测量系统量具重复性及再现性报告
检具重复性再现性

%AV = 100 [ AV / TV ]
= 100 [ 0.01775 / 0.15334 ] = ######
%GRR = 100 [ GRR / TV ]
= 100 [ 0.03035 / 0.15334 ] = ######
R705-1
量具重复性和再现性报告
零件号和名称: 通道板总成(5492684) 量具名称:塞尺
特 征: 轮廓 BL 尺寸规范: 面轮廓 1.00
量具编号:LG06-1007 测量范围:0-8 mm
日 期:
2004.12
操作者:
陶志良、龚晨奇、 周嘉华
来自数据表: R = 0.0417
X DIFF = 0.0350
零件变差 ( PV )
PV = Rp ´ K3
´ = 0.47778
0.3146
= 0.15031
总变差 ( TV )
TV =
( GRR 2 PV2 )
= ( 0.03035 2 0.15031 2 )
= 0.15334
零件数
2 3 4 5 6 7 8 9 10
K3
0.7071 0.5231 0.4467 0.4030 0.3742 0.3534 0.3375 0.3249 0.3146
RP= 0.4778
数据分析报告者: 李悦生
测量 系 统 分析
重复性——设备变差 ( EV )
EV = R ´ K1
´ = 0.0417
0.5908
= 0.02462
再现性——评价人变差 ( AV )
试验次数 2 3
K1 0.8862
量具重复性和再现性报告
= 9.9866 %
零件变差(PV)
3 0.5231
PV
= Rp × K3
=
0.05011 ×
= 0.01576
总变差(TV)
0.3146
4 0.4467 %PV = 100(PV/TV)
5 0.4030
= 100 ( 0.01576 / 0.01584 )
6 0.3742
= 99.50 %
7 0.3534
TV
= GRR 2 + PV 2
=
0.001528 + 0.01576 2
8 0.3375 ndc = 1.41(PV/GRR)
9 0.3249
= 1.41( 0.0158 / 0.00158 )
= 0.04
测量系统分析结果:
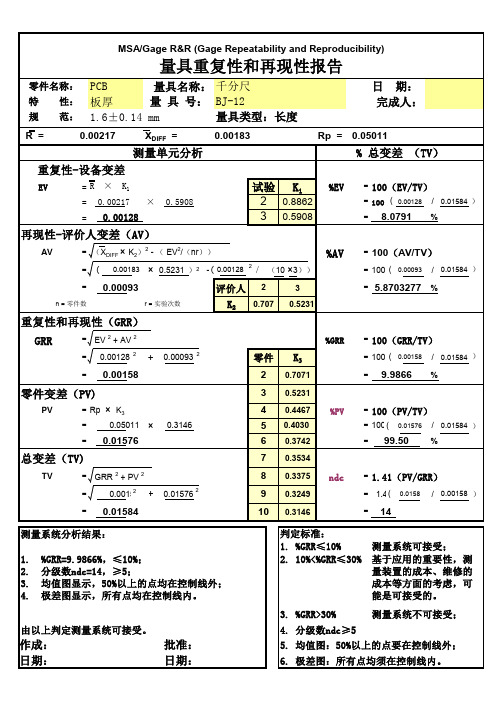
量具类型:长度
日 期: 完成人:
R=
0.00217
XDIFF =
测量单元分析
重复性-设备变差
EV
= R × K1
= 0.00217 × 0.5908
= 0.00128
再现性-评价人变差(AV)
0.00183
Rp = 0.05011
% 总变差 (TV)
试验 K1
%EV
2 0.8862
3 0.5908
= 100(EV/TV)
3. %GRR>30%
测量系统不可接受;
4. 分级数ndc≥5
5. 均值图:50%以上的点要在控制线外;
6. 极差图:所有点均须在控制线内。
) ) ) ) )
= 0.00093
n = 零件数
r = 实验次数
量具重复性和再现性分析报告

6
0.020 0.014 0.000
7
0.000 0.014 0.000
8
0.010 0.014 0.000
9
0.000 0.014 0.000
2
3
4
5
6
7
8
9
10
