机床夹具习题册答案及解析
习题册参考答案-《机床夹具(第五版)习题册》-B01-3599

第一章机床夹具基础知识第一节机床夹具概述一、填空题1.根据机械工艺规程要求,在加工中,用来正确地确定工件及刀具的相对位置,并且合适而迅速地将它们夹紧的一种机床附加装置称为机床夹具。
2.通常,习惯于把夹具按其通用化程度分为通用夹具、专用夹具、拼装夹具三个大类。
3.机床夹具一般由定位装置、夹紧装置、夹具体三大主要部分组成。
4.根据不同的使用要求,机床夹具还可以设置对刀装置、刀具引导装置、回转分度装置及其他辅助装置。
5.按夹具适用的机床及其工序内容的不同,可以把夹具分为钻床夹具、铣床夹具、车床夹具、磨床夹具、镗床夹具、齿轮加工机床夹具、电加工机床夹具、数控机床夹具等。
二、选择题:1.工件在机床上加工时,通常由夹具中的(A)来保证工件相对于刀具处于一个正确的位置。
A.定位装置 B.夹具体C.夹紧装置 D.辅助装置2.机用平口钳是常用的(B)。
A.专用夹具 B.通用夹具C.拼装夹具 D.组合夹具3.下列夹具中,(D)不是专用夹具。
A.钻床夹具 B.铣床夹具C.车床夹具 D.三爪自定心卡盘4..( A )是夹具的核心部分。
A.定位装置B.夹紧装置C.夹具体D.V型块5.(A )是由预先制造好的各类标准元件和组件拼装而成的一类新型夹具。
A.拼装夹具 B.专用夹具C.通用夹具 C.数控机床夹具6.在机床夹具中,V形块通常作为(D )使用。
A.夹具体 B.夹紧装置C.辅助装置 D.定位元件7.下列说法中,(C)不正确。
A.一般情况下,机床夹具担负着工件在夹具中的定位和夹紧两大功能。
B.夹具相对机床和刀具的位置正确性,则要靠夹具与机床、刀具的对定来解决。
C.工件被夹紧后,就自然实现了定位。
D.定位和夹紧是两回事。
三、判断题:1.一般来说,通用夹具是机床夹具中的主要研究对象。
(×)2.工件安装时,采用找正定位比采用夹具定位效率更高,精度更高。
(×)3.机床夹具只能用于工件的机械加工工序中。
(×)4.夹具体是整个夹具的基础和骨架。
参考答案-《机床夹具第五版习题册》
第一章机床夹具基础知识第一节机床夹具概述一、填空题1.根据机械工艺规程要求,在加工中,用来正确地确定工件及刀具的相对位置,并且合适而迅速地将它们夹紧的一种机床附加装置称为机床夹具。
2.通常,习惯于把夹具按其通用化程度分为通用夹具、专用夹具、拼装夹具三个大类。
3.机床夹具一般由定位装置、夹紧装置、夹具体三大主要部分组成。
4.根据不同的使用要求,机床夹具还可以设置对刀装置、刀具引导装置、回转分度装置及其他辅助装置。
5.按夹具适用的机床及其工序内容的不同,可以把夹具分为钻床夹具、铣床夹具、车床夹具、磨床夹具、镗床夹具、齿轮加工机床夹具、电加工机床夹具、数控机床夹具等。
二、选择题:1.工件在机床上加工时,通常由夹具中的(A)来保证工件相对于刀具处于一个正确的位置。
A.定位装置B.夹具体C.夹紧装置D.辅助装置2.机用平口钳是常用的(B)。
A.专用夹具B.通用夹具C.拼装夹具D.组合夹具3.下列夹具中,(D)不是专用夹具。
A.钻床夹具B.铣床夹具C.车床夹具D.三爪自定心卡盘4..(A)是夹具的核心部分。
A.定位装置B.夹紧装置C.夹具体D.V型块5.(A)是由预先制造好的各类标准元件和组件拼装而成的一类新型夹具。
A.拼装夹具B.专用夹具C.通用夹具C.数控机床夹具6.在机床夹具中,V形块通常作为(D)使用。
