橡胶助剂生产流程
丁苯橡胶的生产工艺流程和配方
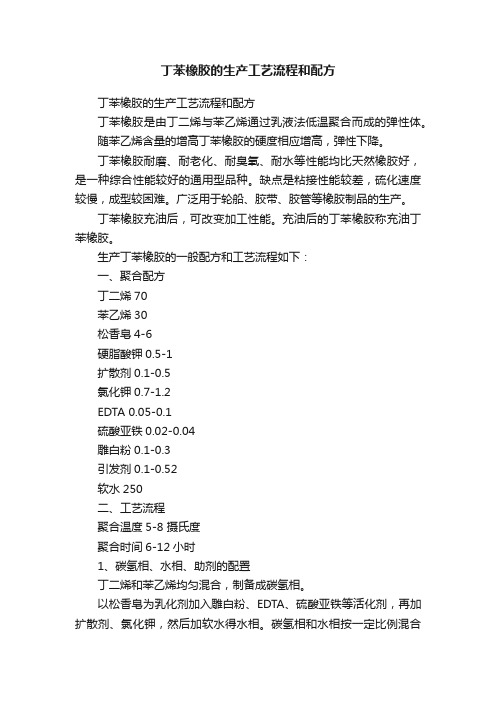
丁苯橡胶的生产工艺流程和配方丁苯橡胶的生产工艺流程和配方丁苯橡胶是由丁二烯与苯乙烯通过乳液法低温聚合而成的弹性体。
随苯乙烯含量的增高丁苯橡胶的硬度相应增高,弹性下降。
丁苯橡胶耐磨、耐老化、耐臭氧、耐水等性能均比天然橡胶好,是一种综合性能较好的通用型品种。
缺点是粘接性能较差,硫化速度较慢,成型较困难。
广泛用于轮船、胶带、胶管等橡胶制品的生产。
丁苯橡胶充油后,可改变加工性能。
充油后的丁苯橡胶称充油丁苯橡胶。
生产丁苯橡胶的一般配方和工艺流程如下:一、聚合配方丁二烯70苯乙烯30松香皂4-6硬脂酸钾0.5-1扩散剂0.1-0.5氯化钾0.7-1.2EDTA 0.05-0.1硫酸亚铁0.02-0.04雕白粉0.1-0.3引发剂0.1-0.52软水250二、工艺流程聚合温度5-8 摄氏度聚合时间6-12小时1、碳氢相、水相、助剂的配置丁二烯和苯乙烯均匀混合,制备成碳氢相。
以松香皂为乳化剂加入雕白粉、EDTA、硫酸亚铁等活化剂,再加扩散剂、氯化钾,然后加软水得水相。
碳氢相和水相按一定比例混合进入乳化槽,在乳化槽中经搅拌后充分乳化送入聚合釜。
2、聚合往聚合釜里面加引发剂、调节剂。
胶浆经过过滤后送脱气流程,在管线加阻聚剂。
3、脱气胶浆进入闪蒸槽脱出未反应的丁二烯,再经真空脱气去除未反应的苯乙烯。
4、后处理加防老剂,加凝聚剂,在食盐与稀硫酸的作用下,橡胶成小颗粒析出,然后经洗涤,挤压脱水,膨胀干燥包装为成品。
单体中的杂货对聚合反应及胶的质量有很大的影响。
橡胶行业工艺流程
橡胶行业工艺流程橡胶是一种广泛应用于工业和日常生活中的重要材料。
它具有良好的弹性、抗磨损、耐腐蚀等特性,在汽车制造、建筑、医疗器械等领域都有着重要的应用。
而橡胶制品的生产过程中,有着一系列的工艺流程,下面将为大家介绍橡胶行业的主要工艺流程。
首先是橡胶的原料准备。
橡胶的原料主要是橡胶树的胶乳,以及一些添加剂如硫化剂、促进剂、防老化剂等。
在生产过程中,需要将胶乳和添加剂按照一定的配比混合均匀,形成橡胶混合胶。
接下来是橡胶混炼。
橡胶混炼是将橡胶混合胶在混炼机中进行加热、压缩和剪切,以使其成为柔软、均匀的胶状物质。
在混炼过程中,需要控制好温度、时间和混炼机的转速,以达到最佳的混炼效果。
第三个工艺流程是橡胶制品的成型。
橡胶混合胶经过混炼后,需要通过成型工艺来制成各种形状的橡胶制品。
常见的成型工艺有挤出、压延、模压等。
在挤出工艺中,橡胶混合胶通过挤出机的螺杆进入模头,通过模头的形状来决定挤出的橡胶制品的形状。
在压延工艺中,橡胶混合胶被放置在压延机的辊子之间,通过辊子的压力和转动来使橡胶混合胶成型。
在模压工艺中,橡胶混合胶被放置在预先制作好的模具中,通过热压或冷压来使橡胶混合胶成型。
接下来是橡胶制品的硫化。
橡胶制品在成型后,需要经过硫化工艺来提高其物理性能。
硫化是将成型的橡胶制品放入硫化炉中,在一定的温度和时间下进行硫化反应。
硫化反应使得橡胶分子之间发生交联,形成三维网状结构,从而使橡胶制品具有良好的弹性和耐磨性。
最后是橡胶制品的后处理工艺。
