常用加工刀具参数(仅供参考)
刀具参数

飞刀参数刀具类型普通长度普通加长转速S 切削速度F 吃刀量D100R1.6 200 250 500 1000 0.2-0.5D80R1.6 200 250 500 1000 0.2-0.5D63R8 100 200 500-700 1500-1800 0.5-1.5D63R6 140 140 500-700 1500-1800 0.5-1.5D63R2 300 300 500-700 1200-1800 0.5-1.5D50R8 80 100 500-700 1200-1500 0.5-1.5D32R5 120 250 1200-1500 1000-1500 0.5-1.5D32R2 100 200 1200-1500 1200-1500 0.5-1D40R0.8 150 250 1200-1500 1200-1500 0.2-0.5D35R0.8 300 350 1200-1500 1200-1500 0.2-0.5D32R0.8 100-150 230 1200-1500 1200-1500 0.2-0.5D25R4 80 200 250 1000-1500 1000-2000 0.3-0.5D20R0.4 150 200 1300 1500 0.3-0.5D16R0.4 150 200 1200-1500 1000-2000 0.2-0.5D30R15 230 350 1200-1500 1000-1500 0.3-0.6D20R10 160 190 1000-1200 1000-1500 0.3-0.6D16R8 80-120 160 1200-1500 1000-1500 0.3-0.5D12R6 60 100 1500 1000-1500 0.2-0.5D10R5 60 100 >1500 1000-1500 0.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量12 50 25/75 26/100 1800 500-1500 0.05-0.510 50 22/70 25-100 2000 500-1500 0.05-0.58 45 19/60 20/100 2500 500-1500 0.05-0.56 30 13/50 15/100 3000 500-1500 0.05-0.44 30 11/50 3500 500-1500 0.05-0.32 25 8/50 4000 500-1500 0.05-0.31 20 6/50 5000 500-1500 0.05-0.15R6 75 22/75 22/100 2000 1000-2000 0.2-1R5 75 18/70 18/100 2000 1000-2000 0.2-1R4 75 14/60 14/100 2000 1000-2000 0.2-1R3 75 12/50 12/100 2500 800-1500 0.2-0.8R2.5 30 10/50 3000 800-1500 0.15-0.6R2 25 8/50 3000 800-1500 0.15-0.6R1.5 25 8/50 3500 800-1500 0.15-0.6R1 25 5/50 4000 500-800 0.1-0.2R0.5 25 2.5/50 5000 500-800 0.025白钢刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量32 80-120 60/125 106/186 300-400 500-1000 0.1-125 80-120 60/125 90/166 300-400 500-1000 0.1-1 20 120 50/110 75/141 500-700 500-1000 0.1-1 16 120 40/95 65/123 500-800 500-1000 0.1-1 12 100 30/80 53/110 500-1000 500-1000 0.1-1 10 80 23/75 45/95 800-1000 500-1000 0.1-0.8 8 50 20/65 28/82 800-1200 500-1000 0.1-0.5 6 50 15/60 800-1200 500-1000 0.1-0.5 R8 80 32/92 35/140 800-1000 500-1000 0.2-0.4 R6 80 26/83 26/120 800-1000 500-1000 0.2-0.4 R5 60 20/72 20/110 800-1000 500-1000 0.2-0.4 R4 50 19/63 20/100 1000-1500 500-1000 0.2-0.4 R3 30 13/57 15/90 1000-1500 500-1000 0.2-0.4 注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。
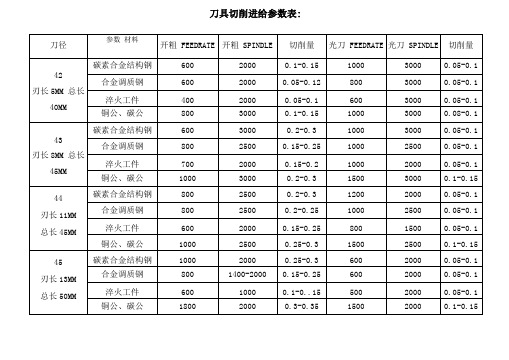
刀具切削进给参数表
1500
2000
0.6-0.8
2000
2800
0.12-0.15
432R0.8
总长:300、
250、200、150
碳素合金结构钢
2000
1600
0.5-0.8
2000
2400
0.12-0.15
合金调质钢
1800
合金调质钢
2800
1500
0.6-0.8
2500
2000-2400
0.15-0.2
淬火工件
2000
1000
0.4-0.6
2000
1800-2200
0.15-0.2
铜公、碳公
2500
2000
0.6-1.
