链板线选型设计计算表.doc

链板线选型计算
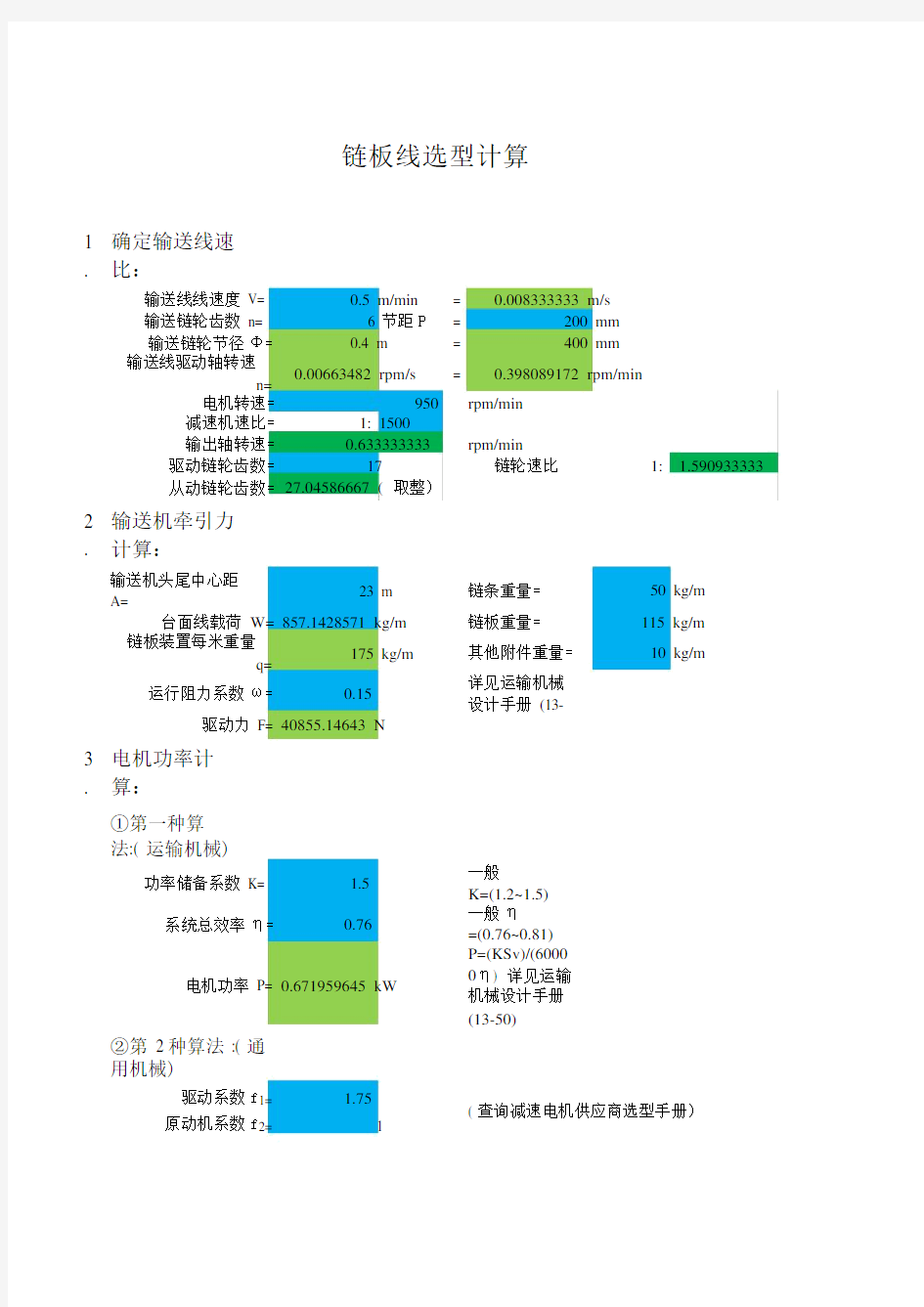
1 确定输送线速
. 比:
输送线线速度 V= 0.5 m/min = 0.008333333 m/s
输送链轮齿数 n= 6 节距P = 200 mm
输送链轮节径Φ=0.4 m = 400 mm
输送线驱动轴转速
0.00663482 rpm/s = 0.398089172 rpm/min
n=
950 rpm/min
电机转速=
减速机速比= 1: 1500
输出轴转速= 0.633333333 rpm/min
驱动链轮齿数= 17 链轮速比1: 1.590933333
从动链轮齿数= 27.04586667 ( 取整)
2 输送机牵引力
. 计算:
输送机头尾中心距
23 m 链条重量= 50 kg/m
A=
台面线载荷 W= 857.1428571 kg/m 链板重量= 115 kg/m 链板装置每米重量
175 kg/m 其他附件重量= 10 kg/m
q=
详见运输机械
运行阻力系数ω=0.15
设计手册 (13-
驱动力 F= 40855.14643 N
3 电机功率计
. 算:
①第一种算
法:( 运输机械)
功率储备系数 K= 1.5 一般
K=(1.2~1.5)
系统总效率η=0.76 一般η
=(0.76~0.81) P=(KSv)/(6000
电机功率 P= 0.671959645 kW 0η) 详见运输机械设计手册(13-50)
②第 2种算法 :( 通
用机械)
驱动系数f1= 1.75
( 查询减速电机供应商选型手册) 原动机系数f2= 1
安全系数 n= 2
驱动力 F= 40855.14643 N
扭矩 T= 16342.05857 N.m
功率 P= 0.6812143 kW P=Tn/9550
最终功率P1= 1.568585559 kW P1=P2*f1*f2/ η校核 P≥0.908285733 kWf b 0.75 ( 电机使
用系数)
蓝色框为
手写,绿* 注:色为自动
计算结果
。
装配尺寸链的解算示例和尺寸链的计算
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。 二、尺寸链的形成 为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。 1.长度尺寸链与角度尺寸链 ①长度尺寸链——全部环为长度尺寸的尺寸链 ②角度尺寸链——全部环为角度尺寸的尺寸链 2.装配尺寸链,零件尺寸链与工艺尺寸链 ①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链 ②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链 ③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链。工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。 装配尺寸链与零件尺寸链统称为设计尺寸链 装配尺寸链的解算示例
=(标准件) 封闭环的公称尺寸为零,即,先将各组
于内尺寸的组成环按基孔制,孔中心距按对称分布决定其极限偏差。不过需要留一个组成环,其极限偏差确定后计算得到。该组成环称为协调环。此处A s为垫圈,容易加工,且其他尺寸都便于用通用量具测量,故选A s为协调环。由此确定除协调环外各环的极限偏差 为:最后计算确定协调环 为: (2)不完全互换法。采用不完全互换法时,装配尺寸链采用概率法公式计算。当各组成环尺寸服从正态分布时封闭环公差T o 与各组成环公差T t的关系满足。若各组成环尺寸不服从正态分 布,则取封闭环公差T o与各组成环公差T t的关系满足。K依具体分布而定,一般可以取K=1.2~1.6。仍然以图57-4所以示的装配关系简图是基本尺寸,装配精度要求为例,设各组成环尺寸服从一个标准件A4的尺寸链,取各组成环的平均公差T(mm)为:
尺寸设计计算
设计计算方法 1 管式折叠纸盒的尺寸计算 ①内部尺寸 纸盒的内部尺寸计算公式为: Xi i k X X +=max 式中,X i 是纸盒的内部尺寸(mm );X max 是被包装物最大外形尺寸(mm );k Xi 是纸盒内部尺寸修正系数(mm )。 对于折叠纸盒,在长、宽方向k Xi =3~5mm ;在高度方向k Xi =1~3mm 。当被包装物是弹性物体如服装,k Xi 取小值;若被包装物是刚性物体如仪表,k Xi 则应取大值。 ②制造尺寸 纸盒的制造尺寸计算公式为: X i k t n X X +-+=)1( 式中,X 是纸盒制造尺寸(mm );X i 是纸盒内部尺寸(mm );n 是在某方向上的纸板层数;t 是纸盒的纸板厚度(mm );k X 是纸盒制造尺寸修正系数(mm )。 制造尺寸修正系数k X 包含以下几方面的影响: a 纸板湿度变化的影响 纸板具有吸水性,湿度大会造成纸板尺寸增大,干燥则会使纸板尺寸缩小。 b 加工工艺的影响 机械的加工精度及工艺条件对纸板尺寸变化会产生作用。 c 纸板纵横向纤维的影响 纸板纵横向纤维组织的差异,促使纸板尺寸在环境湿度变化时在纵向和横向出现变化差异。 