橡胶制品经过硫化后,需要进行一些后处理工艺来提升其质量和外观。
后处理工艺包括修剪、清洗、涂层等。
修剪是将橡胶制品的边角修整,使其形状更加规整。
清洗是用清洁剂将橡胶制品表面的污垢清除干净。
涂层是在橡胶制品表面涂上一层保护剂,以提高其耐磨性和耐老化性。
橡胶行业的工艺流程包括原料准备、橡胶混炼、成型、硫化和后处理。
每个工艺环节都有其特定的要求和控制参数,只有在每个环节都严格执行和控制,才能保证橡胶制品的质量和性能。
橡胶助剂项目实施方案
橡胶助剂项目实施方案项目背景:橡胶助剂是指用于橡胶制品加工过程中的一类辅助材料,能够改善橡胶特性、提高加工性能和增强制品性能,从而满足不同领域的需求。
随着橡胶制品市场的不断扩大,橡胶助剂的需求也越来越大。
因此,本项目拟开展橡胶助剂的研发和生产,以满足市场需求。
项目目标:1.研发一系列高性能橡胶助剂,包括加速剂、硫化剂、防老剂等,以提高橡胶制品的性能。
2.建立橡胶助剂生产线,实现批量生产,并确保产品质量。
3.开发新的市场,拓展销售渠道,以满足橡胶制品制造商的需求。
项目实施方案:1.技术研发:1.1成立专业技术团队,包括化学工程师、材料科学家等,负责橡胶助剂的研发工作。
1.2进行市场调研,了解目前市场上橡胶助剂的需求和趋势,确定研发方向。
1.3设计实验方案,进行实验室小批量试制,测试产品性能。
1.4根据试验结果进行改进和优化,逐步提高产品的性能。
1.5定期组织产品评估会议,评估项目进展,根据市场反馈进行调整。
2.生产线建设:2.1寻找合适的生产厂房和设备,进行橡胶助剂生产线的建设。
2.2购置生产设备和原材料,建立配套的生产流程。
2.3建立质量控制体系,确保生产的橡胶助剂符合标准要求。
2.4培训生产人员,提高生产操作技能,确保生产过程的安全和稳定。
2.5进行生产试运行,检查设备的运行情况,调整生产流程,解决生产中的问题。
2.6定期进行设备维护和保养,确保生产线的正常运行。
3.销售和市场拓展:3.1设计并制作宣传资料,包括产品目录、技术手册等,用于向市场推广产品。
3.2寻找合作伙伴,与橡胶制品制造商建立合作关系,共同开发市场。
3.3参加行业展览和展销会,展示产品和技术优势,吸引潜在客户。
3.4建立客户关系管理系统,及时回应客户需求,满足客户的特定要求。
3.5定期组织销售会议,总结销售情况,制定销售策略。
项目进度计划:根据项目实施方案,将整个项目划分为若干里程碑,每个里程碑对应一定的工作任务和时间节点。
具体的项目进度计划如下:1.技术研发阶段:-市场调研和研发方向确定:1个月-实验方案设计和试制:2个月-产品改进和优化:3个月-产品评估和调整:2个月2.生产线建设阶段:-寻找生产厂房和设备:1个月-设备购置和生产流程建立:2个月-质量控制体系建立和生产人员培训:1个月-生产试运行和调整:2个月-设备维护和保养:持续进行3.销售和市场拓展阶段:-宣传资料设计和制作:1个月-合作伙伴寻找和建立:2个月-参加行业展览和展销会:持续进行-客户关系管理系统建立:持续进行-销售会议组织:每季度一次项目风险管理:在项目实施过程中,可能会遇到以下风险:1.技术风险:产品研发过程中可能遇到技术难题,需要不断改进和优化。