1
析图)
10
112.3133 112.318 112.307
3
4
5
6
7
8
9
10
112.3133 112.3100 112.3167 112.3067 112.3200 112.3200 112.3000 112.3133
%R&R
=
100 R&R
[ /
TV
= 9.75
%PV
=
100 [ PV / TV ]
= 99.52
1.41(PV/ ndc = R&R)
14.38633 =
注:当实验次数为2次时D4=3.267,A2=1.880;为3次时D4=2.575,A2=1.023;实验次数小于7时,D3 均为0
评价结论: □ %R统是可接受的;
量具可接 □ 10%≤%R&R≤30%,且数据级数ndc大于5,分析原因,参考过程能力并与客户商
受
定;
评价人: □ %R&R>30%,或数据级数ndc小于5时,系统不能接受,必须进行改进。
XXX
日期:
XXX
1
2
112.3100 112.3167
112.318 112.318
112.307 112.307
1
112.31
112.32 112.31 112.31 112.32 112.30 112.32 112.32
测量系统重复性和再现性分析报告
均值图123 Nhomakorabea4
5
6
7
零件 极差图
UCL LCL
0.537 0.537 0.537
0
0
0
0.537 0
0.537 0
0.537 0
2
3
4
5
6
零件
注:
分析报告
使用公差法 使用零件间变差
XH-JS-CHY-001
XDL-B测厚仪 0.001μm
8
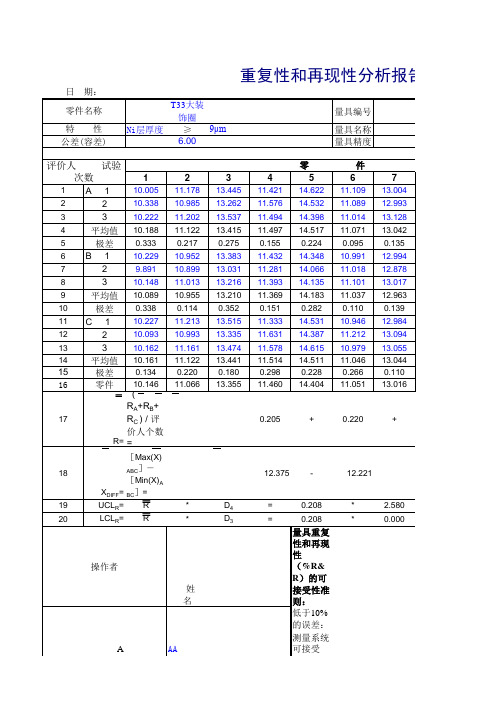
12.114 12.089 12.358 12.187 0.269 11.866 11.843 12.049 11.919 0.206 12.051 12.238 11.985 12.091 0.253 12.066
零 5
14.622 14.532 14.398 14.517 0.224 14.348 14.066 14.135 14.183 0.282 14.531 14.387 14.615 14.511 0.228 14.404
件 6
11.109 11.089 11.014 11.071 0.095 10.991 11.018 11.101 11.037 0.110 10.946 11.212 10.979 11.046 0.266 11.051
日 期:
零件名称
特 性 公差(容差)
重复性和再现性分析报告
T33大装 饰圈
Ni层厚度 ≥ 9μm 6.00
量具编号
量具名称 量具精度
评价人 试验
次数
1
1 A1
10.005
2
2
10.338
3
3
10.222
4
平均值 10.188
5.测量系统分析研究D-GRR报告
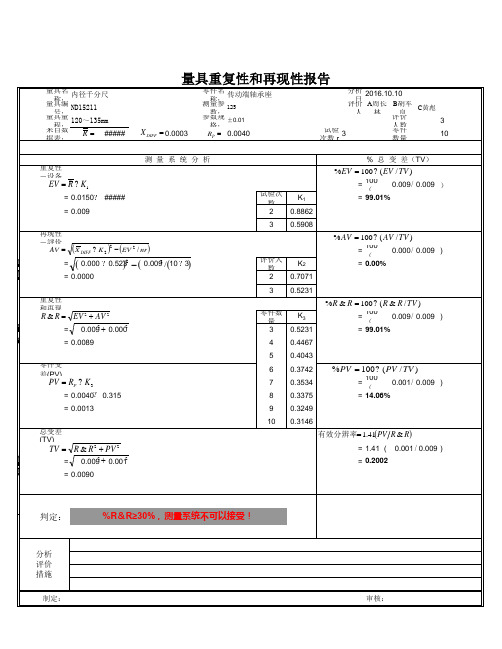
Ð Ð Ó §· Ö ± æ Â Ê = 1.41(PV R & R)
= 1.41×( 0.001 /0.009 ) = 0.2002
TV = R & R 2 + PV 2 = 0.009 2 +0.001 2
= 0.0090
判定:
%R&R≥30%,测量系统不可以接受!
