EIM美的精益生产教材
精益生产计划管理培训教材PPT课件【精编】
16
精 益生产 计划管 理培训 教材PPT 课件【 精编】
2、企业生产类型
关于存量生产问题
1、“零库存”理解的误区——指的是库存为“零”吗?
2、影响库存大小的因素;
管理原因、社会分工与保障、市场的距离、生产类型。
3、库存的主要作用;
a) 满足不确定客户的临时要货要求。
b)调节生产产能,利用库存调节季节的需求;
离散性生产
生产特点;物料离散、间接地按
一定的工艺顺序运动,是最后 形成产品的生产,在离散生产 中、产品是由离散的另部件装 配而成。(如;汽车制造、机 器制造、服装等)
产品特点;另件加工彼此独立、通 过部件装配和总装形成产品; 协作关系复杂;管理难。
计划工作重点;保证原材料;动力 的连续性;不间断供应;实时 反馈信息;安全生产。
5
精益制造管理体系
1、生产线设计与设备布局;
2、标准作业;
3、物流配送;
4、拉动生产计划;
5、班组管理;
精益文化
6、品质管理;
7、设备管理;
8、精益推进力;
9、精益方针目标管理;
10、人才育成。
6
目录
第一部分 计划与生产计划 第二部分 企业的生产类型 第三部分 生产能力和生产时间 第四部分 产品生产特点
精 益生产 计划管 理培训 教材PPT 课件【 精编】
计划特点;控制另部件的生产进
度;保证生产另件的成套性。
15
精 益生产 计划管 理培训 教材PPT 课件【 精编】
2、企业生产类型
备货型生产;
生产特点 ; 指的是在没有接到 订单时已按已有的标准产品或 产品系列进行的生产。
计划工作重点 ;生产计划的重 点是补充成品库存,通过成品 库存数量的调节来满足随时发 生的用户需要或减少成本的占 用。
精益生产管理教材(PPT 28页)

LEAN PRODUCTION
精益生产方式
¾ 精益生产概述 ¾ 生产方式变革历史 ¾ 精益生产体系 ¾ 精益生产基础 – 5S ¾ 认识浪费 (制造7大浪费) ¾ 精益生产的方法
- 柔性生产线 - 周转批量大小设定 - 转产时间与中间库存的关系 - 工业工程(IE)
生产方式变革的历史
手工生产的弊端
• 生产成本高 – 产量与成本的反比关系不明显; – 只有富人才能买的起;
• 实际上,每辆汽车是一个样车 – 可靠性低; – 一致性差; – 汽车的主人和司机不得不进行“路试”;
• 小作坊缺乏基本的创新资源; – 真正的改进需要系统的研究而决非修补;
生产方式变革的历史
Henry Ford 和大量生产
• Ford 对“大”生产的创新; – 装配流水线; – 通用的计量系统和在线检测; – 可互换性部件; – 可维修的设计;
• Ford 系统的益处 – 更高的劳动生产率; – 对员工“技能”的要求降低; – 成本大幅度降低;
生产方式变革的历史
大量生产的弊端
• 启动需要高的资本投入; – 庞大的、高容量的设备被用作单一产品的生产; – 许多设备需要满负荷运行;
变革的动力---顾客的需求在变化
¾ 精益生产概述 ¾ 生产方式变革历史 ¾ 精益生产体系 ¾ 精益生产基础 – 5S ¾ 认识浪费 (制造7大浪费) ¾ 精益生产的方法
进入20世纪顾客需求量增大对品质要求高
2、十九世纪~二十世纪 市场特点: 供需两旺 生产特点: 以流水线为主体的大规模生产,产量大、品质提高
20世纪后期,顾客需求个性化突出
3、二十一世纪 市场特点:多品种,小批量,变化快。 生产方式: 一种适应顾客定制的“多品种”“小批量”生产 生产特点:产量和品种能快速对应市场变化柔性生产
美的IE现场培训-IE效率提升技法PPT58页课件
自我问答:为何曾发生?是否有再发防止的措施?