橡胶促进剂PZ加工工艺

缩合置换反应岗位操作法1、岗位任务:本岗位主要任务是将由氢氧化钠、二甲胺、二硫化碳反应制得的二甲基二硫代氨基甲酸钠,再与氯化锌置换反应制得PZ。
然后将PZ浆料放入离心机中用自来水洗涤,用硝酸银溶液检验滤液中有没氯离子为洗涤终点。
洗净后甩干送至烘房。
2、工艺操作指标一览表2.1 工艺指标:2.1.1 用氯化铜溶液检查滤液应无沉淀。
2.1.2 反应后母液PH=8~9.52.2 操作指示:2.2.1 缩合反应温度≦40℃2.2.2 滴加CS2耗时约为3小时,滴加完毕后继续搅拌3小时。
2.2.3 滴加氯化锌溶液要均匀有效,滴加完毕后继续搅拌30分钟,总耗时约为1小时。
3、中间体和本岗位制成品的质量标准或规格:3.1 本岗位中间体是促进剂PZ湿料。
PZ湿料质量标准指标名称指标水分%≦50.0灰分%≦0.50熔点℃≧2424、原辅材料或其他材料规格、性能:4.1氢氧化钠性能:白色半透明均匀片状固体。
在空气中易吸收水分和二氧化碳。
易溶于水,溶于甘油、乙醇。
包装:25kg袋装。
4.2 40%的二甲胺水溶液:性能:无色透明液体,有氨味,低浓度时呈鱼腥味。
比重:0.898,闪点:—15℃,易燃,沸点:51.5℃,溶于乙醇、水和丙酮,是一种强有机碱,与无机酸作用生成盐,能与蒸汽一同挥发。
包装:167kg桶装。
4.3二硫化碳:性能:易挥发的无色或淡黄色液体,有恶臭,闪点:—36℃,自然点:90℃,爆炸极限:1~50%(体积比)空气。
比重:1.26.包装:50kg桶装或槽车散装。
4.4氯化锌:白色易潮解粉末,相对密度2.91(25℃),易溶于乙醚、乙醇,在水中不溶而生或白色氢氧化锌沉淀。
4.5成品包装材料:规格:(1)内包装:聚氯乙烯Φ600mm×1200mm外套复合袋:Φ600mm×1050mm5、岗位工艺流程图(带控制点)及叙述:PZ缩合置换反应岗位工艺流程图6、原料投料配比:序号原材料配比1:数量(kg) 配比2:数量(kg)规格1 二甲胺334 171 40%2 氢氧化钠119+水900 61+水450 99%3 二硫化碳231 118.4 98%4 氯化锌200+水1400 102.6+水700 98% 注:若原材料含量的变化或扩大批量生产的需要,原料投料配比的变化须由技术部门负责通知生产部,其他人员一律不得擅自更改投料配比的数据。
橡塑助剂生产工艺介绍优秀文档
❖有:(1)硫化剂(交联剂) Company Logo
有:(1)硫化剂(交联剂)
❖ Company Logo
磷酸三芳基酯
(2)促进剂——加快硫化发应速率
❖ Company Logo
通用目的配料 要求电性能用的配料 供接触食品用的配料
邻苯二甲酸二异 要求比DOP价格低来取 辛酯(DIOP) 代DOP
邻苯二甲酸二丁 要求高柔韧性和高相容
酯(DOS)
性
葵二酸二辛酯 环氧化油及其酯
类
氯化石蜡
挥发度比DBS好 DBS应用的配料 用于低温电缆
与高分子量增塑剂同, 但抗萃取性能要求略低 低温性较好 要求稳定性很高 适宜的加工性能
价格低的配料 要求阻燃性好的配料
不适用场所 温度很高或很低 防火要求高