分析 评价 措施
制定: 审核:
量具重复性和再现性报告
量具名称: 内径千分尺 量具编号: ND15211 量具量程: 120~135mm 来自数据表: 零件名称: 传动端轴承座 测量参数: 125 参数规格: ±0.01 分析日期: 2016.10.10 评价人员: A周长林B胡军良 C黄彪 评价人数量: 3 试验次数 r = 3 零件数量 n= % 总 变 差(TV) 10
= 100×( 0.009 / 0.009 ) = 99.01%
=
0.009 +0.000
2
3 4 5
= 0.0089 零件变差(PV)
6 7 8 9 10
% PV = 100 ´ ( PV / TV )
= 100×( 0.001 / 0.009 ) = 14.06%
PV = RP ´ K 3
= 0.0040 ´ 0.315 = 0.0013 总变差(TV)
R=
#####
X DIFF = 0.0003
RP = 0.0040
测 量 系 统 分 析 重复性-设备变差(EV)
% EV = 100 ´ ( EV / TV )
= 100×( 0.009 / 0.009 ) 试验次数 2 3 K1 0.8862 0.5908 = 99.01%
ห้องสมุดไป่ตู้
量具重复性和再现性报告(含数据表和控制图)

零件名称 测量参数 尺寸规格 根据数据表
PB-JL4002 零件长度 (150±0.2)mm R= 0.017
量具名称 量具编号 量具类型 XDIFF=
游标卡尺
计量 0.020
测量系统分析
重复性 ---- 设备变差(EV)
EV=
R
×
= 0.017
×
= 0.050833333
K1 3.05
再现性 ---- 评价人变差(AV)
试验次数
K1
2
4.56
3
3.05
AV= [( XDIFF
×
K2
)2-(
EV
)2/(
n × r )]
= [( 0.0203 × 3.6500 )2-( 0.050833 )2/( 10 × 3 )] = 0.073634091
评价人
2
3
K2
重复性和再现性(R&R)
R&R
7.7009%
/ TV ] / 0.660 ]
%AV= 100[
AV
/ TV ]
= 100[ 0.073634091 / 0.660092 ]
=
11.1551%
n=样件数量
r=测量次数
%R&R= 100[
R&R
/ TV ]
= 100[ 0.089476294 / 0.660092 ]
=
13.5551%
%PV= 100[
PV
= 100[
0.654
=
99.0770%
/ TV ] / 0.660092 ]
ndc= 1.41( = 1.41( = 10.306
检具重复性和再现性报告
#VALUE! #VALUE! #VALUE! #VALUE!
1.76% 0.75% 1.91% 99.98%
B 基于零件变差base on parts variation
基于过程变差base on process variation 基于过程能力Base on process PP
公式A FoCrmula A
A
mean
6.00000 公差:
chart
4.00000
PV
2.732511
TV
1.333333
%EV
3.60%
%AV
1.54%
%R2.R00000
3.92%
%PV
204.94%
S0U.0M00S00Q(nXsd^uc2m/(nmkren-17p133a.97.r91t56)80)49/65r3016 2645.6115329
参数规格 Specification
测量单位 ml/min Unit
Datasheet:
R = 0.081270
产品类型 Description
基件编号 Part NO.
规格上限 Upper limit
8
规格下限
0
Lower Limit
X DIFF = 0.042630
测量人员 OperatorA
测量人员 OperatorB
SUMSQ(sum(1-10part))/kr
2645.5282793
公式B Formula B
n=part k=men r=time
0.SP25oa0ru0tsrce
ANOVADTFable With SOSperator*PaMrtSInteractionF
测量系统重复性和再现性分析作业指导书
测量系统重复性和再现性分析作业指导书1.目的:为了配备并使用与要求的测量能力相一致的测量仪器,通过适当的统计技术,对测量系统的五个特性进行分析,使测量结果的不确定度已知,为准确评定产品提高质量保证。
2.适用范围:适用于本公司适用的所有测量仪器的重复性和再现性的测量分析。
3.职责:3.1品质部负责确定过程所需要的测量仪器,并定期校准和检定,对使用的测量系统分析,对存在的异常情况及时采取纠正预防措施。
4.术语:4.1偏倚偏倚是测量结果的观测平均值与基准值(标准值)的差值。
4.2稳定性(飘移)。
稳定性事测量系统在某持续时间内侧量同一基准或零件的单一特性时获得的测量值总变差。
4.3线性线性是在量具预期的工作量程内,偏倚的变差。
4.4重复性重复性是由一个评价人,采用一种测量仪器,多次测量同一零件的同一特性获得的测量值的变差。
4.5再现性再现性是由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性的测量平均值的变差。