A.夹具体B.夹紧装置C.辅助装置D.定位元件7.下列说法中,(C)不正确。
A.一般情况下,机床夹具担负着工件在夹具中的定位和夹紧两大功能。
B.夹具相对机床和刀具的位置正确性,则要靠夹具与机床、刀具的对定来解决。
C.工件被夹紧后,就自然实现了定位。
D.定位和夹紧是两回事。
三、判断题:1.一般来说,通用夹具是机床夹具中的主要研究对象。
(×)2.工件安装时,采用找正定位比采用夹具定位效率更高,精度更高。
(×)3.机床夹具只能用于工件的机械加工工序中。
(×)4.夹具体是整个夹具的基础和骨架。
机床夹具设计基础——例题解析
的限制。以避免重复
三爪卡盘夹持较短
X Y Z Y Z
Y Z
属于不完全定位, 如果只加工工件的外圆表面,而无轴向尺寸方面的要求,则定位是合理的, 如果工件有轴向尺寸要求时,则应该增加限制X方向移动的定位支撑点。
三爪卡盘夹持较短
X Y Z Y Z
Y Z
X
图示工件以底面及与其垂直的两圆柱孔为定位基准。若采用一个平面和两 个短圆柱销定位(如图a所示),则平面限制3个自由度 1限制2个自由度 ,短圆柱销2限制 2个自由度 ,短圆柱销 。其中自由度 被重
复限制,属过定位。此时,由于工件孔心距的误差和两定位销中心距的误差, 可能导致两定位销无法同时进入工件孔内。为解决这一过定位问题,可将两定 位销之一在定位干涉方向(Y向)上削边,做成菱形销(图b),以避免干涉。
已知:外径d为: 500 mm 0.03
0.05 内径D为: 300 mm
内外圆同轴度为0.02mm,
试计算用调整法加工这批工件时,
工序尺寸H的定位误差是多少?
解: 基准不重合误差: 基准位移误差:
同轴度误差:
w
c
0.05 0.025mm 2
TD 2 sin
2
0.03 0.021mm 90 2 sin 2
组合定位
1.几个定位元件组合起来定位时,限制的自由度是每个定位元件限 制的自由度数之和. 2.组合定位中的每个定位元件改变它单独定位所限制的自由度. 3.组合定位中,定位元件单独起限制移动自由度转为限制转动自由 度,不再起限制移动自由度,但是限制自由度数量不变. 消除组合定位中的过定位,把限制移动方向的自由度定位元件改 为能移动的定位元件. 消除组合定位中的过定位,也可以改变定位元件的结构.比如:一面 两孔中菱形销
机床夹具习题册答案及解析

第一章机床夹具基础知识第一节机床夹具概述一、填空题1.通常,习惯把夹具按其通用化程度分为通用夹具、专用夹具、拼装夹具三个大类。
2.机床夹具一般由定位装置、夹紧装置、夹具体三大主要部分组成。
3.根据不同的使用要求,机床夹具还可以设置对刀装置、刀具引导装置、回转分度装置及其他辅助装置。
4.按夹具适用的机床及其工序容的不同,可以分为车床夹具、铣床夹具、钻床夹具、磨床夹具、镗床夹具、齿轮加工机床夹具、电加工机床夹具、数控机床夹具等。
二、选择题1.工件在机床上加工时,通常由夹具中的A来保证工件相对于刀具处于一个正确的位置。
A.定位装置B.夹具体C.夹紧装置D.辅助装置2.机用平口钳是常用的B。
A.专用夹具B.通用夹具C.拼装夹具D.组合夹具3.下列夹具中,D不是专用夹具。
A.钻床夹具B.铣床夹具C.车床夹具D.三爪自定心卡盘4.C不属于机床夹具的三大组成部分之一。
A.夹具体B.定位装置C.对刀装置D.夹紧装置5.A是由预先制造好的各类标准元件和组件拼装而成的一类新型夹具。
