SMT工艺培训资料--温湿度敏感元件管理
湿度敏感元器件管理规范
湿度敏感元器件管理规范1、目的规范湿度敏感元器件的保管、储存和使用,为湿度敏感元器件管理提供一个有效的规定,保障湿敏器件的生产品质。
2、适用范围及流程客户2.1 适用范围:适用于湿度敏感等级为2 - 6级的湿度敏感元器件及F/PCB。
2.2 流程客户:直接客户:IQC、资材室、SMT车间。
3、权责划分3.1 资材室3.3.1 负责仓库中湿度敏感器件的收发、存储管理以及信息维护;3.3.2 触发超期湿敏器件和结存套料、良品批退、库存超期、转储、的湿敏器件的复检需求;3.3.3负责对需要烘烤的湿敏器件完成冻结、转储、烘烤、预警、记录工作;3.2 IQC3.6.1 依检验标准、规格书、图纸、封样、SIP要求对湿敏器件来料进行检验,记录及输出检验结果,对检验不合格的湿敏器件应在检验完毕后立即发出异常通报;3.6.2负责结存套料、良品批退、库存超期、转储的湿敏器件的复检;3.6.3 完成特采湿敏器件的标示、烘烤参数填写、入库办理等工作。
3.3 SMT车间:3.1.1负责本车间湿度敏感器件上料、生产、退料的质量管控和异常反馈;3.1.2负责执行特殊管控湿敏器件产线上料、生产、退料的质量管控和异常反馈。
4、定义:4.1 SMD:表面贴装器件,主要指通过SMT生产的PSMD(Plastic Surface Mount Devices),也即塑封表面贴(封装)器件,如下表1项目描述的器件。
表1 封装名称缩写4.2 潮湿敏感器件:指易于吸收湿气,受热(回流焊或波峰焊)后湿气膨胀,导致内部损坏或分层的器件,基本上都是SMD。
4.3 一般器件:指除潮湿敏感器件以外,组装时需要焊接的所有元器件。
4.4 存储条件:是指与所有元器件封装体和引脚直接接触的外部环境。
4.5 存储期限:是指元器件从生产日期到使用日期间的允许最长保存时间。
4.6 PCB:印制电路板,printed circuit board的简称。
在绝缘基材上,按预定设计形成印制元件或印制线路以及两者结合的导电图形的印制板。
SMT-湿敏元件管理规范
上海宇宙电器有限公司湿敏元件管理文件编号编制确认者审核制作日期2019.01.15 葛方成版本号V0.1 一.目的:规范生产各环节对湿度、ESD敏感元器件的保管、储存、使用,保障生产中的产品品质。
二.适用范围:适用SMT车间管控湿敏元件。
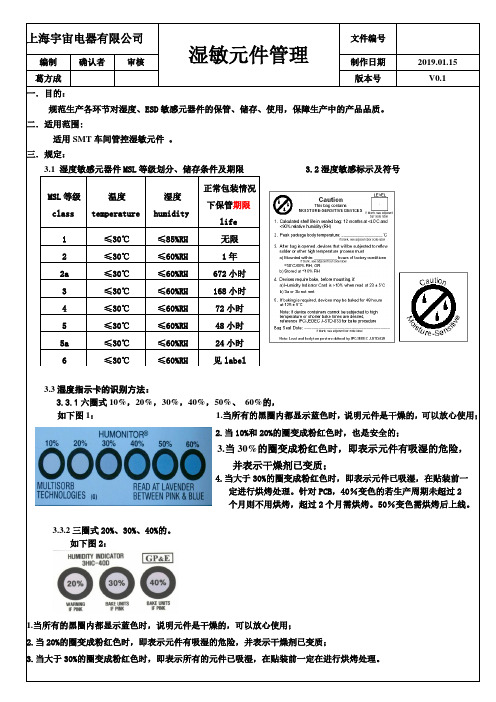
三.规定:3.1 湿度敏感元器件MSL等级划分、储存条件及期限 3.2湿度敏感标示及符号MSL等级class温度temperature湿度humidity正常包装情况下保管期限life1 ≤30℃≤85%RH 无限2 ≤30℃≤60%RH 1年2a ≤30℃≤60%RH 672小时3 ≤30℃≤60%RH 168小时4 ≤30℃≤60%RH 72小时5 ≤30℃≤60%RH 48小时5a ≤30℃≤60%RH 24小时6 ≤30℃≤60%RH 见label3.3湿度指示卡的识别方法:3.3.1六圈式10%,20%,30%,40%,50%、60%的,如下图1: 1.当所有的黑圈内都显示蓝色时,说明元件是干燥的,可以放心使用;2.当10%和20%的圈变成粉红色时,也是安全的;3.当30%的圈变成粉红色时,即表示元件有吸湿的危险,并表示干燥剂已变质;4.当大于30%的圈变成粉红色时,即表示元件已吸湿,在贴装前一定进行烘烤处理。
针对PCB,40%变色的若生产周期未超过2个月则不用烘烤,超过2个月需烘烤。
50%变色需烘烤后上线。
3.3.2三圈式20%、30%、40%的。
如下图2:1.当所有的黑圈内都显示蓝色时,说明元件是干燥的,可以放心使用;2.当20%的圈变成粉红色时,即表示元件有吸湿的危险,并表示干燥剂已变质;3.当大于30%的圈变成粉红色时,即表示所有的元件已吸湿,在贴装前一定在进行烘烤处理。
