钢件渗碳淬火有效硬化层深度的测定
渗碳淬火组织评级
生产过程中酸洗法进行磨削烧伤的控制,当出现争议时可再用金相组织 法进行最终的判断
30g/L的硝酸水溶液
酸洗法介绍
溶液配比: 配好三种溶液 1、30g/L 的硝酸水溶液 2、50g/L 的盐酸酒精溶液 3、 50g/L 的氢氧化钠水溶液
酸洗法介绍
• 在酸洗前一定要用酒精或洗洁精去处零件表面的 油污和脏物,并用清水冲洗,确保零件表面非常
干净,这个清洗步骤非常重要,零件表面清洗不 干净会引起误判。
• 根据清水冲洗
水溶液
干净
50g/L 的盐酸 25秒 清水冲洗
酒精溶液
干净
吹干
清水冲洗 30秒 50g/L 的氢氧
况确定;常啮合齿轮1-5级,换档齿轮1-4级。
碳化物评级图
钢件渗碳金相检验
抛光态下的内氧化
腐蚀态下的内氧化
钢件渗碳金相检验
• 非马氏体组织:渗碳淬火件表面层中经常出现连续或不连续的 网状或块状黑色组织,主要由于内氧化而贫合金化元素导致形 成屈氏体类组织,一般规定不超过0.02mm.
• 减少非马氏体组织的措施: • 1)尽可能用低碳烃和高纯度气体做制备渗碳气体的原料气; • 2)尽可能选用含Cr、Ti、V、B元素的钢; • 3)从工艺和设备上采取措施,保证炉气不受空气污染; • 4)尽可能采用快速的淬火冷却介质和冷却方式。
钢件渗碳金相检验
钢件渗碳金相检验
钢件渗碳金相检验
• 适用于渗碳淬硬层有效深度大于0.3mm的汽车齿轮。 • 放大倍数:400X • 检验部位: 同芯部硬度 • 铁素体:1-3级
热处理检验方法国家标准
中国热处理检验规范热处理检验方法和规范金属零件的内在质量主要取决于材料和热处理。
因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。
在GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。
为此,为了提高我公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范一、使用范围:本规范适用于零件加工部所有热处理加工零件。
二、硬度检验:通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。
为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。
1、常用硬度检验方法的标准如下:GB230 金属洛氏硬度试验方法GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法2、待检件选取与检验原则如下:为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。
通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。
且及时作检验记录。
同时,若发现硬度超差,应及时作检验记录。
同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。
渗层厚度的测定
金相法渗层厚度的测定一、实验目的1)了解渗碳、渗氮工艺及渗碳后热处理的组织特征。
2)掌握金相法测定渗层深度的方法。
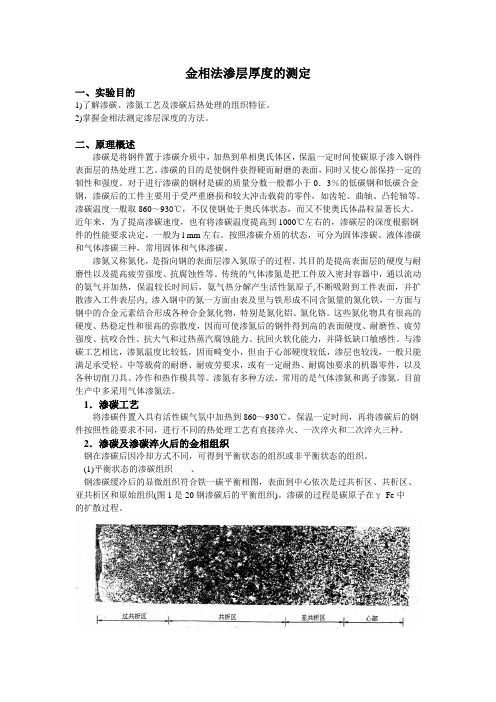
二、原理概述渗碳是将钢件置于渗碳介质中,加热到单相奥氏体区,保温一定时间使碳原子渗入钢件表面层的热处理工艺。
渗碳的目的是使钢件获得硬而耐磨的表面,同时又使心部保持一定的韧性和强度。
对于进行渗碳的钢材是碳的质量分数一般都小于0.3%的低碳钢和低碳合金钢,渗碳后的工件主要用于受严重磨损和较大冲击载荷的零件,如齿轮、曲轴、凸轮轴等。