A.拼装夹具B.专用夹具第三章工件的夹紧C.通用夹具D.数控机床夹具6.在机床夹具中,V形块通常作为D使用。
A.夹具体B.夹紧装置C.辅助装置D.定位元件7.下列说法中,C 不正确。
A.一般情况下,机床夹具具有使工件在夹具中定位和夹紧两大作用B.夹具相对于机床和刀具的位置正确性,要靠夹具与机床、刀具的对定来解决C.工件被夹紧后,就自然实现了定位D.定位和夹紧是两回事三、判断题1.一般来说,通用夹具是机床夹具中的主要研究对象。
( ×) 2.一般情况下,机床夹具具有使工件在夹具中定位和夹紧两大作用。
( √) 3.工件安装时,采用找正定位比采用夹具定位效率更高、精度更高。
( ×) 4.机床夹具只能用于工件的机械加工工序中。
( ×) 5.机床夹具一般已标准化、系列化,并由专门厂家生产。
( ×) 6.定位装置一般由各种标准或非标准定位元件组成,它是夹具工作的核心部分。
机床夹具设计 思考题与习题 参考答案
《机床夹具设计》思考题与习题参考答案(仅说明解答要点,供使用者参考)第1章1-1 在机械加工中,机床夹具能起到哪些作用?有哪些局限性?(参见第1章之1.2.1)机床夹具在机械加工中起着十分重要的作用,归纳起来,主要表现在以下几方面:⑴缩短辅助时间,提高劳动生产率,降低加工成本。
⑵保证加工精度,稳定加工质量。
⑶降低对工人的技术要求,减轻工人的劳动强度,保证安全生产。
⑷扩大机床的工艺范围,实现“一机多能”。
⑸在自动化生产和流水线生产中,便于平衡生产节拍。
不过,机床夹具的作用也存在一定的局限性:⑴专用机床夹具的设计制造周期长。
⑵对毛坯质量要求较高。
⑶专用机床夹具主要适用于生产批量较大、产品品种相对稳定的场合。
1-2 机床夹具通常由哪些部分组成?各组成部分功能如何?(参见第1章之1.2.3)虽然机床夹具的种类繁多,但它们的工作原理基本上是相同的。
将各类夹具中,作用相同的结构或元件加以概括,可得出夹具一般所共有的以下几个组成部分,这些组成部分既相互独立又相互联系。
⑴定位支承元件。
定位支承元件的作用是确定工件在夹具中的正确位置并支承工件,是夹具的主要功能元件之一。
定位支承元件的定位精度直接影响工件加工的精度。
⑵夹紧装置。
夹紧元件的作用是将工件压紧夹牢,并保证在加工过程中工件的正确位置不变。
⑶连接定向元件。
这种元件用于将夹具与机床连接并确定夹具对机床主轴、工作台或导轨的相互位置。
⑷对刀元件或导向元件。
这些元件的作用是保证工件加工表面与刀具之间的正确位置。
用于确定刀具在加工前正确位置的元件称为对刀元件;用于确定刀具位置并引导刀具进行加工的元件称为导向元件。
⑸其它装置或元件。
根据加工需要,有些夹具上还设有分度装置、靠模装置、上下料装置、工件顶出机构、电动扳手和平衡块等,以及标准化了的其它联接元件。
⑹夹具体。
夹具体是夹具的基体骨架,用来配置、安装各夹具元件使之组成一整体。
上述各组成部分中,定位元件、夹紧装置、夹具体是夹具的基本组成部分。
机床夹具设计习题答案解析
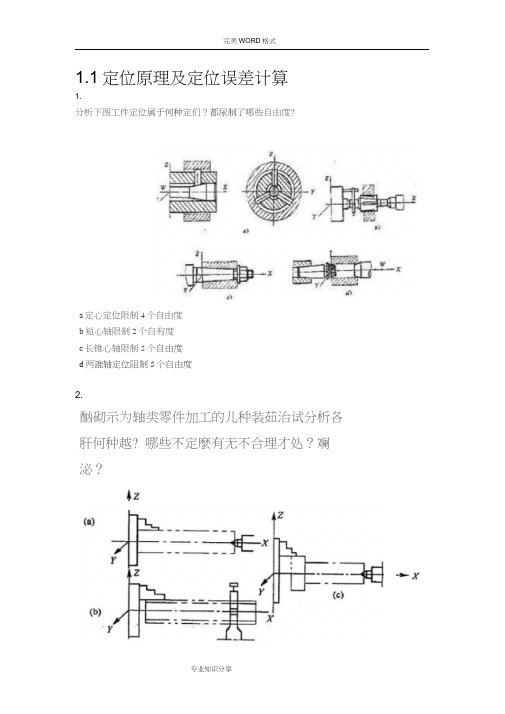