2500
3000
0.15-0.2
“25R5
总长:83、
132、 207
碳素合金结构钢
2000
1500
0.6-1.
2200
2800
0.15-0.2
合金调质钢
2000
1500
0.6-0.8
1800
2400
0.15-0.2
淬火工件
1500
1000
0.4-0.6
1500
1800
0.15-0.2
铜公、碳公
2800
1500
0.6-1.
2000
2500
0.15-0.2
刀径
参数 材料
开粗FEEDRATE
开粗SPINDLE
800
3600
0.2
1000
3800
0.1
合金调质钢
600
3400
0.2
数控刀具的使用参数
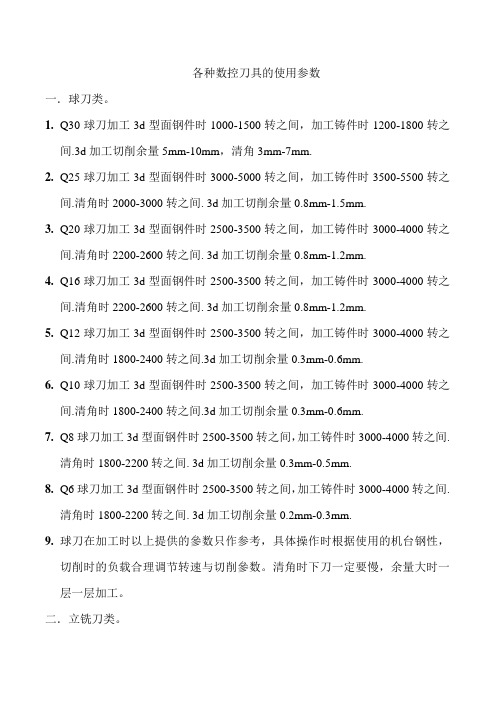
各种数控刀具的使用参数一.球刀类。
1.Q30球刀加工3d型面钢件时1000-1500转之间,加工铸件时1200-1800转之间.3d加工切削余量5mm-10mm,清角3mm-7mm.2.Q25球刀加工3d型面钢件时3000-5000转之间,加工铸件时3500-5500转之间.清角时2000-3000转之间. 3d加工切削余量0.8mm-1.5mm.3.Q20球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.4.Q16球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.5.Q12球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.6.Q10球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.7.Q8球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.3mm-0.5mm.8.Q6球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.2mm-0.3mm.9.球刀在加工时以上提供的參数只作参考,具体操作时根据使用的机台钢性,切削时的负载合理调节转速与切削參数。
清角时下刀一定要慢,余量大时一层一层加工。
二.立铣刀类。
1. 50mm粗铣刀加工2d钢件时120-140转之间,加工铸件时130-180转之间。
2d加工切削余量5mm-15mm. 精铣刀加工2d钢件时140-160转之间,加工铸件时150-200转之间,2d加工切削余量0.5mm-0.8mm.2. 32mm 精铣刀加工2d钢件时150-250转之间,加工铸件时150-300转之间,2d加工切削余量0.5mm-0.8mm.3. 25mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.4. 20mm精铣刀加工2d钢件时200-400转之间,加工铸件时250-450转之间,2d加工切削余量0.5mm-1.5mm.5. 16mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.6. 14mm以下到2mm的直柄立铣刀加工2d钢件时400-1000转之间,加工铸件时450-1000转之间。
各材料常用刀具转速进给参数对照表

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
龙门常用加工刀具参数

140-160 40-55 800 600 400 400 350 350 300 200 150 80 80 60 60 F1 F1.5 F1.75 F2 F2 F2.5 F2.5 F3 F3.5 F1.5 F4 F2 钻头用Ф 5 钻头用Ф 8.5 钻头用Ф 10.2 钻头用Ф 12 钻头用Ф 14 钻头用Ф 15.5 钻头用Ф 17.5 钻头用Ф 21 钻头用Ф 26.5 钻头用Ф 30.5 钻头用Ф 32 钻头用Ф 34 F1.25 钻头用Ф 6.7-6.8
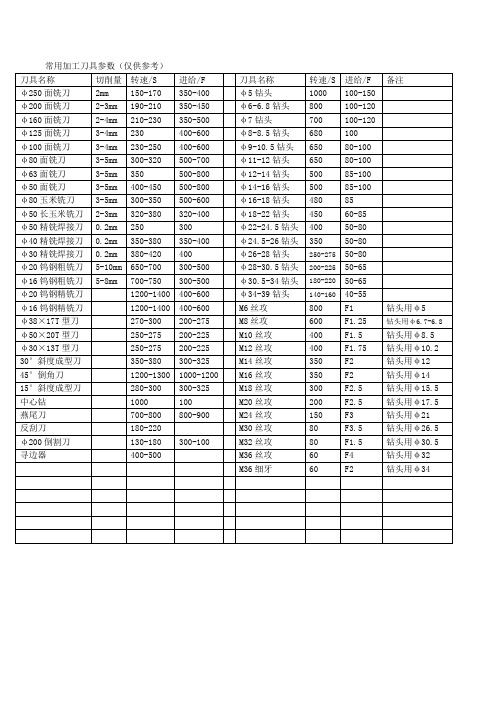
常用加工刀具参数(仅供参考) 刀具名称
Ф 250面铣刀 Ф 200面铣刀 Ф 160面铣刀 Ф 125面铣刀 Ф 100面铣刀 Ф 80面铣刀 Ф 63面铣刀 Ф 50面铣刀 Ф 80玉米铣刀