渗碳温度一般取860~930℃,不仅使钢处于奥氏体状态,而又不使奥氏体晶粒显著长大。
近年来,为了提高渗碳速度,也有将渗碳温度提高到1000℃左右的,渗碳层的深度根据钢件的性能要求决定,一般为l mm左右。
按照渗碳介质的状态,可分为固体渗碳、液体渗碳和气体渗碳三种,常用固体和气体渗碳。
渗氮又称氮化,是指向钢的表面层渗入氮原子的过程。
其目的是提高表面层的硬度与耐磨性以及提高疲劳强度、抗腐蚀性等。
传统的气体渗氮是把工件放入密封容器中,通以流动的氨气并加热,保温较长时间后,氨气热分解产生活性氮原子,不断吸附到工件表面,并扩散渗入工件表层内, 渗入钢中的氮一方面由表及里与铁形成不同含氮量的氮化铁,一方面与钢中的合金元素结合形成各种合金氮化物,特别是氮化铝、氮化铬。
这些氮化物具有很高的硬度、热稳定性和很高的弥散度,因而可使渗氮后的钢件得到高的表面硬度、耐磨性、疲劳强度、抗咬合性、抗大气和过热蒸汽腐蚀能力、抗回火软化能力,并降低缺口敏感性。
与渗碳工艺相比,渗氮温度比较低,因而畸变小,但由于心部硬度较低,渗层也较浅,一般只能满足承受轻、中等载荷的耐磨、耐疲劳要求,或有一定耐热、耐腐蚀要求的机器零件,以及各种切削刀具、冷作和热作模具等。
渗氮有多种方法,常用的是气体渗氮和离子渗氮。
目前生产中多采用气体渗氮法。
1.渗碳工艺将渗碳件置入具有活性碳气氛中加热到860~930℃,保温一定时间,再将渗碳后的钢件按照性能要求不同,进行不同的热处理工艺有直接淬火、一次淬火和二次淬火三种。
渗碳淬火硬化层深度检测标准

渗碳淬火硬化层深度检测标准渗碳淬火是一种常用的表面处理方法,用于提高金属材料的硬度和耐磨性。
在渗碳淬火过程中,碳原子会渗透到金属表面,并与金属原子结合形成碳化物,从而形成硬化层。
硬化层的深度是评估渗碳淬火质量的重要指标之一。
渗碳淬火硬化层深度的检测标准主要有以下几种方法:1. 金相显微镜观察法:这是一种常用的检测方法,通过金相显微镜观察样品的横截面,可以清晰地看到硬化层的深度。
通常,硬化层的深度应符合相关标准要求。
2. 显微硬度计测量法:显微硬度计是一种常用的硬度测试仪器,可以测量材料的硬度。
通过在硬化层上进行一系列硬度测试,可以确定硬化层的深度。
通常,硬化层的深度应达到一定的数值范围。
3. 金相腐蚀法:金相腐蚀是一种将试样浸泡在特定腐蚀液中,以观察和测量试样表面的腐蚀情况的方法。
通过在硬化层上进行金相腐蚀实验,可以确定硬化层的深度。
通常,硬化层的深度应达到一定的腐蚀程度。
4. 电子显微镜观察法:电子显微镜是一种高分辨率的显微镜,可以观察到非常细小的结构。
通过在硬化层上使用电子显微镜观察,可以清晰地看到硬化层的深度。
通常,硬化层的深度应达到一定的微米级别。
以上是常用的渗碳淬火硬化层深度检测标准方法。
在实际应用中,可以根据具体情况选择合适的检测方法。
同时,还需要注意以下几点:1. 检测设备的准确性和精度:选择合适的检测设备,并确保其准确性和精度。
只有准确的检测结果才能有效评估渗碳淬火的质量。
2. 标准要求的合理性:检测标准应该合理,符合实际应用需求。
标准要求过高或过低都会影响渗碳淬火的质量评估。
3. 检测结果的可靠性:在进行检测时,需要保证样品的代表性和一致性。
只有可靠的检测结果才能准确评估渗碳淬火的质量。
总之,渗碳淬火硬化层深度的检测标准是评估渗碳淬火质量的重要指标之一。
通过选择合适的检测方法,并注意检测设备的准确性和精度,以及标准要求的合理性和检测结果的可靠性,可以有效评估渗碳淬火的质量。
这对于提高金属材料的硬度和耐磨性具有重要意义。
20钢铁材料渗层深度测定及组织检验