1.1定位原理及定位误差计算1.分析下图工件定位属于何种定们?都尿制了哪些自由度?a定心定位限制4个自由度b短心轴限制2个自有度c长锥心轴限制5个自由度d两誰轴定位阻制5个自由度2.酗砌示为轴类零件加工的儿种装茹治试分析各肝何种越? 哪些不定麼有无不合理才处?斓泌?S4-6轴駅零件装夹示意昼a. 不完全定位,限制了x y z和y 'z ,合理b. 完全定位,六个自由度都限制了,合理c. 过定位,x重复定位,可将左顶尖去除或者改为自由顶尖3. 在阶梯轴上铣削一平面,该零件在短V形块、圆头支钉和浮动支点上定位。
试分析该定位方案有何不合理之处?如何改进?答:欠定位。
短V形块不能限制Z方向的旋转以保证尺寸L的加工改进:将短V形块改为长V形块4. 题图4为连杆零件在夹具中的平面及两个固定的短V形块1及2上定位,试问属何种定位?限制了哪些不定度?是否有需要改进之处?提出改进措施。
改进:将右侧的V形块改为可左右活动的V形块I.如圏駅示三遹零件在三个短「型块中定试分析该定位方案犀几点定世?各型块分艇限制了唧几卜自由度2答:该方案属于六点定位。
左边两个短V形块相当于一个长V形块,限制了y y* A屮Az z四个自由度,右边短V形块限制了x x两个自由度。
8.商圏在组合机床上同时钻010203三个孔,保证图示加工要求,其余表面均已加工’L-试确定合理的定位方案并绘制定位方案草图。
9.题图9为在杆件上有宽度为b的开口槽,内孔D已加工,试确定合理的定位方案并绘制定位方案草图。
答:直径为d的圆弧端用V形块定位,半径为D的内孔用浮动菱形销定位。
11.题图11(a)为在圆盘零件上加工01、02及03三孔的工序简图,题图11 (b)、(c)、(d)为用三轴钻床及钻模同时加工三孔的几种定位方案(工件底面的定位元件未表示),试分别计算当a =90°时各定位方案的定位误差。
12.""罔15勿傭心e '帕怏咼2祇fT I 逵位的的【th 工浮翼求 为加工与 66 平行的乎窗 U 当<*i«50J rt .mm, d t =55_:;,mm ML* 80*;1'mmp4 试计算谏T.序的定位馔畫.■■定位=、■不重■"位置 q ■"位置O 2 = 0.1866 ::: § Td L即该工序定位合理,定位误差为 0.1866 13.】筑零件罐位如图B 所応曲進位苗桑直放胃‘或歓在零件匕钻孔0廉O tr 试计算各孔位■.尺寸的定位澳蓋・井判斷屬示定惊方案能捋満足工序豪班.:位置O,=Td 0.0866 a 2si n 2 「位置O 2 : 芯0.12'角度二arctan 二 arctan 0.1866 160解:加工面C 以O 1O 2连线为基准,因此 :不重=0■■:位置O ’ . ■■:位置O 22L•0 童気M f一1.2夹紧万案及夹紧力计算1.试分析图示各种夹紧方案有何错误和不当之处,并提出改进措施。
机床夹具习题与答案
机床夹具复习题一、填空与选择题1、机床夹具的种类,组成2、定位原理3、机床夹具的夹紧机构主要有斜楔夹紧机构、螺旋夹紧机构和偏心夹紧机构三种。
4、机床夹具的夹紧装置由动力源、中间传力机构和夹紧机构所组成。
5、定位误差产生的原因有基准不重合误差和基准位移误差6、生产中最常用的正确的定位方式有完全定位和不完全定位两种。
1、钻床上钻孔时,进给运动是:---------------------------------------------( B )A. 钻头旋转B. 钻头轴向运动 C . 工件的移动D.都不对2、下列四种切削液中,冷却性能最好的是--------------- ------------------( C )A乳化液B极压乳化液C水溶液D矿物油3、工件定位时,绝对不能采用:-----------------------------------------------( D )A 完全定位;B 不完全定位;C 过定位;D欠定位。