2、加工的浪费
内容:即过分加工的浪费, (1)多余的加工和过分精确的加工。 例如实际加工精度过高造成资源浪费。 (2)需要多余的作业时间和辅助设备,还要增加生产用电、 气压、油等能源的浪费,另外还增加了管理的工时。
按照过去的管理理念,人们认为库存虽然是不好的东西,但却是必要的。精益生产的观点认为,库存是没有必要的,甚至认为库存是万恶之源。
库存掩盖问题
故障
不良品
调整时间长
点点停
能力不平衡
品质不一致
计划有误
缺勤
协作问题
运输问题
水平线
6、制造过多(早)的浪费
内容:流程阻碍,不良的发生、库存,半成品的增加,材料、 零件的滥用,资金周转率下降,计划柔软性的阻碍。
只要条件允许,工具和物料应放在预先确定的位置。
尽可能采用“下坠式”传送方式。
在所有的操作中,可以不用手的场合,尽量不用。
物料和工具应放在能获得最好的动作顺序的位置,使手的动作 简便而有节奏。
减少或消除骤然和急剧改变方向的、曲折的或直接往复的动作, 采用流畅和连续的动作。
三角形原理
物料(或工具)放置点、产品组装点、操作者手的位置形成的三角形的边长越小越好。
提出问题无人处理
检验指导书不完善
无检验标准
流程问题
来料不良
人员操作
设备故障多
库存时间长
采购过多
质检没有发现
要因分析图(鱼骨图)
生产品质
要因解析的方法(三)
突发性不良、慢性不良、周期性不良
上限
下限
精益生产教材
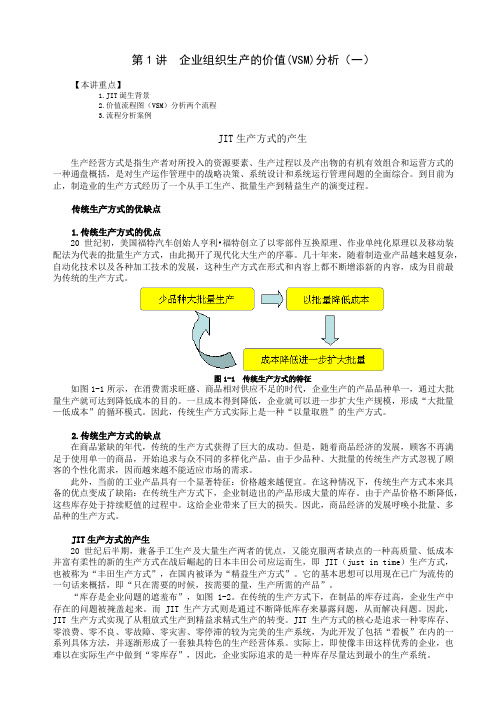
第1讲企业组织生产的价值(VSM)分析(一)【本讲重点】1.JIT诞生背景2.价值流程图(VSM)分析两个流程3.流程分析案例JIT生产方式的产生生产经营方式是指生产者对所投入的资源要素、生产过程以及产出物的有机有效组合和运营方式的一种通盘概括,是对生产运作管理中的战略决策、系统设计和系统运行管理问题的全面综合。
到目前为止,制造业的生产方式经历了一个从手工生产、批量生产到精益生产的演变过程。
传统生产方式的优缺点1.传统生产方式的优点20世纪初,美国福特汽车创始人亨利•福特创立了以零部件互换原理、作业单纯化原理以及移动装配法为代表的批量生产方式,由此揭开了现代化大生产的序幕。
几十年来,随着制造业产品越来越复杂,自动化技术以及各种加工技术的发展,这种生产方式在形式和内容上都不断增添新的内容,成为目前最为传统的生产方式。
图1-1 传统生产方式的特征如图1-1所示,在消费需求旺盛、商品相对供应不足的时代,企业生产的产品品种单一,通过大批量生产就可达到降低成本的目的。
一旦成本得到降低,企业就可以进一步扩大生产规模,形成“大批量—低成本”的循环模式。
因此,传统生产方式实际上是一种“以量取胜”的生产方式。
2.传统生产方式的缺点在商品紧缺的年代,传统的生产方式获得了巨大的成功。
但是,随着商品经济的发展,顾客不再满足于使用单一的商品,开始追求与众不同的多样化产品。
由于少品种、大批量的传统生产方式忽视了顾客的个性化需求,因而越来越不能适应市场的需求。
此外,当前的工业产品具有一个显著特征:价格越来越便宜。
