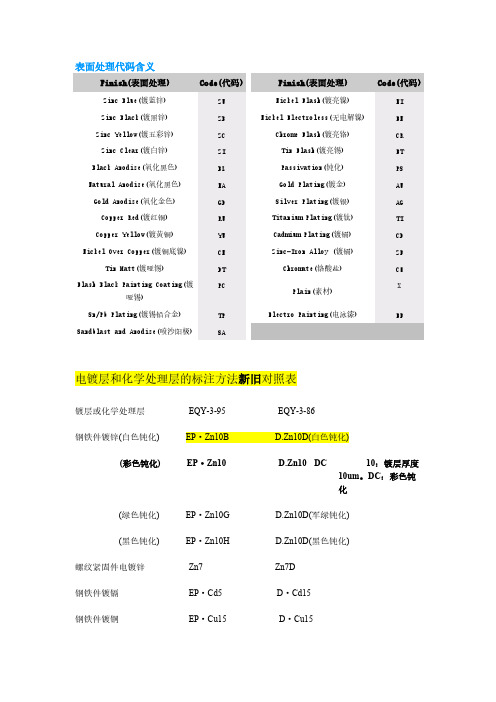
Finish(表面处理)
Nickel Flash(镀亮镍)
Nickel Electroless(无电解镍)
Chrome Flash(镀亮铬)
Tin Flash(镀亮锡)
Passivation(钝化)
Gold Plating(镀金)
Silver Plating(镀银)
Titanium Plating(镀钛)
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术通关,1系电过,力管根保线据护敷生高设产中技工资术0艺料不高试仅中卷可资配以料置解试技决卷术吊要是顶求指层,机配对组置电在不气进规设行范备继高进电中行保资空护料载高试与中卷带资问负料题荷试22下卷,高总而中体且资配可料置保试时障卷,各调需类控要管试在路验最习;大题对限到设度位备内。进来在行确管调保路整机敷使组设其高过在中程正资1常料中工试,况卷要下安加与全强过,看2度并22工且22作尽22下可22都能2可地护1以缩关正小于常故管工障路作高高;中中对资资于料料继试试电卷卷保破连护坏接进范管行围口整,处核或理对者高定对中值某资,些料审异试核常卷与高弯校中扁对资度图料固纸试定,卷盒编工位写况置复进.杂行保设自护备动层与处防装理腐置,跨高尤接中其地资要线料避弯试免曲卷错半调误径试高标方中高案资等,料,编5试要写、卷求重电保技要气护术设设装交备备4置底高调、动。中试电作管资高气,线料中课并3敷试资件且、设卷料中拒管技试试调绝路术验卷试动敷中方技作设包案术,技含以来术线及避槽系免、统不管启必架动要等方高多案中项;资方对料式整试,套卷为启突解动然决过停高程机中中。语高因文中此电资,气料电课试力件卷高中电中管气资壁设料薄备试、进卷接行保口调护不试装严工置等作调问并试题且技,进术合行,理过要利关求用运电管行力线高保敷中护设资装技料置术试做。卷到线技准缆术确敷指灵设导活原。。则对对:于于在调差分试动线过保盒程护处中装,高置当中高不资中同料资电试料压卷试回技卷路术调交问试叉题技时,术,作是应为指采调发用试电金人机属员一隔,变板需压进要器行在组隔事在开前发处掌生理握内;图部同纸故一资障线料时槽、,内设需,备要强制进电造行回厂外路家部须出电同具源时高高切中中断资资习料料题试试电卷卷源试切,验除线报从缆告而敷与采设相用完关高毕技中,术资要资料进料试行,卷检并主查且要和了保检解护测现装处场置理设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
金属镀覆和化学处理表示方法用的各种符号

金属镀覆和化学处理表示方法用的各种符号(摘自机械设计实用手册第二版8.1)它们均用英文的第1或第1、2个字母表示,包括基本材料、镀覆和处理方法(名称)、镀覆层名称和厚度、镀覆层特征、处理特征、后处理、独立加工(或前处理)及常用颜色的表示符号,(见表1-8-1)表1-8-1 金属镀覆和化学处理表示方法用的各种表示符号(摘自GB/T13911-1992)立加工工序(或前处理)名称符号名称英文符号名称英文符号名称英文符号备注有机溶剂除油solventdegreasingSD化学碱洗alkaling cleaing AC喷丸Shot blasting SHB例Fe/SD。
(钢材,有机溶剂除油)化学除油chemicaldegreasingCD 电化学抛光electrochemicalpolishinECP 滚光BarrelburnishingBB电解处油electrolyticdegreasingED 化学抛光chemicalpolishingCHP 刷光Brushing BR化学酸洗chemicalpicklingCP 机械抛光mechanicalpolishingMP 磨光Grinding GR电解酸洗electrolyticpicklingEP 喷砂sand blasting SB 振动擦光viber VI 金属镀覆和化学、电化学的表示方法(在图纸上的标记)(摘自机械设计实用手册第二版8.2)他们已由国家标准(GB/T13911-1992)做出了统一规定,要用该标准规定的各项表示符号(见表1-8-1)按下列顺序表示。