第四节钢铁材料渗层深度测定及组织检验一、渗碳层检测钢的渗碳层检测包括渗碳层深度测定和渗碳层组织检验。
渗碳层深度检测方法有金相法、硬度法、断口法、剥层化学分析法,其中硬度法是仲裁方法。
(一)金相法一般来说,以过共析层+共析层+(1/2)亚共析过渡层之和作为总渗碳层深度,常用于碳钢;以过共析层+共析层+亚共析过渡层之和作为总渗碳层深度,常用于合金渗碳钢。
以上两种试样应为退火状态。
(二)硬度法硬度法是从试样边缘起测量显微硬度分布的方法。
执行标准为GB/T9450-2005《钢件渗碳淬火有效硬化层深度的测定与校核》和GB/T9451-2005《钢件薄表面总硬化层深度或有效硬化层深度的测定》。
被检测试样应在渗碳、淬火后采用维氏硬度试验方法进行,淬硬层深度是指从零件表面到维氏硬度值为550HV1处的垂直距离。
渗碳层的深度就是渗碳淬火硬化层深度,用CHD表示,单位为mm,如CHD=0.8mm;测定维氏硬度时试验力为1kg();硬度测试应在最终热处理后的试样横截面上进行。
测试时,一般宽度在1.5mm的范围内,垂直于渗碳层表面沿着两条平行线呈之字形打压痕,在一条直线上两相邻压痕的距离S不小于压痕对角线的倍,两条直线上相错位的压痕间距不应超过0.1mm。
测量压痕中心至试样表面的距离精度应在±μm的范围内,每个压痕对角线的测量精度应在±μm以内。
在适当条件下,可使用至HV1的试验力进行试验,并在足够的放大倍数下测量压痕。
测试时至少应在两条硬化线上进行,并绘制出每条线的硬度分布曲线(硬度值为纵坐标,至表面的距离为横坐标),用图解法分别确定硬度值为550HV处至表面的距离,如果两数值的差≤0.1mm,则取二者的平均值作为淬硬层深度,否则应重复试验。
上述方法适用于渗碳和碳氮共渗淬火硬化层,距表面3倍于硬化层深度处硬度值小于450HV且硬化层深度大于0.3mm的零件。
经协议各方协商,对于距表面3倍于硬化层深度处硬度大于450HV的钢件,可以选择硬度值大于550HV(以25HV为一级)的某一特定值作为界限硬度;可以使用其它维氏硬度载荷;也可以使用努氏硬度。
理化:渗碳件硬度检验中常见问题

渗碳件硬度检验中常见问题测试钢铁零件的硬度是我们每个热处理工件者的日常工作,本人在工作中常遇到不能把零件的硬度测试准确现象,这听起来似乎是一个笑话,但事实上却经常会遇到的。
实际检测过程中硬度计压头崩掉、检测值上下跳动(实际产品硬度是非常均匀的)是很常见的。
也多次遇到过与客户检测数据不一致的品质争议。
曾经有一个产品我司测出在有HRC50-55而客户处测得没有硬度(测试硬度时被测试工件表面被打了一个大坑)。
这就与测试手法、试验方法、试验条件有很大的关系。
今天咱们就来学习一下热处理工作的基本功------硬度测试,由于本人工作领域的限制,如有不妥之处还望指正。
硬度:材料抵抗其它物体压入其表面的能力。
我们日常所接触到的固体物质都有它的硬度,钢铁有硬度、有色有属有硬度、橡胶也有硬度、木头、朔料同样有硬度,只是有些物质因为使用场合所定,我们常对其硬度没有去量化。
国际上有很多种硬度的测试方法,比如有:洛氏硬度(HR)、维氏硬度(HV)、布氏硬度(HB)、肖氏硬度(HS)、里氏硬度(HL)、努氏硬度(HK) 。
洛氏硬度:常用标尺有 A 、B 、C 、D、E、 F 、G、H、K、N 、T。
其中前面九个为洛氏标尺,后面N、T为表面洛氏硬度标尺,又分为六个小标尺(15N 30N 45N 15T 30T 45T)其中常用的A、B、C。
咱们先从几个案例讲起。
案例一、在一次生产一种厚度为0.4mm左右的材质为65Mn的弹簧片,淬火完成后班长拿来测试淬火硬度,在测试过种中产品被打成两瓣;领班不服又取了几件,结果还是被打成两瓣,硬度计压头也被打坏了。