在这种情况下,传统生产方式本来具备的优点变成了缺陷:在传统生产方式下,企业制造出的产品形成大量的库存。
由于产品价格不断降低,这些库存处于持续贬值的过程中。
这给企业带来了巨大的损失。
因此,商品经济的发展呼唤小批量、多品种的生产方式。
JIT生产方式的产生20世纪后半期,兼备手工生产及大量生产两者的优点,又能克服两者缺点的一种高质量、低成本并富有柔性的新的生产方式在战后崛起的日本丰田公司应运而生,即JIT(just in time)生产方式,也被称为“丰田生产方式”,在国内被译为“精益生产方式”。
精益生产教材--伟创力PPT共54页
1
0
、
倚
南
窗
以
寄
傲
,
审
容
膝
之
易
安
。
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
文 家 。汉 族 ,东 晋 浔阳 柴桑 人 (今 江西 九江 ) 。曾 做过 几 年小 官, 后辞 官 回家 ,从 此 隐居 ,田 园生 活 是陶 渊明 诗 的主 要题 材, 相 关作 品有 《饮 酒 》 、 《 归 园 田 居 》 、 《 桃花 源 记 》 、 《 五 柳先 生 传 》 、 《 归 去来 兮 辞 》 等 。
精益生產教材--伟创力
6
、
露
凝
无
游
氛
,
天
高
风
景
澈
。
7、翩翩新 来燕,双双入我庐 ,先巢故尚在,相 将还旧居。
8
、
吁
嗟
我
若
浮
烟
。
9、 陶渊 明( 约 365年 —427年 ),字 元亮, (又 一说名 潜,字 渊明 )号五 柳先生 ,私 谥“靖 节”, 东晋 末期南 朝宋初 期诗 人、文 学家、 辞赋 家、散
55、 为 中 华 之 崛起而 读书。 ——周 恩来
精益生产培训教材(PPT 70页)
第三部分:精益生产之方式要求 3.2 单件流
第三部分:精益生产之方式要求 3.3 拉动式
何谓“拉动式生产”? 生产活动是由“客户”需求决定的,在进行生产
时,每一个生产过程都是由下一个生产过程的需求决 定,从而不生产额外的产品,这样就可以消除因生产 过剩产生的多余库存了。 为何需要“拉动式生产”? —没有需求的生产是没有意义的; —拉动使生产有了方向性; —通过一级一级的拉动可以使流程有序平稳地进行, 避免了浪费。
以顾客为导向的效率:
提高产量的做法:
改善
400pcs/4人·8hr
600pcs/5人·8hr
做客户需求的产量:
改善
400pcs/4人·8hr
360pcs/3人·8hr
以最少的人员,做出市场实际需求量的产品才是以顾 客为导向的真正的效率提升。
一、精益管理的诞生
课程内容
精益与其说是一种生产方式,更确切
Time ”,简称“JIT”。
“JIT”的概念
JIT是英文“Just In Time”的缩写,翻译成中 文为准时(及时)生产,即通常所讲的使生产做到 “在需要的时候,按需要数量生产所需要的产品”。
其主要目的是使生产过程不要处于盲目状态,而 是建立一种均匀、稳定的、有节奏的生产线。
丰田公司通过多年不断改善,建立了JIT的生产模 式:
一项很细小专一的工作 大批量:每分钟一辆,每天7000辆 价格低:像自来水一样便宜
1.3 精益生产方式
追求零浪费!!