温度很高或很低 防火要求高 电性能,耐热性 及塑化要求低于
DOP 温度很高或很低 防火要求高 电性能,耐热性 及塑化要求低 价廉产品 要求阻燃性
温度很低
做主增塑剂
Company Logo
8 .增塑剂的主要品种
❖ 1. 苯二甲酸酯类: ❖ 这类是最重要且产量和用量最大的种类,约占增塑剂总
❖ 特点:一般塑化效率都较低,黏度大,加工性 和低温性都不好,但挥发性低,迁移性小,耐 油和耐肥皂水抽出,因此是很好的耐久性增塑 剂。
❖ 通常需要同邻苯二甲酸、酯类主增塑剂并用。
Company Logo
(7)其它增塑剂
❖ 除了上述之外,常用还有含氯化合物类、石油 酯类、柠檬酸类、偏苯三酸酯类等。
Company Logo
橡胶制品生产工艺流程

橡膠製品生產工藝流程一、橡膠製品基本工藝流程伴隨現代工業尤其是化學工業的迅猛發展,橡膠製品種類繁多,但其生產工藝過程,卻基本相同。
以一般固體橡膠( 生膠) 為原料的製品,它的生產工藝過程主要包括:原材料準備→塑煉→混煉→成型→硫化→休整→檢驗二、橡膠製品原材料準備橡膠製品的主要材料有生膠、配合劑、纖維材料和金屬材料。
其中生膠為基本材料; 配合劑是為了改善橡膠製品的某些性能而加入的輔助材料; 纖維材料( 棉、麻、毛及各種人造纖維、合成纖維) 和金屬材料( 鋼絲、銅絲) 是作為橡膠製品的骨架材料,以增強機械強度、限制製品變型。
在原材料準備過程中,配料必須按照配方稱量準確。
為了使生膠和配合劑能相互均勻混合,需要對某些材料進行加工:生膠要切膠、破膠成小塊;塊狀配合劑如石蠟、硬脂酸、松香等要粉碎;粉狀配合劑若含有機械雜質或粗粒時需要篩選除去;液態配合劑( 松焦油、古馬隆) 需要加熱、熔化、蒸發水分、過濾雜質;配合劑要進行乾燥,不然容易結塊、混煉時舊不能分散均勻,硫化時產生氣泡,從而影響產品品質;三、橡膠製品的塑煉生膠富有彈性,缺乏加工時的必需性能( 可塑性) ,因此不便於加工。
為了提高其可塑性,所以要對生膠進行塑煉; 這樣,在混煉時配合劑就容易均勻分散在生膠中; 同時,在壓延、成型過程中也有助於提高膠料的滲透性( 滲入纖維織品內) 和成型流動性。
將生膠的長鏈分子降解,形成可塑性的過程叫做塑煉。
生膠塑煉的方法有機械塑煉和熱塑煉兩種。
機械塑煉是在不太高的溫度下,通過塑煉機的機械擠壓和摩擦力的作用,使長鏈橡膠分子降解變短,由高彈性狀態轉變為可塑狀態。
熱塑煉是向生膠中通入灼熱的壓縮空氣,在熱和氧的作用下,使長鏈分子降解變短,從而獲得可塑性。
四、橡膠製品的混煉為了適應各種不同的使用條件、獲得各種不同的性能,也為了提高橡膠製品的性能和降低成本,必須在生膠中加入不同的配合劑。
混煉就是將塑煉後的生膠與配合劑混合、放在煉膠機中,通過機械拌合作用,使配合劑完全、均勻地分散在生膠中的一種過程。
橡胶助剂生产过程中的热循环利用

4 项 目主要 内容及完成情况
将 中10 0烃化 系统 更换 下来 的 中 1 0 与 0 0塔 0 中 160合成 塔 并 联 , 塔进 口同为 热 交 冷 气 出 口 0 两 气体 , 口去废锅 , 出 另外 在油分 离器 出 口增 加 了两 条
态合 成触媒 前合成 塔 内件 的安装 , 填料试 压 , 氮 压 用 气将 烃化塔 内置换 合格 后装 填还原 态合成 触媒 。