SMT车间温湿度要求及管理办法

SMT车间温湿度要求及管理办法正文第一篇:SMT车间温湿度要求及管理办法SMT车间温湿度要求及管理办法SMT车间对温度和湿度有明确的要求,关于其对于SMT的重要性,在这里就不赘述了。
前段时间,富士康科技集团邀请我厂对他们的SMT车间的温湿度控制系统做改进工作,并拟同他们的工程人员共同制订出车间的温湿度标准参数,以及管理标准。
现贴出来,以供SMT同行参照。
一. SMT车间内温度、相对湿度要求:温度: 24±2℃ 湿度: 60±10%RH 二. 温度湿度检测仪器: PTH-A16精密温湿度巡检仪1、采用Pt100铂电阻做测温传感器,保证了测量温度的准确性和稳定性;2、采用通风干湿球法测量相对湿度,避免了风速对湿度测量的影响;3、分辨率:温度:0.01℃;湿度:0.01%RH;4、整体误差(电测+传感器):温度:±(0.1~0.2)℃;湿度:±1.5%RH。
三. SMT车间内环境控制的相关规定:1. 参数值根据产品要求、季节变化,由SMT工程课负责设定。
2. 日常温湿度计的放置位置:采用电子指针式干湿球温湿度计,放置在机器最密集的区域,以便能采集到最显著的温湿度变化。
3. 温湿度计的记录周期设定为7天,每星期一早上7:30更换记录表。
换下的记录表存放在特定的文件夹里,保存期至少为1年。
新的记录表可向工程课申领,表上须写明开始日期,更换记录表时, 记录起始时间须与更换表格时间相同。
4. 室内空调系统的开关、湿度控制系统(加湿机,加湿器)开关,交由工务课有关人员负责,其它部门的人员不得擅自使用。
5. 回流焊的抽风口必须每月清理1次, 防止积水过多。
6. 逢节假休息日须关闭空调系统的吹风口开关,并要求工务课不要关闭空调系统的抽风口开关,以防机器内壁结露。
四. 温湿度日常检查要求1. 检查工作由SMT工程课负责。
2. 检查次数为一天四次,分四个时间段,分别为7:00~~12:00;12:00~~19:00 ;19:00~~2:00;2:00~~7:00。
(整理)湿度敏感元件控制
24hours
6
T温度30°C,湿度60%RHTemperature30°C,humidity60%RH
标贴上注明时间
TimeonLabel(TOL)
需使用前烘烤
Need to bake before use
OSP PWB
T温度30°C,湿度40%RHTemperature30°C,humidity 40%RH
剩余装配时间为:144H;
Remain assembly time:144h
下次再使用时的可用的装配时间:144H
Next time use the component again thecan be use asssemblytime:144h
3.3
If production will stop for a long time, and/or moisture sensitive components
2.6
Table for Baking Moisture Sensitive Devices
如果元件超过2.3—2.4所规定的条件
Ifcomponentexceedtherequirementon2.3–2.4
1.一般要求烘烤(Norma baking condition):
24hrs
@ 120oC+/-5°C
Moisture sensitive devices can be identified through the following logo attached on the component packaging or inside Moisture Barrier Bag (MBB).Especially IC, check for this logo outside and follow moisture sensitivity control procedure.