切削量 转速/S 2MM 150-170 2-3MM 190-210 2-4MM 210-230 3-4MM 230 3-4MM 230-250 3-5MM 300-320 3-5MM 350 3-5MM 400-450 3-5MM 300-350 320-380 250 350-380 380-420 700-750
转速/S 进给/F 1000 800 700 680 650 650 500 500 480 450 400 350 100-150 100-120 100-120 100 80-100 80-100 85-100 85-100 85 60-85 50-80 50-80
备注
Ф 50长玉米铣刀 2-3MM Ф 50精铣焊接刀 0.2MM Ф 40精铣焊接刀 0.2MM Ф 30精铣焊接刀 0.2MM Ф 16钨钢粗铣刀 5-8MM Ф 20钨钢精铣刀 Ф 16钨钢精铣刀 Ф 38*17T型刀 Ф 50*20T型刀 Ф 30*13T型刀 30°斜度成型刀 45°倒角刀 15°斜度成型刀 中心钻 燕尾刀 反刮刀 Ф 200倒割刀 寻边器
常用加工刀具参数(仅供参考)
250
300
φ22-24.5钻头
400
50-80
φ40精铣焊接刀
0.2mm
350-380
350-400
φ24.5-26钻头
350
50-80
φ30精铣焊接刀
0.2mm
380-420
400
φБайду номын сангаас6-28钻头
250-275
50-80
φ20钨钢粗铣刀
5-10mm
650-700
300-500
φ28-30.5钻头
200-225
50-65
φ16钨钢粗铣刀
5-8mm
700-750
300-500
φ30.5-34钻头
180-220
50-65
φ20钨钢精铣刀
1200-1400
400-600
φ34-39钻头
140-160
40-55
φ16钨钢精铣刀
1200-1400
400-600
M6丝攻
800
F1
钻头用φ5
φ38×17T型刀
φ7钻头
700
100-120
φ125面铣刀
3-4mm
230
400-600
φ8-8.5钻头
680
100
φ100面铣刀
3-4mm
230-250
400-600
φ9-10.5钻头
650
80-100
φ80面铣刀
3-5mm
300-320
500-700
φ11-12钻头
650
80-100
φ63面铣刀
3-5mm
350
常用加工刀具参数(仅供参考)
常用刀具的切削参数

常用刀具的切削参数刀具切削参数是指在切削过程中,对刀具进行设置和调整的一系列参数。
这些参数包括切削速度、进给速度、切削深度、切削角度等,它们的选择和调整直接影响到切削效果和刀具寿命。
下面是常用刀具的切削参数的一些介绍:1. 切削速度(Cutting Speed):切削速度是指刀具在切削过程中移动的速度,一般用单位时间内刀具切削的长度来表示。
切削速度的选择取决于工件材料的硬度和切削材料的种类。
一般来说,硬度较高的材料需要较低的切削速度,而硬度较低的材料则可以使用较高的切削速度。
2. 进给速度(Feed Rate):进给速度是指刀具在切削过程中每分钟进给到工件上的距离。
进给速度的选择取决于工件的材料和切削操作的要求。
较低的进给速度可以获得更好的切削质量,而较高的进给速度可以提高生产效率。
3. 切削深度(Depth of Cut):切削深度是指刀具切削时每次切削进入工件的深度。
切削深度的选择需要考虑工件材料的硬度和切削工具的强度。
一般来说,较硬的材料需要较小的切削深度,而较软的材料则可以选择较大的切削深度。
4. 切削角度(Cutting Angle):切削角度是指刀具切削刃与工件表面之间的夹角。
切削角度的选择取决于工件材料的硬度和切削操作的要求。
一般来说,较硬的材料需要较大的切削角度,而较软的材料则可以选择较小的切削角度。
5. 切削液(Cutting Fluid):切削液是在切削过程中起冷却、润滑和清洁作用的液体。
切削液的选择取决于切削材料的种类和切削条件的要求。
常见的切削液有切削油、切削液和切削蜡等。
6. 切削力(Cutting Force):切削力是指切削过程中刀具对工件施加的力。
切削力的大小受到切削参数的影响,包括切削速度、进给速度、切削深度和切削角度等。
合理选择切削参数可以降低切削力,提高切削效率和刀具寿命。
7. 切削温度(Cutting Temperature):切削温度是指刀具和工件在切削过程中产生的热量。