4、基准不重合误差大小与有关。
-----------------------( B )A.本道工序要保证的尺寸大小和技术要求;B.只与本道工序设计〔或工序〕基准与定位基准之间位置误差;C.定位元件和定位基准本身的制造误差。
D.以上都不对5、在加工箱体零件时,定位元件常选择一大平面及两销(一短圆柱销和一短菱形销)其共限制了工件的自由度数为-----------------------( D )A2个 B3个C5个 D6个6、加工大中型工件的多个孔时,应选用的机床是-----------------------( D )A卧式车床B台式钻床C立式钻床D摇臂钻床三、名词解释1、六点定位原理:用“3、2、1”合理分布的六个支承点来限制工件的六个自由度,其中一个支承点限制工件的一个自由度,把工件的六个自由度都限制了的定位方法。
2、定位基准:用于定位的工件上的点、线、面。
3、完全定位:合理分布的六个支承点来限制工件的六个自由度,其中一个支承点限制工件的一个自由度,把工件的六个自由度都限制了的定位方法。
最新机床夹具习题与答案
机床夹具复习题一、填空与选择题1、机床夹具的种类,组成2、定位原理3、机床夹具的夹紧机构主要有斜楔夹紧机构、螺旋夹紧机构和偏心夹紧机构三种。
4、机床夹具的夹紧装置由动力源、中间传力机构和夹紧机构所组成。
5、定位误差产生的原因有基准不重合误差和基准位移误差6、生产中最常用的正确的定位方式有完全定位和不完全定位两种。
1、钻床上钻孔时,进给运动是:---------------------------------------------( B )A. 钻头旋转B. 钻头轴向运动 C . 工件的移动D.都不对2、下列四种切削液中,冷却性能最好的是--------------- ------------------( C )A乳化液B极压乳化液C水溶液D矿物油3、工件定位时,绝对不能采用:-----------------------------------------------( D )A 完全定位;B 不完全定位;C 过定位;D欠定位。
4、基准不重合误差大小与有关。
-----------------------( B )A.本道工序要保证的尺寸大小和技术要求;B.只与本道工序设计〔或工序〕基准与定位基准之间位置误差;C.定位元件和定位基准本身的制造误差。
D.以上都不对5、在加工箱体零件时,定位元件常选择一大平面及两销(一短圆柱销和一短菱形销)其共限制了工件的自由度数为-----------------------( D )A2个 B3个C5个 D6个6、加工大中型工件的多个孔时,应选用的机床是-----------------------( D )A卧式车床B台式钻床C立式钻床D摇臂钻床三、名词解释1、六点定位原理:用“3、2、1”合理分布的六个支承点来限制工件的六个自由度,其中一个支承点限制工件的一个自由度,把工件的六个自由度都限制了的定位方法。
2、定位基准:用于定位的工件上的点、线、面。
3、完全定位:合理分布的六个支承点来限制工件的六个自由度,其中一个支承点限制工件的一个自由度,把工件的六个自由度都限制了的定位方法。
机床夹具练习题答案