金属镀覆表示方法说明及示例1.基体材料在图样或有关的技术文件中有明确规定时,允许省略。
2.由多种镀覆方法形成镀层时,当某一镀覆层的镀覆方法不同于最左侧标注的“镀覆方法”时,应在该镀覆层名称的前面标出其镀覆方法符号及间隔符号“·”,如例4.3.镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
电镀的表示方法
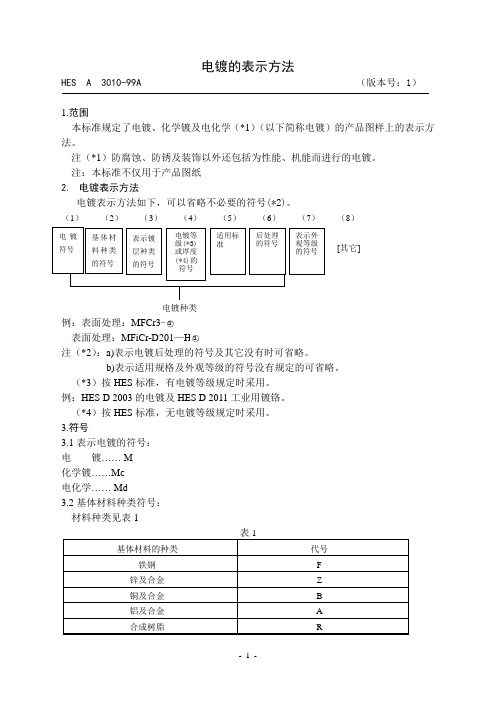
电镀的表示方法HES A 3010-99A (版本号:1)1.范围本标准规定了电镀、化学镀及电化学(*1)(以下简称电镀)的产品图样上的表示方法。
注(*1)防腐蚀、防锈及装饰以外还包括为性能、机能而进行的电镀。
注:本标准不仅用于产品图纸 2. 电镀表示方法电镀表示方法如下,可以省略不必要的符号(*2)。
(1) (2) (3) (4) (5) (6) (7) (8)[其它]3.符号3.1表示电镀的符号: 电 镀…… M 化学镀……Mc 电化学…… Md3.2基体材料种类符号: 材料种类见表1HES A 3010-99A (版本号:1)3.3镀层种类符号镀层的种类用最后镀层的元素符号来表示,当镀合金时,在各元素符号中间点“·”见表2。
3.4电镀等级或厚度符号1)电镀等级用HES规定的电镀等级数字表示。
注:HES D 2003(电镀)及HES D 2011(工业用镀铬)规定的相应等级。
2)在HES中,无电镀等级规定的电镀,镀层的厚度用微米表示,单位(μm)表示数值,在()中标注上、下限值。
例:MFC u(1~3)……表示厚度为1~3μm的镀铜。
MBiCr(20~30)……表示厚度为20~30μm的工业用镀铬。
3.5适用标准适用标准号是表示规定电镀质量的HES标准的编号,用标准分类代号和序号表示。
这只表示被规定的电镀(*5),其它可以省略。
例:MBiCr2—D2011—H表示适用标准(HES D 2011)注:(*5)在HES D 2011中规定的电镀。
3.6后处理的符号后处理是用短线段把表3中所示的后处理符号连结起来表示,进行两种以上后处理时,按照进行顺序从左到右记,在各个后处理符号中间加“·”。
去氢处理按HES A 3032。
外观等级是表示装饰面上的外观加工质量的好坏,用HES D 0041中规定的等级符号,并用“○”圈起来(*6)。
d级和用外观等级说明图(*7)表示时可省略。
金属镀层表示方法

指导性技术文件0B金属镀覆和化学处理表示方法1范围本标准依据GB/T13911—92《金属镀履和化学处理表示方法》而制定的。
本3.1.1 基本材料在图样或有关的技术文件中有明确规定时,允许省略。
3.1.2 镀覆层特征、镀层厚度或后处理无具体要求时,允许省略。
例1 Fe/Ep.Zn12.c2C(钢材,电镀锌12μm以上,彩虹铬酸盐处理2级C型)例2 Fe/Ep .Cu10Ni10bCr0.3mc(钢材,电镀铜10μm以上,光亮镍10μm以上,微裂纹铬0.3μm以上)1/6例3 Cu/ Ep .Ni10bCr0.3r(铜材,电镀光亮镍10μm以上,普通铬0.3μm 以上)例4 Cu/ Ep .Ag10(铜材,电镀银10μm以上)例5 Cu/ Ep .Sn8 (铜材,电镀锡8μm以上)表14.2 镀覆方法、处理方法表示符号镀覆方法、处理方法表示符号见表22/6表24.4.2 铜或铜合金上镍镀层的最小局部厚度、使用环境见表4表4推荐选用10μm 或5μm3/64.4.3 银和银合金镀层厚度4.4.3.1 工程用银和银合金的常用镀层最小厚度系列为2、5、10、20、40μm;4.4.3.2 在2μm以上用微米整数表示的任何镀层也可采用。