始使用 的是热 风循 环式烘 干箱 , 用人 工翻料 , 须 但产 量上不去 , 热效 率低 下 , 工费时 。现在 已经全 部淘 费
3 双塔并联前 的合成工艺条件
合 成 系统压 力 为 2 . a 循 环 量 为 2000 8 5MP ; 9 0 N h 第一 轴 向层 热 点温度 40℃ ; 二轴 向层热 m/ ; 5 第 点温度 4 5q 第 三径 向层热点 温度 45℃ ; 四径 7 C; 7 第 向层 热点温 度 40℃ ; 环 气 甲烷 含量 1 .% ; 8 循 0 8 出
河 南 化 工 HE A H MIA N U T Y N N C E C LID S R
21 00年
第2 7卷
橡 胶 助剂 生产 过程 中的热 循 环利 用
吕新建 , 崔中英
( 鹤壁市 国峰助剂有限责任公司 , 河南 鹤壁 480 ) 5 0 0
摘
要 : 绍 了橡 胶 助 剂 MB S生 产 中干燥 工序 的 情 况 和 气 流 干 燥 的 原理 , 用 制 预 热 器 对 气流 干 燥 工 序 进 行 改 介 T 采
造 , 得 了较 好 的 节 能 效 果 。 取 关 键词 : 橡胶 助 剂 ; T MB S;节 能 降耗 中 图 分 类号 : Q 3 . T 3 09 文 献 标 识 码 : B 文 章 编 号 :0 3— 4 7 2 1 )5— 0 0— 2 10 3 6 ( 0 0 0 0 5 0
橡胶助剂生产流程
橡胶助剂生产流程橡胶助剂是指能够增强橡胶的加工性能、改善橡胶性能和降低橡胶成本的添加剂。
橡胶助剂的生产流程主要包括原料配料、混炼、精炼、压制、包装等环节。
下面将详细介绍橡胶助剂的生产流程。
一、原料配料二、混炼原料配料完成后,将其投入到混炼机中进行混炼。
混炼机主要有开炼机和密炼机两种。
开炼机主要用于橡胶助剂的初步混合,将各类原料进行混合搅拌。
密炼机则用于进一步加工,使橡胶助剂的成分均匀分散,并提高其可塑性和黏性。
混炼过程中需要严格控制混炼时间、温度和压力等参数,以确保橡胶助剂的质量和性能稳定。
同时,还需要加入一部分流动助剂以提高混炼的效果。
三、精炼混炼完成后,将橡胶助剂转入精炼机中进行进一步的处理。
精炼主要是通过高温高压的作用,使橡胶助剂分子链间相互交联,并增加结晶度和硬度。
精炼过程中需要控制温度、压力和时间等参数,以确保橡胶助剂的品质和稳定性。
同时还需要加入一些辅助剂,如加工油、加工助剂等,以增加精炼的效果和减少能耗。
四、压制精炼完成后,将橡胶助剂转移到压制机中进行压制。
压制主要是通过模具将橡胶助剂压制成所需的形状和尺寸。
在压制过程中,需要控制压力和温度等参数,以确保橡胶助剂的成型效果和物理性能。
五、包装压制完成后,将橡胶助剂进行包装。
一般采用塑料袋或纸箱进行包装,并进行标识和质量检测。
包装完成后,将橡胶助剂进行储存和运输。
以上就是橡胶助剂的生产流程,包括原料配料、混炼、精炼、压制和包装等环节。