机床夹具练习题答案一、选择题1. 机床夹具的主要作用是什么?- A. 固定工件- B. 提高加工效率- C. 保证加工精度- D. 所有以上答案:D2. 以下哪个不是夹具的分类?- A. 通用夹具- B. 专用夹具- C. 组合夹具- D. 手动夹具答案:D3. 工件夹紧时,应遵循什么原则?- A. 夹紧力要大- B. 夹紧位置要准确- C. 避免夹紧力过大导致工件变形- D. 夹紧位置要随意答案:C二、判断题1. 工件在夹具中的位置可以通过夹具的调整来保证。
- 答案:√2. 夹具的刚性越低,工件的加工精度越高。
- 答案:×3. 使用夹具可以减少工件的装夹次数,提高加工效率。
- 答案:√三、简答题1. 简述三爪自定心卡盘的工作原理。
- 答案:三爪自定心卡盘通过三个可调节的爪子来夹紧工件。
当工件放入卡盘中心时,三个爪子会自动调整位置,以适应工件的形状,实现自定心夹紧。
2. 描述一下使用快速夹具的优点。
- 答案:快速夹具的优点包括简化装夹过程,减少装夹时间,提高工作效率;同时,由于装夹速度快,可以减少因装夹不当造成的工件损伤。
四、计算题1. 如果一个工件需要在夹具中保持0.01mm的精度,夹具的刚性至少应该是多少?- 答案:根据夹紧力和工件材料的性质,夹具的刚性至少应为工件所需保持精度的10倍,即至少0.1mm。
五、案例分析题1. 假设你是一名机械加工工程师,你将如何选择合适的夹具来加工一个直径为200mm,长度为500mm的圆柱形工件?- 答案:首先,根据工件的尺寸和形状,选择一个适合圆柱形工件的夹具,如三爪自定心卡盘或四爪独立卡盘。
考虑到加工的精度要求,应选择具有足够刚性和稳定性的夹具。
同时,考虑到加工效率,可以选择带有快速夹紧释放机制的夹具。
请注意,以上答案仅为示例,具体情况需要根据实际加工要求和机床条件进行选择和调整。
机床夹具设计试题和答案及解析
第二章机床夹具设计一、选择题1.只有在(b)精度很高时,过定位才允许采用,且有利于增强工件的(d)。
a.设计基准面和定位元件;b.定位基准面和定位元件;c.夹紧机构;d.刚度;e.强度2.定位元件的材料一般选(adf)a.20钢渗碳淬火;b.铸铁;c.中碳钢;d.中碳钢淬火;e.合金钢;f. T>A钢3.自位支承(浮动支承)其作用增加与工件接触的支承点数目,但(b)a.不起定位作用;b.一般来说只限制一个自由度;c.不管如何浮动必定只能限制一个自由度 4.工件装夹中由于(a)基准和(e)基准不重合而产生的加工误差,称为基准不符误差a.设计(或工序);b.工艺;c.测量;d.装配;e.定位5.基准不符误差大小与(b)有关。
a.本道工序要保证的尺寸大小和技术要求;b.只与本道工序设计〔或工序)基准与定位基准之间位置误差;c.定位元件和定位基准本身的制造误差。
6.在简单夹紧机构中(e)夹紧机构一般不考虑自锁;(d)夹紧机构既可增力又可减力;(c)夹紧机构实现工件定位作用的同时,并将工件夹紧;(b)夹紧机构行程不受限制。
(ade)夹紧机构能改变夹紧力的方向,(a)夹紧机构夹紧行程与自锁性能有矛盾。
(f)夹紧机构动作迅速,操作简便。
a.斜楔;b.螺旋;c.定心;d.杠杆;e.铰链;f.偏心7.偏心轮的偏心量取决于(c)和(e),偏心轮的直径和(a)密切有关。
a.自锁条件;b.夹紧力大小;c.工作行程;d.销轴直径;e.工作范围;f.手柄长度8.在多件夹紧中,由于(e),因此一般采用(c),夹紧才能达到各工件同时被夹紧的目的。