5.测量系统分析作业准备:5.1确定测量过程需要使用的测量仪器以及测量系统分析的范围。
a)控制计划有要求的工序所使用测量仪器:b)有SPC控制要求的过程,特别是有关键/特殊特性的产品及过程:c)新产品、新过程:d)新增的测量仪器:e)已经作过测量系统分析,重新修理后:5.2公司按GB/T10012标准要求,建立公司计量管理体系,确保建立的测量系统的可靠性。
5.3品质部对测量仪器按规定的权限进行校准和调整,除使测量仪器的偏倚、稳定性、线性等符合规定要求之外,还应确认以下条件:a)确定量具检验的零件质量特性为技术型数据还是计量性数据。
针对批量生产(一般≥300件)的零件,其统计特性为计量型数据的采用R&R分析,针对计数型数据采用小样法分析。
b)确定测量系统中的变差只是由变差的普通原因引起的,而不是特殊原因引起的(可采取SPC技术)。
5.4操作步骤和方法5.4.1确定产品的特殊特性和关键特性和质量特性值和对应的测量仪器。
重 复 性 和 再 现 性 分 析 报 告
文件号:零件名称芯片推力量具编号量具名称>100g 量具精度评价人试验次数123456781 A 1180.500110.000260.000130.500100.200100.200110.200120.60022180.200120.200260.200130.800100.300100.300110.200120.50033180.300120.300260.500130.900100.800100.200110.500120.200180.333116.833260.233130.733100.433100.233110.300120.4330.30010.3000.5000.4000.6000.1000.3000.4006 B 1180.500120.400250.900130.700100.900100.500110.800120.40072170.500110.500250.800130.600100.200100.600110.500120.40083150.600110.600300.000130.800100.200100.800110.300120.500167.200113.833267.233130.700100.433100.633110.533120.43329.9009.90049.2000.2000.7000.3000.5000.10011C 1180.900130.000280.000130.800100.500100.500110.600120.300122190.200130.500280.500120.900100.600100.600110.200120.800133180.500140.000280.800130.900100.800100.700110.600120.700183.867133.500280.433127.533100.633100.600110.467120.6009.70010.0000.80010.0000.3000.2000.4000.500177.1333#######269.3000129.6556100.5000100.4889110.4333120.488917R= ( R A +R B +R C ) / 评价人个数 =3.3600+10.1000+ 3.240018X DIFF =[Max(X)ABC ]-[Min(X)ABC ]=139.900-135.55019UCL R =R *D 4= 5.567*2.58020LCL R =R *D 3= 5.567*0.000 姓 名量具重复性和再现性(%R&R )的可接受性准则:A低于10%的误差: 测量系统可接受B10%至30%的误差: 根据应用的重要性。
测量系统分析报告MSA五性
测量系统分析报告MSA五性在制造业和质量控制领域,测量系统分析(Measurement System Analysis,简称 MSA)是一项至关重要的工作。
它有助于确定测量设备、方法和操作人员是否能够准确可靠地获取数据,从而保证产品质量和生产过程的稳定性。
MSA 通常包括五个特性的评估,即准确性、精确性、稳定性、重复性和再现性。
接下来,让我们详细了解一下这五个特性。
一、准确性(Accuracy)准确性是指测量结果与真实值之间的接近程度。
简单来说,就是测量是否正确。
如果一个测量系统的准确性差,那么即使测量结果很稳定和精确,也无法提供有价值的信息。
要评估测量系统的准确性,通常会使用偏倚(Bias)这个概念。
偏倚是测量值的平均值与参考值之间的差异。
例如,我们用一把尺子去测量一个标准长度为 10 厘米的物体,如果多次测量的平均值是 98 厘米,那么就存在-02 厘米的偏倚。
为了减少偏倚,提高准确性,我们需要对测量设备进行定期校准,确保其与标准值保持一致。
同时,操作人员的培训和正确的测量方法也对准确性有着重要的影响。
二、精确性(Precision)精确性反映的是测量结果的重复性和再现性。
重复性(Repeatability)指的是在相同条件下,由同一个操作人员使用同一测量设备对同一零件进行多次测量所得结果的一致性。
而再现性(Reproducibility)则是不同操作人员、不同测量设备或在不同环境条件下对同一零件进行测量所得结果的一致性。