通过科学严格的生产流程,可以保证橡胶助剂的质量和稳定性,提高其应用性能,为橡胶行业的发展提供了坚实的支持。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、M工艺流程简述设计采用有机溶剂全封闭清洁生产提纯工艺,以苯胺、硫磺、二硫化碳、甲苯、氢氧化钠为主要原料。
生产促进剂M得工艺由一主二辅三部分组成,即:化学合成及提纯、硫化氢转化与甲苯回收利用两个辅助工艺。
(二)硫化促进剂DM1、概述DM就是由M钠盐在酸性条件下由比。
2氧化而得来得,再经脱水与烘干而制得DM成品。
DM生产工艺氧化工段得主要化学反应方程式如下:2[^^〉SNa+ H2O2+ H2SO42、工艺流程简述硫酸、双氧水产品名称原材料b称规格年消耗量吨产品消耗量DM (6000t/a)H钠盐100% 6120 1、02硫酸^98% 9000 0、150双氧水27、50% 1800 0、300>分离M钠盐—]氧化3、原料消耗宗暫干燥in叫生岸工艺疯程及出适节籬图_*包装溶剂法M工艺流程示意图4、动力消耗定额DM原材料消耗定额情况一览表5、三废排放DM生产采用绿色、环保工艺,母液循环套用,无固废与气体。
(三)秋兰姆类、硫腺类橡胶促进剂工艺流程溶剂法秋兰姆类生产工艺流程:(TIBTD、TETD)料得厂家建立了业务合作关系。
在此基础上,可以保证该项目得原料原材料供应情况见下表:年产30000吨橡胶助剂项目主要原材料供应明细表单位:元二、燃料动力供应鹤壁市有丰富得煤炭资源。
鹤煤集团公司作为以前得国家统配煤矿,年产煤达600万吨以上。
该项目一年耗煤量约30000吨,鹤壁煤矿可以保证该项目得用煤。
三、电力供应鹤壁市万鹤发电有限公司(装机容量2*20万千瓦),同力发电有限公司(装机容量2*40万千瓦),兴鹤发电有限公司(装机容量2*60万千瓦),鹤壁市有充足得电力供应可以保证该项目得生产经营。
四、项目物料消耗单位:吨五、交通运输鹤壁地处交通枢纽,毗邻京广铁路与京珠高速公路,交通便利。
优越得地理位置满足了该项目原材料供应及产品外销运输要求0第七章环境影响评价一、废水1、废水处理工艺流程简述筹建一套H处理量为looo吨得污水处理站,生产废水与生活废水通过厂区得排污管道汇集到污水调节池,进行水质水量得调节,自流进入中与沉淀池,加入药剂破除苯环,混凝后沉淀,废水经潜污泵提升至接触氧化塔,鼓风曝气增加水体得溶解氧,使好氧微生物大量繁殖,利用好氧微生物来分解废水中得有机污染物,然后自流进入斜管沉淀器加药混凝二次沉淀,废水再自流进入生物滤罐,经过生物氧化与过滤处理废水可达标排放。
2、废水处理工艺流程示意图:二、废气橡胶助剂生产中产生部分废气来自于硫化促进剂M、ETU、DETU 等产品生产过程得副产物硫化氢。
硫化氢为具有腐臭味得有毒气体, 无色,密度1、539,比重1、1906(空气=1)。
采用超级克劳斯炉回收,生成硫黄作为副产品出售。
从而可以达到废气零排放。
锅炉废气经水膜麻石除尘器处理后达标排放。
三、废渣锅炉房所产废渣,由水泥、制砖行业收购。
第八章劳动安全、消防与卫生本项目对劳动安全、卫生要求较高,设计中要求筹建处与技术、安全等职能部门专业人员密切配合,严格执行有关安全卫生设计规范。