d 尺寸方向差异的影响 由于折叠纸盒的成型特点及考虑包装被包装物后承重方向问题,纸盒在长、宽、高方向上纸板的尺寸变化是有差异的。 考虑以上影响因素,一般在长度和宽度方向上k X 取2mm ,在高度方向上k X 取1mm 。在严格控制纸板湿度和加工工艺条件的情况下,k X 则可以忽略不计。 ③外部尺寸 纸盒的外部尺寸计算公式为: t X X +=0 式中:X 0是纸盒外部尺寸(mm );X 是纸盒制造尺寸(mm );t 是纸盒的纸板厚度(mm )。 对于复杂结构形式的折叠纸盒,其内部尺寸、制造尺寸和外部尺寸则应根据具体情况来具体分析。 2 罩盖盒的有关尺寸计算公式为: 盒体 X i k t m X X +++=)1( X i k nt X t X X ++=+=0
尺寸链计算方法
第十章装配精度与加工精度分析任何机械产品及其零部件的设计,都必须满足使用要求所限定的设计指标,如传动关系、几何结构及承载能力等等。此外,还必须进行几何精度设计。几何精度设计就是在充分考虑产品的装配技术要求与零件加工工艺要求的前提下,合理地确定零件的几何量公差。这样,产品才能获得尽可能高的性能价格比,创造出最佳的经济效益。进行装配精度与加工精度分析以及它们之间关系的分析,可以运用尺寸链原理及计算方法。我国业已发布这方面的国家标准GB5847—86《尺寸链计算方法》,供设计时参考使用。 第一节尺寸链的基本概念 一、有关尺寸链的术语及定义 1.尺寸链 在机器装配或零件加工过程中,由相互连接的尺寸形成的封闭尺寸组,称为尺寸链。尺寸链分为装配尺寸链和工艺尺寸链两种形式。 (a)齿轮部件(b)尺寸链图(c)尺寸链图 图10-1 装配尺寸链示例 图10-1a为某齿轮部件图。齿轮3在位置固定的轴1上回转。按装配技术规范,齿轮左右端面与挡环2和4之间应有间隙。现将此间隙集中于齿轮右端面与挡环4左端面之间,用符号A0表示。装配后,由齿轮3的宽度A1、挡环2的宽度A2、轴上轴肩到轴槽右侧面的距离A3、弹簧卡环5的宽度A4及挡环4的宽度A5、间隙A0依次相互连接,构成封闭尺寸组,形成一个尺寸链。这个尺寸链可表示为图10-1b与图10-1c两种形式。上述尺寸链由不同零件的设计尺寸所形成,称为装配尺寸链。 图10-2a为某轴零件图(局部)。该图上标注轴径B1与键槽深度B2。键槽加工顺序如图10-2b所示:车削轴外圆到尺寸C1,铣键槽深度到尺寸C2,磨削轴外圆到尺寸C3(即图10-2a中的尺寸B1),要求磨削后自然形成尺寸C0(即图10-2a 中的键槽深度尺寸B2)。在这个过程中,加工尺寸C1、C2、C3和完工后尺寸C0构成封闭尺寸组,形成一个尺寸链。该尺寸链由同一零件的几个工艺尺寸构成,称为工艺尺寸链。
工艺尺寸链计算的基本公式[13P][521KB]
工艺尺寸链计算的基本公式 来源:作者:发布时间:2007-08-03 工艺尺寸链的计算方法有两种:极值法和概率法。目前生产中多采用极值法计算,下面仅介绍极值法计算的基本公式,概率法将在装配尺寸链中介绍。 图 3-82 为尺寸链中各种尺寸和偏差的关系,表 3-18 列出了尺寸链计算中所用的符号。 1 .封闭环基本尺寸 式中 n ——增环数目; m ——组成环数目。 2 .封闭环的中间偏差
式中Δ0——封闭环中间偏差; ——第 i 组成增环的中间偏差 ; ——第 i 组成减环的中间偏差。 中间偏差是指上偏差与下偏差的平均值: 3 .封闭环公差 4 .封闭环极限偏差 上偏差 下偏差 5 .封闭环极限尺寸 最大极限尺寸 A 0max=A 0+ES 0 ( 3-27 )最小极限尺寸 A 0min=A 0+EI 0 ( 3-28 )6 .组成环平均公差 7 .组成环极限偏差 上偏差
下偏差 8 .组成环极限尺寸 最大极限尺寸 A imax=A i+ES I ( 3-32 ) 最小极限尺寸 A imin=A i+EI I ( 3-33 ) 工序尺寸及公差的确定方法及示例 工序尺寸及其公差的确定与加 工余量大小,工序尺寸标注方法及定位基准的选择和变换有密切的关系。下面阐述几种常见情况的工序尺寸及其公差的确定方法。 (一)从同一基准对同一表面多次加工时工序尺寸及公差的确定 属于这种情况的有内外圆柱面和某些平面加工,计算时只需考虑各工序的余量和该种加工方法所能达到的经济精度,其计算顺序是从最后一道工序开始向前推算,计算步骤为: 1 .确定各工序余量和毛坯总余量。 2 .确定各工序尺寸公差及表面粗糙度。 最终工序尺寸公差等于设计公差,表面粗糙度为设计表面粗糙度。其它工序公差和表面粗糙度按此工序加工方法的经济精度和经济粗糙度确定。 3 .求工序基本尺寸。 从零件图的设计尺寸开始,一直往前推算到毛坯尺寸,某工序基本尺寸等于后道工序基本尺寸加上或减去后道工序余量。 4 .标注工序尺寸公差。 最后一道工序按设计尺寸公差标注,其余工序尺寸按“单向入体”原则标注。 例如,某法兰盘零件上有一个孔,孔径为,表面粗糙度值为R a0.8 μ m
包装结构尺寸设计简单说明-图文结合