潮湿敏感元件控制培训教材

培训教材
目录
• • • • • • • • • • 1.潮湿敏感元件管控的目的 2.湿度敏感元件的确定原则 3.潮湿敏感元件管控基础方法 4.各单位职责 5.潮湿敏感元件等级定义 6.湿度显示卡介绍 7.元件累计暴露时间超过规定时间后的烘烤条件 8. PCB管控要求 9.潮湿敏感元件使用注意事项 10.物料真空管制记录表
潮湿敏感元件使用注意事项: • 4.操作工在拆包装时应注意保证警示标 贴完整,取出材料后,应立即将干燥 剂和湿度卡放回包装袋内交给仓库材 料员放入干燥箱中以备需要时使用。 • 5.对于2a-5a等级湿度极度敏感元件, 从进料到生产的每一环节,如果开封 就必须贴时间控制标签,每次开封、 烘干、封装,都必须准确将时间记录 在入下所示的标签上:
湿度敏感元件的确定原则 • 1.客户有特别要求,指定某种元 件为湿度敏感元件; • 2.来料为真空包装元件; • 3.来料本身注明有湿度敏感等级 的元件;
潮湿敏感元件管控基础方法:
• 1.真空包装:为防止元器件受到环境中水分、 湿度和影响而使用防静电包装材料,密封包装 元器件并将包装内的空气抽出至真空状态的包 装方式。 • 2.环境要求:对存放贵重元件仓库的温湿度需 指定专人重点管控,温度应控制在23℃±2℃, 湿度控制在35%--65%,元件在车间使用过程 中,车间温度应控制在25℃±3℃,湿度控制 在30%--70%仓库管理员、车间产线物料员应 每两小时检查一次温湿度测量仪是否有超过规 定标准做好记录班长确认,
潮湿敏感元件使用注意事项:
• 1.作业员领取到真空包装材料后,应按材料上机表中 的确认项目检查真空包装状况是否有漏气、破损,如 有不良情况,生产线作业员必须将此材料退回仓库处 理。 • 2.真空包装材料在生产线暂时贮存时必须放置在温湿 度受控区域。 • 3.生产线作业员接收真空包装材料后只能在使用前10 分钟拆开包装,打开包装后应首先检查湿度卡指示状 况,代表相对湿度的环内是否为兰色,一般要求30% 处(个别材料相对湿度要求更低,根据要求选择判断) 为兰色表示正常,否则材料不可以使用,应退回仓库 根据规定条件具体而处理。
SMT温湿度敏感元件储存管制指导书(OK)

SMT 湿度敏感元件储存管制指导书
1、目的
文件编号 版 页 本 次
ESD-WI-PD-
1.0 1/4
为确保印刷、贴装和焊接性能,通过规范温湿度敏感元件的使用条件及使用程序,降低不良品 的产生,为客户提供优良的产品。
2、范围
适用于本公司 SMT 温湿度敏感元件。
3、定义(无) 4、职责
SMT 半成品
N/A
Level
1
二年
一年
温度 20℃~30℃ 湿度 40%~72%
N/A
表二:敏感性材料拆封使用期限
元件敏感等级 5 4 3 2 1
开封停滞时 间
作业环境标准
Байду номын сангаас
Re-Baking 条件
24 小時 72 小時 168 小時 168 小時 N/A 溫度 20℃~30℃ 濕度 40%~60% 125℃± 5℃24H N/A 125℃± 5℃24H
5.5 烘烤作业: 参照以下(表一、表二)
拟制/日期:
审核/日期:
批准/日期:
2
东莞东海龙环保科技有限公司
SMT 温湿度敏感元件储存管制指导书
文件编号 版 页 本 次
ESD-WI-PD-
1.0 3/4
表一:零件保存期限控制表
未开封 保存期
材料种类
包装方式
元件敏感等级
IQC 进料期限
要求储存环境
Re-Baking 条件
备注
1.SMT 贴装完成之半成品必须于 48 小时内进行 DIP, 否则,应进行烘烤才可以投线,其烘烤条件为 120℃± 5℃ 2 -4H, 2.胶带封装物料的烘烤条件为60℃±5℃2H
湿度敏感组件烘烤管制规范

(2)在SMT现场拆封时,需检查湿度显示卡,暴露在空气中的时间应低于8小时,生产在拆封时要确保PCB在8小时内能上线生产过炉,具体参考《OSP PCB使用管理规定》。
(3)如客户物料、半成品有超过存储期限的,需知会相关部门,如需烘烤,则由工程或技术部出具相关文件执行。
4.1.3 潮湿敏感件储存环境要求,具体要求可参考《工作环境控制程序》。
5.2 生产使用
5.2.1 根据生产进度控制包装开封的数量,潮湿敏感元件拆封使用寿命对照表(使用环境
参考《工作环境控制程序》)。