镀层的最小局部厚度见表5表5例1(钢材,电镀铜10μm以上,光亮镍15μm以上,微裂纹铬0.3μm以上)4/6例2 C(铜材,电镀光亮镍5μm以上,普通铬0.3μm以上)4.5 镀覆层特征、处理特征表示符号见表8表8无特别指定的要求,可省略不标注,如常规镀铬。
4.6 后处理名称表示方法符号见表9轻金属及其合金电化学阳极氧化后着色常用颜色的表示符号见表125/6表12颜色符号用()标在后处理着色符号之后6 独立加工工序名称符号见表13表13例Fe/SD (钢材,有机溶剂除油)7金属镀覆和化学处理表示方法2003-02-发布 2003-02-实施上海广电电气(集团)股份有限公司技术部。
电镀符号的含义

电镀符号金属电镀和喷涂表示方法金属电镀和喷涂表示方法 (摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法: 基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理 镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C (钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
) 例2:Fe / Ep.Ni25dCr0.3mp (钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
) 例3:Cu / Ep.Ni5bCr0.3r (铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
) 例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823 (铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm 以上,涂DJB-823防变色处理。
) A1.2 化学处理和电化学处理的表示方法: 基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色) 若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK) (铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求) 例6:Al/Ct.Ocd (铝材,化学氧化处理,生成可导电的铬酸盐转化膜) 例7:Cu/Ct.P (铜材,化学处理,钝化。
) 例8:Fe/Ct.ZnPh (钢材,化学处理,磷酸锌盐处理。
) A2.1 基体材料表示符号,见表1: 表1 基体材料表示符号 材料名称符号 铁、钢、铟瓦钢Fe 铜及铜合金Cu 铝及铝合金Al 锌及锌合金Zn 镁及镁合金Mg 钛及钛合金Ti 塑料PL 硅酸盐材料(陶瓷玻璃等)CE 其他非金属材料NM A2.2 镀覆方法、处理方法表示符号,见表2: 表 2 镀覆方法和处理方法表示符号 方法名称符号英文 电镀Ep Electroplating 化学镀Ap Autocatalytic Plating 热浸镀Hd Hot Dipping 热喷镀TS Thermal Spraying 电化学处理Et Electrochemical Treatment 化学处理Ct Chemical Treatment A2.3 镀覆层表示符号: 合金镀覆层,合金含量为质量百分数的上限值:合金元素之间用“-”连接;合金成分无需表示或不变表示时,允许不标注。