包装结构尺寸设计简单说明 管式折叠纸盒(如常用的内包装盒)的尺寸计算 ①内部尺寸 纸盒的内部尺寸计算公式为: Xi i k X X +=max 式中,X i 是纸盒的内部尺寸(mm );X max 是被包装物最大外形尺寸(mm );k Xi 是纸盒内部尺寸修正系数(mm )。 对于折叠纸盒,在长、宽方向k Xi =3~5mm ;在高度方向k Xi =1~3mm 。当被包装物是弹性物体如服装,k Xi 取小值;若被包装物是刚性物体如仪表,k Xi 则应取大值。 图(1) 例如:如上图(1) 被包装物的最大外形宽度X max =20mm ,且为刚性物品 那么纸盒内部宽度为 X i =20+5=25mm ②制造尺寸 纸盒的制造尺寸计算公式为: X i k t n X X +-+=)1( 式中,X 是纸盒制造尺寸(mm );X i 是纸盒内部尺寸(mm );n 是在某方向上的纸板层数;t 是纸盒的纸板厚度(mm );k X 是纸盒制造尺寸修正系数(mm )。 制造尺寸修正系数k X 包含以下几方面的影响: a 纸板湿度变化的影响 纸板具有吸水性,湿度大会造成纸板尺寸增大,干燥则会使纸板尺寸缩小。
b 加工工艺的影响 机械的加工精度及工艺条件对纸板尺寸变化会产生作用。 c 纸板纵横向纤维的影响 纸板纵横向纤维组织的差异,促使纸板尺寸在环境湿度变化时在纵向和横向出现变化差异。 d 尺寸方向差异的影响 由于折叠纸盒的成型特点及考虑包装被包装物后承重方向问题,纸盒在长、宽、高方向上纸板的尺寸变化是有差异的。 考虑以上影响因素,一般在长度和宽度方向上k X 取2mm ,在高度方向上k X 取1mm 。在严格控制纸板湿度和加工工艺条件的情况下,k X 则可以忽略不计。 图(2) 例如:如上图(2) 纸箱内部宽度尺寸为:X i =25mm ,宽度方向上纸板为2层,纸箱厚度为:t =2mm 那么纸盒内部宽度制造尺寸为 X =25+(2-1)*2+2=25+2+2=29mm ③外部尺寸 纸盒的外部尺寸计算公式为: t X X +=0 式中:X 0是纸盒外部尺寸(mm );X 是纸盒制造尺寸(mm );t 是纸盒的纸板厚度(mm )。 对于复杂结构形式的折叠纸盒,其内部尺寸、制造尺寸和外部尺寸则应根据具体情况来具体分析。
尺寸链计算(带实例)
尺 寸 链 的 计 算 一、尺寸链的基本术语: 1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。 2.环——列入尺寸链中的每一个尺寸称为环。如上图中的A0、A1、A2、A3、A4、A5都是环。长度环用大写斜体拉丁字母A,B,C……表示;角度环用小写斜体希腊字母α,β等表示。 3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一环,称为封闭环。如上图中 A0。封闭环的下角标“0”表示。 4.组成环——尺寸链中对封闭环有影响的全部环,称为组成环。如上图中A1、A2、A3、A4、 A5。组成环的下角标用阿拉伯数字表示。 5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环 为增环。如上图中的A3。 6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组 成环为减环。如上图中的A1、A2、A4、A5。 7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规 定的要求,该组成环为补偿环。如下图中的L2。
二、尺寸链的形成 为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。 1.长度尺寸链与角度尺寸链 ①长度尺寸链——全部环为长度尺寸的尺寸链,如图1 ②角度尺寸链——全部环为角度尺寸的尺寸链,如图3
2.装配尺寸链,零件尺寸链与工艺尺寸链 ①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链,如图4 ②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5 ③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链,如图6。工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
链板线选型设计计算表.doc
链板线选型计算 1 确定输送线速 . 比: 输送线线速度 V= 0.5 m/min = 0.008333333 m/s 输送链轮齿数 n= 6 节距P = 200 mm 输送链轮节径Φ=0.4 m = 400 mm 输送线驱动轴转速 0.00663482 rpm/s = 0.398089172 rpm/min n= 950 rpm/min 电机转速= 减速机速比= 1: 1500 输出轴转速= 0.633333333 rpm/min 驱动链轮齿数= 17 链轮速比1: 1.590933333 从动链轮齿数= 27.04586667 ( 取整) 2 输送机牵引力 . 计算: 输送机头尾中心距 23 m 链条重量= 50 kg/m A= 台面线载荷 W= 857.1428571 kg/m 链板重量= 115 kg/m 链板装置每米重量 175 kg/m 其他附件重量= 10 kg/m q= 详见运输机械 运行阻力系数ω=0.15 设计手册 (13- 驱动力 F= 40855.14643 N 3 电机功率计 . 算: ①第一种算 法:( 运输机械) 功率储备系数 K= 1.5 一般 K=(1.2~1.5) 系统总效率η=0.76 一般η =(0.76~0.81) P=(KSv)/(6000 电机功率 P= 0.671959645 kW 0η) 详见运输机械设计手册(13-50) ②第 2种算法 :( 通 用机械) 驱动系数f1= 1.75 ( 查询减速电机供应商选型手册) 原动机系数f2= 1