一、劳动安全、消防1、各操作岗位都建立严格得生产操作规程,防止触电、烧伤、中毒事件发生;2、各岗位人员必须穿戴劳保用品;3、为防止电气设备得意外事故,设计严格按照国家规定,装设防雷、防爆与防触电设施;4、锅炉选用经劳动部门批准单位生产得产品,安全附件齐全;5、按要求设置必要得防火设施。
二、劳动卫生1、粉碎工序散发粉尘,对扬尘设备采取密封罩、机械排风布袋收尘,厂房粉尘浓度可达到10ing/Nm3以下标准要求。
2、锅炉房采用自然通风,对岗位降温设移动式轴流风机,夏季其与室外温差不超过3°C。
3、各工段设有休息室,冬季采暖,夏季保持良好通风。
4、公司每年组织一次职工体检,对职工得健康状况予以跟踪调查。
5、各工序按要求严格配备劳保用品,劳保用品配备使用情况纳入考核,直接与工资挂钩。
第九章组织机构与人力资源配置一、组织机构鹤壁元昊实行董事会领导下得总经理负责制,下设财务部、人力资源部、技术部、质保部、生产部、物流部、供应部、销售部、安保部、办公室、项目筹建等11个职能部门,部门设置合理,分工明确。
二、人力资源配置本项目定员为350人,其中管理人员50人,一线员工250人,辅助人员50人;其中,大中专毕业生80人,技术人员73人,高级工程人员3 人。
管理人员包括技术人员人事部调配或向社会招聘,生产人员面向地区招聘,招收对象要求学历为高中毕业以上。
生产骨干可由原生产线抽调并逐步培养新人。
三、劳动制度全年工作340天。
工艺生产车间为三班制,管理部门及辅助部门为8小时工作制。
四、员工培训按照“全员培训,突出重点”得原则进行培训。
所有员工入厂必须经公司统一培训,培训内容包括公司基本情况、安全、质量、化学基础知识。
管理与技术人员、专职维修与机电设备维修人员、班组长、主要操作人员等要经过化工专业知识及其岗位所需专业知识培训。
培训得目标就是应达到对木职工作应知应会,从理论到实践都明口,并能胜任木职工作,圆满完成任务。
培训效果验证采用两种方式:1、知识性培训书面考试;2、技术性培训实行操作。
第十章投资估算一、建设投资估算项目建设投资估算为28000万元,其中基建投资9000万元;设备投资16000万元;项目建设费用1000万元;流动资金2000元。
二、设备投资该项目设备主要采用国产设备,主要设备类别有高压合成;氧化反应设备;干燥、粉碎设备、分离设备;硫磺回收设备;动力与辅助设备。
三、投资估算表本项目投资总额28000万元,其中建设部分投资26000万元;流动资金部分2000万元。
第十一章资金筹措一、融资组织形式本项目融资分三部分组成:建设单位投入18000万元,金融机构借款10000万元。
二、债务资金筹措本项目拟向有关部门申请贷款10000万元。
三、建设单位自筹建设单位自筹18000万元。
第十二章财务评价一、财务评价基础数据与参数选取项目投资总额:28000万元,其中固定资产投资26000万元,流动资金部分2000万元;项目资金筹措:投资总额中18000万元由建设单位筹措;10000万元申请贷款,贷款年利率6、84%项目建设期限:2年;项目经营期限:20年(经营期第一年达产率100%);折旧计提及摊销:房屋、建筑物部分按20年计提折旧;设备部分按10年计提折旧;项目建设费用按5年期摊销;项目年生产能力:30000吨;销售数量及销售单价见下表:30