只在适当的时
间里生产市场需 精 要的必要数量的 益
产品
所有的经营活动 都要有效益和 最大的经济性
精益生产的特点:
消除一切浪费,追求精益求精和不断改善。精 简并消除一切不增值的岗位。精简产品开发设 计,生产,管理中一切不产生附加值的工作, 以最优品质,最低成本和最高效率对市场需求 作出最迅速的响应。
精益生产培训课程 ppt课件

ppt课件
11
4、如何达到精益生产
qcd 如何保证质量、准时交货、低成本?答:管 理好质量、自动化人机防错及时化生产(JIT 准时 化生产- 必要的时候,生产、搬运必要数量的必要产品)、提高人的 效率、消除各种浪费。 如何开展质量管理工作?如何实现自动人机 防错?如何实现JIT?如何消除各种浪费? 答:………..我们来画一张表。丰田公司做 到了。
Shingijutsu
Lean
ppt课件
8
精益生产方式形成小结
二战后日美的工业性之比为1:9
丰田目标:劳动生产率提高10倍-竞争
1973年世界石油危机爆发,经济萎缩
1974年只有丰田获得高利润,开始受到关注 1978年《丰田生产方式》一书出版 1992年《改变世界的机器》
IE 工业工程 (美国)
ppt课件 40
1.1标准化作业简介
ppt课件
41
1.2标准化作业-目的
①明确以低成本生产优良品质产品的有效率的 制造方法最少人员、最低在库、效率最高 ②用作目视化管理的工具品质检查频度、生产 的必要时间、应该的作业顺序、最少的标准中 间在库、必须的操作安全 ③用作改善的工具没有标准,即没有正常与异 常区别的地方,就不会有改善
ppt课件
42
1.3标准化作业-步骤
实现标准化作业的步骤: ① 观测时间 ② 制定工序能力表 ③ 制作标准操作组合票 ④ 制作标准操作表
ppt课件
43
1.4标准化作业-节拍
生产一件产品应该使用的时间值。 1班的运转时间(定时)
T.T=
1班的必需生产量
T.T的计算例
发动机生产线的例子 条件: ☆ 月产 5000台 ☆ 定时运转 8H×2班
美的精益生产沙盘模拟专题培训课件

产品开发部
案例:
F-105 新品开发流程
Jun. 20,2007 输入
产品3D
确认
销售部 客户
评审
数据 照片
数据 照片
外观设计
修改设计
手样制作
3D优化
确认
确认
数据 照片
数据 照片
包材 照片优化设计ຫໍສະໝຸດ 优化设计PCB设计
资料拍照
资料汇总
图纸/工 艺文件
电机设计
机芯设计
生产部 模具部
模具设计
模具加工
空机生产
Place order on hold until product available
Yes
Consolidate Orders
Can production manufacture product in time for shipping? No
Will Customer accept backorders? No
制造业面临的环境
➢ 快速并准时交货 ➢ 需求品种增加,特殊定制 ➢ 不断改进质量及降低销售价格 ➢ 产品的生命周期越来越短 ➢ 无国界,中国成为世界工厂 ➢ 紧缩与通胀
问题:如何面对环境挑战?用存货?
Lean -“精益”释义
精益 :
形容词:无肉或少肉,少脂肪或无脂肪,文体或 措词简练 反义词: 肥胖的,多肉的,过重的,不结实的,过分肥 的,
标准化作业 S ta n d ar d W ork
单元化制造
C ellular
5S
M anufacturing
减少换型时间 Set Up R eduction
价值流图 V alue Stream
M apping