安全系数 n= 2 驱动力 F= 40855.14643 N 扭矩 T= 16342.05857 N.m 功率 P= 0.6812143 kW P=Tn/9550 最终功率P1= 1.568585559 kW P1=P2*f1*f2/ η校核 P≥0.908285733 kWf b 0.75 ( 电机使 用系数)
散热器尺寸设计计算方法(20200521132117)
散热器尺寸设计计算方法 判断依据:() Q h A T T h a 其中Q:散热器换热量,W h:散热器与空气的表面对流换热系数,W/(m2*K) A:散热器表面积,m2 T:散热器平均温度,℃ h T:空气温度,℃ a 一.自然冷却 对流换热量 1.散热器与空气的表面对流换热系数h的计算: 自然冷却,h可以近似取 5 W/(m2*K) 2.散热器表面积A的计算: 散热器的表面积可近似为翅片的表面积 A d h n 2 其中 L:散热器长度 d:翅片高度 n:翅片个数 3.空气温度a T取45℃。 4.散热器平均温度h T的计算 自然冷却时,散热器均稳性能较好,在环境温度为45℃时,我司测试标准为散热器NTC最大温升45℃,此时散热器的平均温升约40℃,,取5℃的安全余量,散热器平均温度75℃。 则散热器的对流换热量5235 Q L d n
辐射换热量 对于表面未做处理的散热器辐射换热量约为对流换热量的25%。 则散热器的总换热量为 1.255235437.5 Q L d n L d n 对于表面做镀黑处理的散热器辐射换热量约为对流换热量的40%。 则散热器的总换热量为 1.45235490 Q L d n L d n 5.模块功耗Q的计算:可近似用变频器功率*%作为模块的功耗。 结论:通过计算的Q与实际模块的损耗值P进行对比,如果超出很多说明散热器的设计冗余较大。 二.强迫风冷 1.散热器与空气的表面对流换热系数h的计算: 对于直径120mm以下尺寸轴流风机h可近似取30 W/(m2*K) 对于直径120mm以上尺寸轴流风机h可近似取45 W/(m2*K) 对于大型离心风机,h可近似取60 W/(m2*K) 2.散热器表面积A的计算: 散热器的表面积可近似为翅片的表面积 2 A L d n 其中L:散热器长度 d:翅片高度 n:翅片个数 3.空气温度a T取45℃。 4.散热器平均温度h T的计算 强迫风冷时,散热器均稳性能较差,在环境温度为45℃时,我司测试标准为散热器NTC最大温升45℃,此时散热器的平均温升约30℃,取5℃的安全余量,散热器平均温度升25℃,此时散热器温度为70℃。
输送链电机选型计算
链式输送机的电机如何选择电机功率怎么计算? 链式使用寿命长,用合金钢材经先进的热处理加工而成的输送链,其正常寿命>3年,输送长度长,水平输送距离可达60米以上,根据不同型号和输送长度来选择电机计算功率,电机功率计算方法如下: 已知输送速度0.1m/s 输送重量16kg 链板重量也已知水平输送输送链拉力怎么计算传递功率怎么算是用摩擦力算吗? P=F*V,在水平中F就是摩擦力f,而不是重力,要是数值向上的话就用重力。还有功率一定要选大于使用功率。 减速器的减速比是根据什么条件计算的?电机功率除了根据传递功率还要什么条件才能计算呢? 减速比的计算方法 1、定义计算方法:减速比=输入转速÷输出转速。 2、通用计算方法:减速比=使用扭矩÷9550÷电机功率×电机功率输入转数÷使用系数。 3、齿轮系计算方法:减速比=从动齿轮齿数÷主动齿轮齿数(如果是多级齿轮减速,那么将所有相啮合的一对齿轮组的从动轮齿数÷主动轮齿数,然后将得到的结果相乘即可。 4、皮带、链条及摩擦轮减速比计算方法:减速比=从动轮直径÷主动轮直径。 电机功率计算公式可以参考下式: P= F×v÷60÷η 公式中P 功率(kW) ,F 牵引力(kN),v 速度(m/min) ,η传动机械的效率,一般0.8左右。 在匀速运行时牵引力F 等于小车在轨道上运动时的摩擦力,F=μG , μ是摩擦系数,与轮子和导轨的状态有关;G = 400kN (40 吨)。 启动过程中小车从静止加速到最高速,还需要另一个加速的力, F = ma, m是小车和负载的总质量,a 是加速度,要求加速时间越短,a 越大,F 也越大。 所以牵引力还要加上这一部分。可以把上面考虑摩擦力计算出的功率乘一个系数k (可取1.2~2倍)作为总功率。k 越大,加速能力越强。 例如本例中如果取η=0.8, μ=0.1, k=1.25,则
链轮计算公式汇总
链轮计算公式汇总
————————————————————————————————作者:————————————————————————————————日期: ?