000吨橡胶助剂建设项目经营期年销售数量及单价单位:元职工工资标准:人均2100元,职工福利费、工会经费、职工教育经费按国家规定标准计提;年耗水量:15万立方米,单价,2、55元/立方米;年耗电量:1500万千瓦时,单价,0、72元/千瓦时(含税价);年耗煤量:10000吨,单价,800元/吨(含税价);税收:该项目产品60%出口,出口货物实行免、抵、退政策;企业所得税按33%计缴;二、销售收入、利润与成本费用估算经营期后内每年销售收入70000万元,利润7000万元,税收6000 万元三、盈利能力分析投资利润率:36%;投资利税率:46%;四、偿债能力分析资产负债率:35%;流动比率:100%;速动比率:83 %;五、财务评价结论综上所述,该项目各项财务指标良好,有较强得盈利能力与偿债能力,项目可行。
第十三章社会评价一、增加财政收入,促进当地经济发展该项目建成后,年销售收入达70000万元,利税13000万元,可以增加政府财政收入;同时该项目属外向型出口项目,产品60%可对外出口创汇。
该项目得建成可以大大促进当地得经济发展;-、该项目采用先进工艺流程,生产环保型“绿色助剂”,产品具有性能好,清洁性得特点,产品结构符合行业发展趋势,在带动经济效益得同时,不对生态造成影响。
第十四章风险分析1、国家政策风险我国加入WTO为对橡胶助剂出口带来了良好得机遇,我国橡胶助剂企业以稳定得供应与优异得质量在国际市场创造了中国品牌,为国内企业配套生产橡胶助剂带来了商机。
2、技术风险该项目采用目前世界先进工艺流程,实现了橡胶助剂产品由粉状到到颗粒状得变化,减少了污染,有利于环保;同时减少了物耗与能耗, 降低了成木;产品性能也得以改善,价值得以提升。
采用该项目工艺流程生产得产品属环保型造粒产品,产品属于性能好、清洁型得“绿色助剂”,在产品结构方面符合该产业发展方向。
项目技术风险较小。
3、市场风险目前国际橡胶助剂发展不均衡,H木橡胶助剂多为传统得老品种, 而且产量有所下降,近年来有相当进口量;俄罗斯得橡胶助剂国内供应不足;卬度与东盟一些国家经济发展稳定,因此其橡胶助剂市场非常具有开发潜力。
该项目市场风险较小。
4、管理风险鹤壁元昊作为橡胶助剂得专业生产厂家,在技术、销售、材料供应等方而积累了丰富得管理经验,能有效得降低管理风险。
5、汇率风险该项目由于就是外向出口型企业,企业在经营过程中将而临着来自于汇率变化风险,企业可以通过制定相关得外汇管理制度,在生产经营过程中时刻掌握汇率变化得动态,减小来自于汇率变化产生得风险。
6、财务风险企业在经营过程中必将而临着市场扩大所带来得流动资金压力, 以及生产规模扩大所带来得固定投资压力。
企业可以采取与商业银行建立良好得信用关系,取得流动资金贷款。
第十五章研究结论该项目符合国家橡胶助剂行业得发展方向,符合相关建设条件。
该项目得建成可以使鹤壁元昊公司以现有得国际销售网络为依据,以产品质量为基础,以环保型造粒产品为龙头,在巩固现有市场得基础上奋力开拓新市场。
在此基础上建立联昊工业园,在未来得几年内把鹤壁建设成为国内得橡胶助剂生产基地。
为当地带来显著得经济效益与社会效益。
综上所述,该项目从社会效益与经济效益上分析都就是可行得。