常用加工刀具参数(仅供参考)

85-100
φ50面铣刀
3-5mm
400-450
500-800
φ14-16钻头
500
85-100
φ80玉米铣刀
3-5mm
300-350
500-600
φ16-18钻头
480
85
φ50长玉米铣刀
2-3mm
320-380
320-400
φ18-22钻头
450
60-85
φ50精铣焊接刀
250
300
φ钻头
400
50-80
φ40精铣焊接刀
350-380
350-400
φ钻头
350
50-80
φ30精铣焊接刀
380-420
400
φ26-28钻头
250-275
50-80
φ20钨钢粗铣刀
5-10mm
650-700
300-500
φ钻头
200-225
50-65
φ16钨钢粗铣刀
5-8mm
700-750
300-500
φ钻头
常用加工刀具参数(仅供参考)
刀具名称
切削量
转速/S
进给/F
刀具名称
转速/S
进给/F
备注
φ250面铣刀
2mm
150-170
350-400
φ5钻头
1000
100-150
φ200面铣刀
2-3mm
190-210
350-450
φ钻头
800
100-120
φ160面铣刀
2-4mm
210-230
350-500
φ7钻头
180-220
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
85-100
φ50面铣刀
3-5mm
400-450
500-800
φ14-16钻头
500
85-100
φ80玉米铣刀
3-5mm
300-350
500-600
φ16-18钻头
480
85
φ50长玉米铣刀
2-3mm
320-380
320-400
φ18-22钻头
450
60-85
φ50精铣焊接刀
250
300
φ钻头
钻头用φ
φ30×13T型刀
250-275
200-225
M12丝攻
400
钻头用φ
30°斜度成型刀
350-380
300-325
M14丝攻
350
F2
钻头用φ12
45°倒角刀
1200-1300
1000-1200
M16丝攻
350
F2
钻头用φ14
15°斜度成型刀
280-300
300-325
M18丝攻
300
钻头用φ
常用加工刀具参数(仅供参考)
刀具名称
切削量
转速/S
进给/F
刀具名称
转速/S
进给/F
备注
φ250面铣刀
2mm
150-170
350-400
φ5钻头
1000
100-150
φ200面铣刀
mm
190-210
350-450
φ钻头
800
100-120
φ160面铣刀
2-4mm
210-230
350-500
φ7钻头
180-220
50-65
φ20钨钢精铣刀
1200-1400
400-600
φ34-39钻头
140-160
40-55
φ16钨钢精铣刀
1200-1400
400-600
M6丝攻
800
F1
钻头用φ5
φ38×17T型刀
270-300
200-275
M8丝攻
600
钻头用φ
型刀
250-275
200-225
M10丝攻
400
700
100-120
φ125面铣刀
3-4mm
230
400-600
φ钻头
680
100
φ100面铣刀
3-4mm
230-250
400-600
φ钻头
650
80-100
φ80面铣刀
3-5mm
300-320
500-700
φ11-12钻头
650
80-100
φ63面铣刀
3-5mm
350
500-800
φ12-14钻头
中心钻
1000
100
M20丝攻
200
钻头用φ
燕尾刀
700-800
800-900
M24丝攻
150
F3
钻头用φ21
反刮刀
180-220
M30丝攻
80
钻头用φ
φ200倒割刀
130-180
300-100
M32丝攻
80
钻头用φ
寻边器
400-500
M36丝攻
60
F4
钻头用φ32
M36细牙
60
F2
钻头用φ34
精心搜集整理,只为你的需要
400
50-80
φ40精铣焊接刀
350-380
350-400
φ钻头
350
50-80
φ30精铣焊接刀
380-420
400
φ26-28钻头
250-275
50-80
φ20钨钢粗铣刀
5-10mm
650-700
300-500
φ钻头
200-225
50-65
φ16钨钢粗铣刀
5-8mm
700-750
300-500
φ钻头