第6章链传动 本章提示:?链传动由两个链轮和绕在两轮上的中间挠性件-----链条所组成。靠链条与链轮之间的啮合来传递两平行轴之间的运动和动力,属于具有啮合性质的强迫传动。其中,应用最广泛的是滚子链传动。 本章介绍了链传动的工作原理、特点及应用范围;重点分析了链传动的运动不均匀性(即多边形效应)产生的原因和链传动的失效形式;阐明了功率曲线图的来历及使用方法;着重讨论了滚子链传动的设计计算方法及主要参数选择;简要介绍了齿形链的结构特点以及链传动的润滑和张紧的方法。 基本要求 1).了解链传动的工作原理、特点及应用?2).了解滚子链的标准、规格及链轮结构特点。 3).掌握滚子链传动的设计计算方法。 4).对齿形链的结构特点以及链传动的布置、张紧和润滑等方面有一定的了解。 6.1概述 链传动是由装在平行轴上的主、从动链轮和绕在链轮上的环形链条所组成,见图6.1,以链作中间挠性件,靠链与链轮轮齿的啮合来传递运动和动力。
在链传动中,按链条结构的不同主要有滚子链传动和齿形链传动两种类型: 1.滚子链传动 滚子链的结构如图6.2。它由内链板1、外链板2、销轴3、套筒4和滚子5组成。链传动工作时,套筒上的滚子沿链轮齿廓滚动,可以减轻链和链轮轮齿的磨损。 把一根以上的单列链并列、用长销轴联接起来的链称为多排链,图6.3为双排链。链的排数愈多,承载能力愈高,但链的制造与安装精度要求也愈高,且愈难使各排链受力均匀,将大大降低多排链的使用寿命,故排数不宜超过4排。当传动功率较大时,可采用两根或两根以上的双排链或三排链。
设计常规尺寸(详细)12.27
家具设计常用尺寸一览表 家具设计的基本尺寸(单位:毫米) 一、客厅: (1)矮柜:深度:350~450,柜门宽度:300—600。 电视柜:深度:450-600,高度:600-700。 (2)沙发尺寸 深度:800—900;坐垫高:350-450;背高:700-900 长度:单人式:800-1000;双人式:1500左右; 三人式:1800左右;四人式:2400左右; (3)茶几类尺寸: 长方形:小型长度600-750,宽度450-600,高度380-500(380最佳) 中型长度1200-1350;宽度380-500或者600-750 大型长度1500-1800,宽度600—800,高度330-420(330最佳)正方形:中型长度750-900,高度430-500 大型长度900,1050,1200,1350,1500;高度330-420。 圆形:直径750,900,1050,1200;高度:330-420。 (4)壁挂电视:中心线距地高度一般在1100,常规控制在1000-1300。 二、公共空间: (1)室内门:一般宽为80-95;厕所、厨房门:宽为70,80,90。 老年公寓及医院门宽:≥110;门一般高为:200,210,220,240等。 (2)推拉门:75~150,高度:200~240。 (3)楼梯扶手高:900—1100mm。垂直杆件净距≤1100mm。 (4)窗的常用尺寸:宽400—1800mm,(不包括组合式窗子) 。 (5)窗台高:800—1200mm。 (6)窗帘盒:高度:12-20;宽度≥150 mm(一般为200 mm)。 (7)踢脚板高;80—200mm。 (8)墙裙高:800—1500mm。 (9)猫眼高:1500 mm;防盗链高:1300 mm; (10)门把手高:一般根据门高度确定把手高度,门把手一般在门的中分位置美观。当门高超过250cm的话,以人使用门把手方便为好。一般家庭1100 mm左右。800—1300 (11)鞋柜:一般家用玄关鞋柜深度:300-400mm;高度:800-1200mm(常用800mm)。 层板间距:一般150mm,特殊层350—400mm。其中普通鞋150 mm;拖鞋:200mm以内;短靴:250mm;高筒靴:500mm。 三、餐厅 (1)餐桌:一般高度750-780,西式高度680-720,一般方桌宽度1200,900,750; 长方桌宽度800,900,1050,1200;长度1500,1650,1800,2100,2400。 (2)餐椅高:450-500毫米。 餐桌椅配套使用,高度差控制在280—320毫米范围内。 餐桌间距:(其中座椅占500mm)应大于500mm。 (3)圆桌直径:直径90,120,135,150,180。 圆桌直径计算公式:R=(人数*500)/3.14 。 (4)方餐桌尺寸:二人700×850(mm),四人1350×850(mm),八人2250×850(mm), (5)酒吧台高:900—l100mm,宽500mm。
尺寸链概念及尺寸链计算方法
尺寸链的计算 一、尺寸链的基本术语: 1.尺寸链——在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,称为尺寸链。如下图间隙A0与其它五个尺寸连接成的封闭尺寸组,形成尺寸链。 2.环——列入尺寸链中的每一个尺寸称为环。如上图中的A0、A1、A2、A3、A4、A5都是环。长度环用大写斜体拉丁字母A,B,C……表示;角度环用小写斜体希腊字母α,β等表示。 3.封闭环——尺寸链中在装配过程或加工过程后自然形成的一尺寸,称为封闭环。如上图中A0。封闭环的下角标“0”表示。 4.组成环——尺寸链中对封闭环有影响的全部尺寸,称为组成环。如上图中A1、A2、A3、A4、A5。组成环的下角标用阿拉伯数字表示。 5.增环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环同向变动,该组成环为增环。如上图中的A3。 6.减环——尺寸链中某一类组成环,由于该类组成环的变动引起封闭环的反向变动,该类组成环为减环。如上图中的A1、A2、A4、A5。
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。如下图中的L2。 二、尺寸链的形成 为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。 1.长度尺寸链与角度尺寸链 ①长度尺寸链——全部环为长度尺寸的尺寸链,如图1 ②角度尺寸链——全部环为角度尺寸的尺寸链,如图3
2.装配尺寸链,零件尺寸链与工艺尺寸链 ①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链,如图4 ②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链,如图5