a.多点;b多向;c.浮动;d.动作联动;e.各工件在尺寸上有误差;f.连续式或平行式夹紧。
9.采用连续多件夹紧,工件本身作浮动件,为了防止工件的定位基准位置误差逐个积累,应使(a)与夹紧力方向相垂直。
a.工件加工尺寸的方向;b.定位基准面;c.加工表面;d.夹压面10.镗模采用双面导向时,镗杆与机床主轴是(b)连接,机床主轴只起(c)作用,镗杆回转中心及镗孔精度由 (d、f)保证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一节机床夹具概述
一、填空题
1.通常,习惯把夹具按其通用化程度分为通用夹具、_专用夹具、
拼装夹具三个大类。
2•机床夹具一般由定位装置、夹紧装置、
夹具体三大主要部分组成。
3.根据不同的使用要求,机床夹具还可以设置对刀装置、
—刀具引导装置、回转分度装置及其他辅助装置。
4.按夹具适用的机床及其工序内容的不同,可以分为车床夹具、
铣床夹具、钻床夹具、磨床夹具、
镗床夹具、齿轮加工机床夹具、电加工机床夹具、数控机床夹具等。
二、选择题
1.工件在机床上加工时,通常由夹具中的A来保证工件相对于刀具处于一
个正确的位置。
A
.定位装置
.夹紧装置
B
D
.夹具体
.辅助装置
C
2
.机用平口钳是常用的
B。
A
.专用夹具
B
.通用夹具
C
.拼装夹具
D
.组合夹具
3
.
下列夹具中,D
不是专用夹具。
A
.钻床夹具
B
.铣床夹具
C
.车床夹具
D
.三爪自定心卡盘
4
•
C不属于机床夹具的三大组成部分之一。
A
.夹具体
B
.定位装置
C
.对刀装置
D
.夹紧装置
5
•
A是由预先制造好的各类标准元件和组件拼装而成的一类新型夹具
A
.拼装夹具
B
.专用夹具第三章工件的夹紧
C.通用夹具
D
.数控机床夹具
7.自动、高效夹具的实际应用,可以相应地降低对操作工人的装夹技术要求。(√)
8.在数控机床上加工零件,无须采用专用夹具。(×)
9.所有机床夹具都必须设置夹紧装置。(×)
10.车床夹具中,花盘通常作为定位元件。(×)
四、简答题
1.机床夹具在生产中有什么作用?
答:(1)保证工件加工精度,稳定整批工件的加工质量。
6•在机床夹具中,V形块通常作为D使用
A.夹具体
B
.夹紧装置
C.辅助装置
D
.定位元件
7.下列说法中,
C
不正确。
A•—般情况下,机床夹具具有使工件在夹具中定位和夹紧两大作用
B•夹具相对于机床和刀具的位置正确性,要靠夹具与机床、刀具的对定来解决
C•工件被夹紧后,就自然实现了定位
D.定位和夹紧是两回事
三、判断题
3.夹具设计可分为分析工件图样、拟订结构方案、绘制夹具总装图、绘制夹具零件图四
个阶段。(×)
4.夹具设计中,应尽量选择加工表面的工序基准为定位基准。(√)
5.定位基准与定位基准面没有本质区别。(×)
6.设计机床夹具时,应尽量使工件的定位基准与工序基准重合。(√)
7.定位基准是用来确定工件在夹具中位置的要素。它一般为工件上与夹具定位元件相接
C.降低工件的生产成本
D.具有良好的工艺性
2.生产实际中应当掌握的夹具设计原始资料不包括D。
A.工件图样B.工艺文件和生产纲领
C.制造与使用夹具的情况D.机械加工手册
3.C_不属于夹具设计时工件图样分析的主要内容。
A.了解工件的工艺过程
B.明确本工序在整个加工工艺过程中的位置
C.了解企业设备的精度水平