如果一个测量系统的精确性好,那么无论谁来测量,或者在什么条件下测量,得到的结果都应该非常接近。
例如,在测量一个零件的尺寸时,如果同一个人多次测量的结果差异很小,或者不同的人测量的结果也很相近,那么这个测量系统的精确性就比较高。
为了提高精确性,我们需要选择合适的测量设备和测量方法,同时对操作人员进行充分的培训,减少人为因素的影响。
三、稳定性(Stability)稳定性是指测量系统在一段时间内保持其性能的能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测试两次K1 =
4.56
﹐测试三次K1=
3.05
3.05
=
再现性——评价人变差AV
8.64 %
=
(K2Xdiff)2 - (EV2/nr)2 0.00 %AV= 0.00 100*AV/(USL-LSL) 0.87 %
其中: K2Xdiff =
0.0036
3.65 ﹐三名评价人 K2 = 2.700
评价人姓名
评价人数 张亚妺 / 缪佳佳 / 符淑芬 样品数量(n) 10 3
实施日期 2006-11-16 记录者 左善锋 负责人 左善锋
9.819 =
0.021 0.01 0.02
9.810
9.820
9.820
9.818222 0.0 3.00
9.810
9.817
9.809
9.830
9.820
9.828
测量系统/ 测量系统/量具重复性及再现性报告
部门(工序) 品保(成品) 测量工具名称、编号 卡尺/JFS-085 样品名称、型号 遮光胶带5/20VA0714501C 评价者 序号 1 2 3 4 5 6 7 8 9 10 第一次 9.82 9.81 9.82 9.82 9.81 9.82 9.81 9.83 9.82 9.83 张亚妺 第二次 9.82 9.81 9.82 9.82 9.81 9.82 9.81 9.83 9.82 9.83 第三次 9.82 9.81 9.82 9.82 9.81 9.82 9.81 9.83 9.82 9.83 合计 平均值 9.82 9.81 9.82 9.82 9.81 9.82 9.81 9.83 9.82 9.83 9.8190 9.8160 9.8190 XA 样品1 样品间平均值XP 样品间极差RP 极差 第一次 0.00 9.82 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.0000 0.0000 0.0000 RA 样品2 样品3 样品4 样品5 9.81 9.82 9.82 9.81 9.81 9.79 9.84 9.83 9.83 缪佳佳 第二次 9.82 9.80 9.82 9.82 9.80 9.81 9.81 9.84 9.82 9.82 第三次 9.81 9.82 9.82 9.82 9.82 9.82 9.82 9.82 9.81 9.83 合计 平均值 9.82 9.81 9.82 9.82 9.81 9.81 9.81 9.83 9.82 9.83 9.8177 9.8153 9.8177 XB 样品6 极差 第一次 0.01 9.82 0.02 0.00 0.00 0.02 0.01 0.03 0.02 0.02 0.01 0.0140 0.0100 0.0140 RB 样品7 样品8 样品9 样品10 9.81 9.82 9.82 9.81 9.82 9.81 9.83 9.82 9.83 其他信息 規格 9.80 USL-LSL 0.2 测量工具规格 0-150mm 测量次数(r) mm 符淑芬 第二次 9.82 9.81 9.82 9.82 9.81 9.82 9.81 9.83 9.82 9.83 第三次 9.82 9.81 9.82 9.82 9.81 9.81 9.81 9.82 9.82 9.82 合计 平均值 9.82 9.81 9.82 9.82 9.81 9.82 9.81 9.83 9.82 9.83 9.8180 9.8160 9.8180 XC 极差 0.00 0.00 0.00 0.00 0.00 0.01 0.00 0.01 0.00 0.01 0.0030 0.0000 0.0030 RC 3
=
两名评价人K2 =
2.70
Xdiff 是 X最大值与最小值之差 1E-05 EV2/nr = n = 10 r= 3 (EV2 + AV2) 0.02 %GRR= 100*GRR/(USL-LSL)
重复性及再现性(GRR) =
=
总变差 TV = = 样品变差 PV = K3Rp 样品数量5个K3 = 2.08 GRR2 + PV2 0.04 =
=
8.68 %
0.03 样品数量10个K3 =
1.62
1.62
评价基准
GR&R < 10% GR&R >= 10%
备注:
可接受 不接受
判定结果: 可接受
以上黃色部分為需輸入數據,其它請匆更改及刪除 以上黃色部分為需輸入數據 其它請匆更改及刪除
QC-B68W
,A1
R的平均值: R = UCLR = D4R = R的上限
测试两次D4 = 3.27
﹐ 测试ቤተ መጻሕፍቲ ባይዱ次D4=
2.58
2.58
测量系统/量具重复性及再现性分析 测量系统/量具重复性及再现性分析: 测量单元分析
重复性——设备变差EV = K1R = 0.02 %EV=
总变差%(TV)
100*EV/(USL-LSL)