链条选型标准
ISO前言 ISO 国际标准化组织)是一个世界性的各国国家标准化组织(ISO成员国)的联合会制定国际标准的工作通常是由ISO各技术委员会执行 本国际标准附录A是标准的组成部分,附录B和附录c仅仅作为信息提供 本国际标准包括了世界上大多数国家应用的链条尺寸范围并且对现有许多国家标准中的不同尺寸、强度与其他数据进行了统一,同时取消了某些认为尚非广泛应用的一些国家标准中的次要尺寸范围 本标准所定的是这种链传动的所有应用领域里采用的链条。为此,链条节距范围从12. 7 m-到76. 2 mm,包括了两种系列,一种冠以字头A,是起源于西半球的美国为中心的标准;另一种冠以字头B,是起源于英国的在欧洲流行的标准。两种系列相互补充,覆盖了最为广泛的应用领域。 两种系列的链条原先均采用英制单位。附录B`所列的是原始数值 标准第5部分涉及的是链轮。本标准包括的链轮代表了统一的世界上各有关的国家标准,特别是包括了与齿形有关的完整的公差值。 标准规定的尺寸保证了所给尺.}j-的完全互换,以及提供了链条修理时单个链节的互换。 短节距传动用精密滚子链和链轮 范围 本标准规定了短节距传动用精密滚子链和链轮的结构型式、尺寸、公差.氏度测量、预拉载荷及最小
杭拉载荷等 本标准适用于机械传动和类似应用的单排和多排结构短节距精密滚子链及其配用的链轮 本标准适用于自行车、摩托车和短节距传动用精密套筒链链轮,但不适用于自行车和摩托车链条 它们已分别till入(iB 3579与GB/1 14212中 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文本标准出版时,所示版本均 为有效。所有标准都会被修订,使用本标准的各方应探讨使用卜列标准最新版本的可能性。 GB 9785-88 链条、链轮术语 GB 1800-- 79 公差与配合总论标准公差与基本偏差 GB 1801-79公差与配合尺寸至500 mm孔、轴公差带与配合 GB 1802-79 公差与配合尺、1一人于500至3 150 mm常用孔、轴公差带。 3 链条 3.1 链条及其零部件的术语 链条及其零部件的术语见图1和图2图1,图2中的链板不是实际形状的规定,仅是示例
蒸发器尺寸设计
蒸发器尺寸设计 公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-
蒸发器工艺尺寸计算 加热管的选择和管数的初步估计 1加热管的选择和管数的初步估计 蒸发器的加热管通常选用38*无缝钢管。 加热管的长度一般为—2m,但也有选用2m以上的管子。管子长度的选择应根据溶液结垢后的难以程度、溶液的起泡性和厂房的高度等因素来考虑,易结垢和易起泡沫溶液的蒸发易选用短管。根据我们的设计任务和溶液性质,我们选用以下的管子。 可根据经验我们选取:L=2M,38* 可以根据加热管的规格与长度初步估计所需的管子数n’, =124(根) 式中S=----蒸发器的传热面积,m2,由前面的工艺计算决定(优化后的面积); d0----加热管外径,m; L---加热管长度,m;因加热管固定在管板上,考虑管板厚度所占据的传热面积,则计算n’时的管长应用(L—)m. 2循环管的选择 循环管的截面积是根据使循环阻力尽量减小的原则考虑的。我们选用的中央循环管式蒸发器的循环管截面积可取加热管总截面积的40%--100%。加热管的总截面积可按n’计算。循环管内径以D1表示,则
所以mm 对于加热面积较小的蒸发器,应去较大的百分数。选取管子的直径为:循环管管长与加热管管长相同为2m。 按上式计算出的D1后应从管规格表中选取的管径相近的标准管,只要n和n’相差不大。循环管的规格一次确定。循环管的管长与加热管相等,循环管的表面积不计入传热面积中。 3加热室直径及加热管数目的确定 加热室的内径取决于加热管和循环管的规格、数目及在管板撒谎能够的排列方式。 加热管在管板上的排列方式有三角形排列、正方形排列、同心圆排列。根据我们的数据表加以比较我们选用三角形排列式。 管心距t为相邻两管中心线之间的距离,t一般为加热管外径的—倍,目前在换热器设计中,管心距的数据已经标准化,只要确定管子规格,相应的管心距则是定值。我们选用的设计管心距是: 确定加热室内径和加热管数的具体做法是:先计算管束中心线上管数nc,管子安正三角形排列时,nc=* ;其中n为总加热管数。初步估计加热室 Di=t(nc-1)+2b’,式中b’=(1—d0.然后由容器公称直径系列,试选一个内径作为加热室内径并以该内径和循环管外景作同心圆,在同心圆的环隙中,按加热管的排列方式和管心距作图。所画的管数n必须大于初值n’,若不满足,应另选一设备内径,重新作图,直至合适。
链板式输送机的设计计算
链板式输送机的设计计算 吉林大学机械学院高秀华于亚平黄大巍 摘要:由于国内链板式输送机的计算公式不规范,计算方法不尽相同,给设计者带来了一定困难,文中提供了链板式输送机整套设计计算方法,为设计提供了可靠的依据。 关键词:链板式输送机;链轮;链条;驱动;张紧 随着国内汽车行业的飞速发展,链板式输送机在汽车领域的应用越来越广泛,但其设计计算仍沿用旧方法。针对链板式输送机设计计算资料缺乏的现状,本文进行了详细介绍,为链板式输送机的设计提供了理论依据。 1 链板式输送机的结构和主要技术参数 链板式输送机是连续运输机械的一种,如图1所示。它的结构特点是链板总成3作为运输物料的承载装置,链条带动链板移动时向前输送物料。链条(一般用片式链)在运输机两端绕过驱动链轮和张紧链轮。张紧装置1使输送机在运行时有足够的张紧力,保证牵引机构运转平稳。传动装置5用来传递驱动装置的转动力矩,并传递或改变驱动装置运动的速度与方向。驱动装置6将驱动电机的动力传递到驱动链轮,从而带动牵引构件工作。 图1 链板式输送机 1.张紧装置 2.中间支架 3.链板总成 4.链条润滑装置 5.传动装置 6.驱动装置 7.转动装置支架8.滚子链 9.张紧装置支架 根据目前汽车生产线上常用的链板式输送机设计参数,本次计算选用参数如