1.一般来说,通用夹具是机床夹具中的主要研究对象。(×)
2.一般情况下,机床夹具具有使工件在夹具中定位和夹紧两大作用。(√)
3.工件安装时,采用找正定位比采用夹具定位效率更高、精度更高。(×)
4.机床夹具只能用于工件的机械加工工序中。(×)
5.机床夹具一般已标准化、系列化,并由专门厂家生产。(×)
6.定位装置一般由各种标准或非标准定位元件组成,它是夹具工作的核心部分。(√)
A.尺寸精度和位置精度B.尺寸精度和表面粗糙度
C.位置精度和表面粗糙度D.表面粗糙度和热处理
6•夹具设计中,应D作为定位基准。
A.米用毛坯表面
B.选择与加工面无直接关系的表面
C.选择较小的表面
D.尽量选择加工表面的工序基准
三、判断题
1.基准可分为定位基准和设计基准两类。(×)
2.提高机械加工生产效率是对机床夹具的最基本要求.。(×)
—■提高机械加工生产效率 , _降低工件的生产成本_、_具有良好的工艺性_。
5.生产实际中应当掌握的夹具设计原始资料包括工件图纸和工艺文件、
_ 生产纲领、—夹具制造与使用的情况 _。
二、选择题
1.夹具的定位与夹紧必须要—A—,这是对夹具的最基本要求。
A.保证满足本工序的加工精度要求
B.提高机械加工生产效率
(2)提高劳动生产率。
(3)改善工人的劳动条件。
(4)降低对操作工人的技术等级要求。
2.机床夹具三大组成部分的作用分别是什么?
答:定位装置:能使工件相对于刀具占有一个正确的位置。
夹紧装置:能保证工件在加工过程中其在定位时所获得的定位位置不被破坏。
夹具体:它是夹具的基础和骨架,通过它将夹具上其他各类装置连接成一个有机整体,
依靠它完成夹具与机床的连接。
第二节夹具的要求和设计前期准备
一、填空题
1•一般来说,夹具的设计可分为前期准备、拟定结构方案、
绘制夹具总装图、绘制夹具零件图四个阶段。
2•根据所起作用和应用场合,基准可分为设计基准和
工艺基准两类。
3.工艺基准可分为工序基准、定位基准、
装配基准、测量基准。
4.设计机床夹具时,应满足的四个方面的基本要求为保证工件加工精度要求 _、
一、填空题
1•工件在夹具中位置的确定是通过工件表面(定位基准面)与夹具中定位元件的 _表面的设定的空间直角坐标系中的定位时,其空间位置不确定程度的
(4)应使工件定位方便、夹紧可靠、使用操作,夹具结构简单。
2.设计机床夹具时应准备哪些资料?
答:应准备夹具设计原始资料:包括工件图纸和工艺文件、生产纲领、夹具制造与使用的情 况。还应准备收集夹具的各类技术资料:包括夹具有关技术标准、设计参数和有关设计手册、 相应夹具软件资料库等。
第二章工件的定位
第一节六点定则
D.掌握本工序加工精度要求及工件已加工表面情况
4.下列说法中,只有 —B是正确的。
A.设计基准包括工序基准、定位基准、测量基准和装配基准
B.工艺基准包括工序基准、定位基准、测量基准和装配基准
C.工序基准包括设计基准、定位基准、测量基准和装配基准
D.以上说法都不对
5.工件一般有两类加工精度要求:—A。
触的表面,也可以为工件上的几何中心、对称线、对称面等。(√)
四、简答题
1.从夹具设计角度出发,定位基准的选择涉及哪些原则?
答:(1)尽量使工件的定位基准与工序基准重合(基准重合原则),以消除基准不重合误差。
(2)尽量选用已加工表面作为定位基准(精基准原则),以减少定位误差。
(3)应使工件安装稳定,在加工过程中因切削力和夹紧力而引起的变形最小。