班长告诉我这个材料肯定有鬼,我笑笑不语,告诉他不要测硬度了,材料也没问题,直接用440度回火吧(要求HRC40-45).等回火完成后,班长跑过来说:我就说这个材料有问题你还不信呢,这个温度回下来只有二十几度了。
案例二、一高强度螺栓,要求10.9级。
发货到客户处,客户查出来偏低,我去一看,一台洛氏硬度计就放在水泥地上,没有工作台,且地面不平。
零件有效硬化层测定作业指导书

零件有效硬化层测定作业指导书版本:A1、定义从零件表面测至维氏硬度550HV或产品工艺规定值处的垂直距离。
测定硬度所采用的试验力为1000g,特殊情况,经有关各方协商,可采用4.903N等。
2、试验设备Q-2线切割机〔保持架车间〕DK7725线切割〔热处理车间〕XQ-1镶嵌机〔保持架车间〕XQ-2B镶嵌机〔热处理车间〕M-2金相试样预磨机〔保持架车间〕HVS-5数显小负荷维氏硬度计〔保持架车间〕P-1金相试样抛光机〔保持架车间〕P-2金相试样抛光机〔热处理车间〕3、引用标准及规范GB9450-88钢件渗碳淬火有效硬化层深度的测定和校核GB5617-85钢的感应淬火或火焰淬火后有效硬化层深度的测定Q/ZWJ119-2003零件最终热处理后的质量检验规范4、检测步骤4.1对热处理送检或抽检的样品进行编号。
4.2对不符合检测要求的试样(较大或形状复杂),先进行切割处理。
一般的样件都要进行切割和镶嵌处理镶嵌的温度一般控制在120° 4.3将切割好的试样磨面朝下放在镶嵌机下模上,逆时针转动使下模降至极限位置,加入镶嵌料,其高度离模腔上端面20mm处为限,放上外模,和上盖板,旋转八角旋钮至手感较紧为止,顺时针旋转侧面手轮,使上模上升至加压灯亮。
4.4根据镶嵌料调节温度。
由于镶嵌料受热开始固化并加压,直至温度稳定到120°为止。
直至保温一段时间后,关掉电源,转动手轮使下模下降,等1-2min,让模腔里的压力逐渐释放后取出。
4.5将镶嵌好的试样分别在预磨机抛光机上进行预磨抛光,在过程中应避免检测面过热或磨成圆角。
4.6 对抛光好的试样进行显微硬度的测定前,应先参照《硬度计硬度校准作业指导书》规定对HVS-5数显小负荷维氏硬度计进行校准。
4.6.1转动试验力变换手轮,使试验力符合要求,旋转时应小心缓慢,以免产生冲击。
4.6.2开启电源开关,并按下“TIME-”或“TIME+”及“SPECI”键,以选择年月日。
渗氮层、淬硬层、有效硬化层的硬度和厚度测试简介

0.05
0.02
0.35
0.15
0.1
0.05
0.4
0.2
0.15
0.05
0.5
0.25
0.2
0.1
0.6
0.3
0.25
0.1
0.65
0.3
0.3
0.1
0.75
0.3
3、总渗氮层深度
b、基体硬度的取点与测定,一般在3倍左右渗氮层深度的距离处测得的硬度值(至少取3点,平均值)做为基体硬度值。
c、对于渗氮层硬度变化很平缓的钢种,(如碳钢、低碳合金钢制件),其渗氮层深度可以从试样表面沿垂直方向测至比基体维氏硬度高30HV处。
d、当渗氮层深度有的特别浅,有的则较深时,检测力可以在0.2KG范围内选择(并注明,如HV0.2)
a、渗氮层脆性级别按维氏硬度压痕边缘碎裂程度分为5级
级别
渗氮层脆性级别说明
1
压痕边角完整无缺
2
压痕一边或一角碎裂
3
压痕二边或二角碎裂
4
压痕三边或三角碎裂
5
压痕四边或四角碎裂
b、渗氮层脆性检验一般采用维氏硬度计,试验力10公斤,试验力的加载必须缓慢(在5-9S内完成),试验力加载完成后必须停留5-10S,然后卸载试验力,特殊情况也可采用5KG或者30KG试验力。
一般零件推荐的化合物层厚度及公差表(单位/mm)
化合物层厚度
上偏差
化合物层厚度
上偏差
0.005
0.003
0.012
0.006
0.008
0.004