下: 输送机长度L=51.17 m;链条节距t=200 mm;板宽B=2000 mm;工位节距T=4000 mm;工位数n=10;输送速度v=0.25~1.25 m/min,输送功率P=3kW;输送物体质量m 1=1000 kg 。 2 计算公式 211 逐点张力的计算 逐点计算法是将链板式输送机各区段的阻力顺序加起来,从而求得输送机的牵引力。首先,把牵引构件所形成的线路分割成若干连续的直线区段和曲线区段,定出这些区段的交接点,进而定出驱动装置、张紧装置、导料装置、卸料装置的位置,确定最小张力点。从最小张力点,按计算规则进行逐点计算,即 F n =F n-1+F Yn 式中 Fn 和Fn-1——相邻的n 点和(n-1)点的张力,N F Yn ——任意相邻2点区段上的运行阻力,N 2.2 电机功率计算 链板式输送机驱动装置电动机功率的计算公式为 η60F k V b P = 式中 P ——电动机功率, kW F ——圆周力, N V ——输送机运行速度, m/s K b ——功率备用系数,一般取1.1~1.2 ?——驱动装置传动效率(可从表1查得) 其中圆周力 F=kF n -F 0 式中 k ——链轮回转张力系数 2.3 牵引链的计算 若链板式输送机牵引链采用片式链,一节牵引链包括内链片、外链片、小轴和轴套,链节设计简图如图2所示。 若为2条牵引链,则链轮齿推动轴套的力为总圆周力的1/2,用F L 表示,每个链片上承受的力为最大张力的1/4,用F P 表示。
链板式输送机的设计计算
图3 主梁常见受力图 3 计算实例 某水电站用350t/350t双小车桥式起重机在1根主梁上作用有4个小车轮压,其中间的2个轮压相等P1=106t,外面2个轮压相等P2=102t,主梁跨度24m,主梁断面垂直惯性矩J=219×105cm4, P1的中间距a=146cm,P1与P2间相距b=300 cm,求跨中挠度y c。 将有关数据代入上述第(5)种情况算式中, (如图7)得 y c= (2400)3 214×211×219×1011 106000sin 180(2400-146) 2×2400 +102000sin 180(2400-146-2×300) 2×2400 =2143cm 分析挠度与跨度之比y c/S=2143/2400=1/ 988<1/700,由于该起重机用在电站其工作级别为A3,所以挠度设计符合要求。 参 考 文 献 1 G B6067—1985 起重机械安全规程 2 G B/T3811—1983 起重机设计规范 作 者:盘 华 地 址:广州市白云区黄石西路美居一街4号203房 邮 编:510430 链板式输送机的设计计算 吉林大学机械学院 高秀华 于亚平 黄大巍 摘 要:由于国内链板式输送机的计算公式不规范,计算方法不尽相同,给设计者带来了一定困难,文中提供了链板式输送机整套设计计算方法,为设计提供了可靠的依据。 关键词:链板式输送机;链轮;链条;驱动;张紧 Abstract:There exists s ome problems with calculation formulas and methods in chain slat convey or design and this has brought designers s ome difficulty.This paper presents a com plete design calculation method and provides a reliable basis for chain slat convey or design. K eyw ords:chain slat convey or;chain sprocket;chain;drive;take-up 随着国内汽车行业的飞速发展,链板式输送机在汽车领域的应用越来越广泛,但其设计计算仍沿用旧方法。 针对链板式输送机设计计算资料缺乏的现状,本文进行了详细介绍,为链板式输送机的设计提供了理论依据。 1 链板式输送机的结构和主要技术参数链板式输送机是连续运输机械的一种,如图1 所示。它的结构特点是链板总成3作为运输物料的承载装置,链条带动链板移动时向前输送物料。链条(一般用片式链)在运输机两端绕过驱动链轮和张紧链轮。张紧装置1使输送机在运行时有足够的 图1 链板式输送机 1.张紧装置 2.中间支架 3.链板总成 4.链条润滑装置 5.传动装置 6.驱动装置 7.转动装置支架 8.滚子链 9.张紧装置支架
链条选型标准
链条选型标准
————————————————————————————————作者:————————————————————————————————日期:
ISO前言 ISO 国际标准化组织)是一个世界性的各国国家标准化组织(ISO成员国)的联合会制定国际标准的工作通常是由ISO各技术委员会执行 本国际标准附录A是标准的组成部分,附录B和附录c仅仅作为信息提供 本国际标准包括了世界上大多数国家应用的链条尺寸范围并且对现有许多国家标准中的不同尺寸、强度与其他数据进行了统一,同时取消了某些认为尚非广泛应用的一些国家标准中的次要尺寸范围 本标准所定的是这种链传动的所有应用领域里采用的链条。为此,链条节距范围从12.7m-到76.2mm,包括了两种系列,一种冠以字头A,是起源于西半球的美国为中心的标准;另一种冠以字头B,是起源于英国的在欧洲流行的标准。两种系列相互补充,覆盖了最为广泛的应用领域。 两种系列的链条原先均采用英制单位。附录B`所列的是原始数值 标准第5部分涉及的是链轮。本标准包括的链轮代表了统一的世界上各有关的国家标准,特别是包括了与齿形有关的完整的公差值。 标准规定的尺寸保证了所给尺.}j-的完全互换,以及提供了链条修理时单个链节的互换。 短节距传动用精密滚子链和链轮 范围 本标准规定了短节距传动用精密滚子链和链轮的结构型式、尺寸、公差.氏度测量、预拉载荷及最小 杭拉载荷等 本标准适用于机械传动和类似应用的单排和多排结构短节距精密滚子链及其配用的链轮 本标准适用于自行车、摩托车和短节距传动用精密套筒链链轮,但不适用于自行车和摩托车链条 它们已分别till入(iB 3579与GB/1 14212中 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文本标准出版时,所示版本均 为有效。所有标准都会被修订,使用本标准的各方应探讨使用卜列标准最新版本的可能性。 GB 9785-88 链条、链轮术语 GB1800-- 79 公差与配合总论标准公差与基本偏差 GB1801-79公差与配合尺寸至500mm孔、轴公差带与配合 GB 1802-79 公差与配合尺、1一人于500至3150mm常用孔、轴公差带。 3链条 3.1链条及其零部件的术语 链条及其零部件的术语见图1和图2图1,图2中的链板不是实际形状的规定,仅是示例
铁塔放样讲座一酒杯型铁塔构造设计尺寸计算
酒杯型铁塔构造设计尺寸计算 1、身腿部展开尺寸计算 此节不仅适用于酒杯塔,对于任何其他类似的铁塔身腿部尺寸计算均适用。 1.1 身腿部展开图,见图4-1 1.2 身腿部展开尺寸计算 1.根据设计图纸给定的已知控制尺寸 a ——正面下口 b ——正面上口 c ——侧面下口 d ——侧面上口
H0——垂直中心高 2.按下面公式计算出正面塔面高H 1,侧面塔面高H2,主材展开实际 长Sb或Sx,如果是正方形断面,则a=c,b=d,Sb=Sx,H1=H2. Sb--正侧面不同时的实长 S X--正侧面相同时的实长 根据Sx,a,b 就可以获得正方形断面的四个相同的展开面。正面(10-11-21-20),右侧面(10-12-22-20),左侧面(11-13-23-21),后面(12-13-23-22)。如果是矩形断面就可以根据Sb,a ,b,c,d获得前后相同,左右相同的展开面。 2、身腿部几何尺寸计算 此节不仅适用天酒杯塔,对于其他类似铁塔的身腿尺寸计算均适用。 2.1身腿部几何尺寸图,见图4-2。
2.2 身腿部几何尺寸计算 当将塔的身腿某一段按每一节的方法计算展开以后,我们就可以在已展开的等腰梯形面上进行各杆件的几何尺寸计算。 一,计算的已知条件是: a---下口 b---上口 s---腰长,实长(二次坡长) H1—塔面高(一次坡长) 二,需要计算的各杆件的几何尺寸可由下列式算出
3、同坡度塔身,腿接口尺寸计算 此节不公适用于酒杯塔,对其它类似的塔也适用。 3.1同坡度塔身,腿,接口尺寸见图4-3 3.2同坡度塔身,腿,接口尺寸计算了 对于同坡度的高塔身和多接腿的接口尺寸心须在几何尺寸计算之前进行校核,以防止因接口尺寸有误面影响整体坡度出现不一致。
楼梯设计与尺寸计算
8.楼梯设计与尺寸计算 楼梯是房屋各楼层间的垂直交通联系部分,是楼层人流疏散必经的通路。楼梯设计应根据使用要求,选择合适的形式,布置恰当的位置,根据使用性质、人流通行情况及防火规范综合确定楼梯的宽度及数量,并根据使用对象和使用场合选择最合适的坡度。这里只介绍在已知楼梯间的层高、开间、进深尺寸的前提下楼梯的设计,对楼梯各细部尺寸进行详细的计算。现以常用的平行双跑楼梯为例,说明楼梯尺寸的计算方法,如图13-17。 【设计步骤】 ①确定楼梯踏步高宽 尺寸h×b,根据层高H和初选踏步高h确定每层踢面数N, N=H/h。为了减少构件规格,一般应尽量采用等跑梯段, 因此N宜为偶数。如所求出N为奇数或非整数,可反过来 调整踏步高h。 ②根据步数N和踏步宽b决定梯段水平投影长度L, L=(0.5N-1)b。 ③确定是否设梯井。如楼梯间宽度较富裕,可在两 梯段之间设梯井。供少年儿童使用的楼梯梯井不应大于 120mm,以利安全。梯井宽C通常为60~200mm。 ④根据楼梯间开间净宽A和梯井宽C确定梯段宽度, a=(A—C)/2。同时检验其通行能力是否满足紧急疏散时 人流股数要求,如不能满足,则应对梯井宽C或楼梯间开 间净宽A进行调整。图13-17 楼梯尺寸计算
⑤根据初选中间平台宽Dl(Dl≥a)和楼层平台宽D2(D2≥a)以及梯段水平投影长度L检验楼梯间进深净长度B,D1+L+D2=B。如不能满足,可对L值进行调整(即调整b值)。必要时,则需调整B值。通常可取D1=D2。 在B值一定的情况下,如尺寸有富余,一般可加宽b值以减缓坡度或加宽D2值以利于楼层平台分配人流。 【例题】设计某住宅楼梯。已知该楼层高3m,室内外高差450mm,楼梯开间2700mm,进深5400mm,墙厚200mm。拟采用双跑平行楼梯。 (1)确定踏步尺寸b×h 初步选定b×h=300×150mm, (这一组数据是设计中常用数据,可首先选用,如不符合要求,再行调整) 踏步数N=H/h=3000/150=20 步,采用双跑平行楼梯,每跑10步。 (2)确定梯段水平投影长度L L=(0.5N-1)b = (0.5×20-1)×300 = 2700mm (3)确定梯井宽度C 梯井宽度C在60~200mm之间,假设梯井宽度C=100mm (4)确定梯段宽度a 楼梯间开间净宽A=开间-墙厚=2700-200=2500mm 梯段宽度a=(A—C)/2=(2500-100)/2=1200mm (5)确定休息平台宽度D 假设中间平台宽Dl=楼层平台宽D2 楼梯间进深净长度B=进深-墙厚=5400–200 = 5200mm
尺寸链计算题
一.定位基准与设计基准不重合 例1.要镗的孔ΦD 设计尺寸100±0.15mm ,(镗孔前A 、B 、C 已加工)设计基准C 孔轴线,而镗孔时A 面定位。 解: 二. 从待加工的设计基准标注工序尺寸 例1.课本57,例1-2 例2.课本58,例1-3 mm A A A A 30028080100123=+-=+-=∑mm EI ES ES ES A A A A 15.00015.0123=+-=+-=∑mm ES EI EI EI A A A A 01.0123=+-=∑mm A 15 .001 .03300 ++ =
三.设计基准与测量基准不重合 图12-5 例1.C 面设计基准为B ,测量基准为A 。 解:A2=A ∑+A1=30+10=40mm ESA2=ESA ∑+EIA1=0+(-0.1)= -0.1mm EIA2=EIA ∑+ESA1=-0.2+0=-0.2mm 四.工序尺寸的基准有加工余量时工艺尺寸链的计算 图12-6 例1.(1)镗孔至?49.8+0.1. (2)插键槽至尺寸A1. (3)磨内孔至?50+0.05,同时间接保证键槽深度54.3+0.3. 解:A1=A ∑+A2-A3=54.3+24.9-25=54.2mm ESA1=ESA ∑+EIA2-ESA3=0.3+0-0.025= 0.275mm EIA1=EIA ∑+ESA3-ESA3=0+0.05-0=0.05mm mm A 275 .005.022.54++=mm A 1 .02.0240--=
五.一次加工后要保证多个设计尺寸时的工艺尺寸链的计算图12-7 例1.(1)A为基准车B,保证A1; (2) B为基准车C,保证A2; (3)磨?D和A面,保证40+0.1,同时间接保证80±0.15. 建立尺寸链求得A2. 六.为保证表面处理(淬火、渗碳、电镀)层深度而进行的工艺尺寸链计算图12-8 例1.外圆加工顺序:(1)精车到尺寸?40.4-0.1;(2)表面渗碳处理,渗碳层深度A2;(3)精磨至?40.4-0.016,同时保证渗碳层深度为0.5~0.8mm. 经计算A2=0.7+0.25 008 .0