2A 28天
3 168小时
4 72小时
5 48小时
5A 24小时
5.2.2 对于散料、卷带包装的物料在上线使用时应根据物料焊接的品质状况或客户有明确
烘烤要求时需对物料进行烘烤。
5.3烘烤操作
5.3.1 在大型的SMD器件开封时发现指示卡的湿度为已经达到需要烘烤的级别是则需进行
高温烘干,将存放元件的托盘叠放在一起,温度与时间可参考下表,因不同厂商略
有差异,具体则可参照厂商提供的资料参数或依据客户的烘烤要求进行烘烤。
耐温度
6.5 烘烤箱在作业状态下严禁关闭电源或更改温度设置。
7.0 文件支持
7.1《工作环境控制程序》
7.2《OSP PCB使用管理规定》。
8.0 引用文件
8.1 IPC/JEDEC J-STD-020
8.2 IPC/JEDEC J-STD-033
9.0 表格记录
9.1《烘烤记录表》
8.2《MSD时间控制标签》。
湿敏元件培训教材--经典值得收藏
合格的湿敏元件的干燥封装(3531BGA图例)
干燥剂
真空防湿包装袋 湿度指示卡
9
湿度指示卡 (HIC)
在湿敏元件的干燥封装中需放入湿度指示卡以帮助判断该封装内的元件是 否失效,湿度指示卡样下本如下:
2级部件 60%不是棕色需要烘烤
2A-5A级 10%不是棕色且5%是青绿色
需要烘烤
标准真空封装
湿敏元器件车间防潮柜存储以及取用要求:
• 防潮柜温度应维持在25±3℃,湿度为30%-45%RH,真空包装放入干燥剂防湿包。 • 防潮柜需配置操作指导及温湿度监控表,当核查人发现防潮柜温湿度超标需及时向
工艺及设备人员反馈;
• 如元器件的封装材料为托盘 ,管装,每次取四小时的用量,如生产线停线超过4小时,需 将湿敏元件从生产线取回放进防潮柜中
湿度敏感元器件管理及控制标准 培训教材
1
培训目的: 通过此次培训你能了解到:
什么是湿敏元件 为什么要控制湿敏元件 怎样识别湿敏元件 如何控制湿敏元件
2
(什么是湿度敏感元件) 潮湿敏感型元件:简称为湿敏元件,英文简称MSD
(moisture-sensitive device),即指容易受环境温湿度影响的一 类电子元器件,易吸收空气中的湿气,经过高温回流焊后容易 产生质量问题,这些元件称为“湿敏元件”。这些元件通常包 括IC、芯片、电解电容、LED等器件,芯片封装有以下形式: PLCC, SOJ, QFP, BGA, LCC, SOP, SON等等。
需要真空包装(袋内必须放置干燥剂)
48 小时(2 天)
需要真空包装(袋内必须放置干燥剂)
24 小时(1 天)
需要真空包装(袋内必须放置干燥剂)
标签上的时间
13
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:湿度敏感器件(MSD)对SMT生产直通率和产品的可靠性的影响不亚于ESD,所以认识MSD的重要性,深入了解MSD的损害机理,学习相关标准,通过规范化MSD的过程控制方法,避免由于吸湿造成在回流焊接过程中的元器件损坏来降低由此造成的产品不良率,提高产品的可靠性是SMT不可推脱的责任。
关键字:湿度敏感器件,MSD,爆米花MSD的发展趋势电子制造行业的发展趋势使得MSD问题迫在眉睫。
第一,新兴信息技术的产生和发展,对电子产品可靠性提出了更高的要求。
由于对单一器件缺陷率的要求,在装配检测过程中不允许有明显的缺陷漏检率。
第二,封装技术的不断变化导致湿度敏感器件和更高湿度等级的敏感器件的使用量在不断增加。
比如:更短的发展周期、越来越小的封装尺寸、更细的间距、新型封装材料的使用、更大的发热量和尺寸更大的集成电路等。
第三,面阵列封装器件(如:BGA ,CSP)使用数量的不断增加更明显的影响着这一状况。
因为面阵列封装器件趋向于采用卷带封装,每盘卷带可以容纳非常多的器件。
与IC托盘封装相比,卷带封装无疑延长了器件的曝露时间。
第四,虽然贴装无铅化颇具争议,但随着它的不断推进,也会给MSD的等级造成重大影响。
无铅合金的回流峰值温度更高,它可能使MSD的湿度敏感性至少下降1或2个等级,所以必须重新确认现在的所有器件的品质。
或许最大的原因莫过于产品大量定制化和物料外购化的大举推进。
在PCB装配行业,这种现象转变为“高混合”型生产。
通常,每种产品生产数量的减小导致了生产线的频繁切换,同时延长了湿度敏感器件的曝露时间。
每当生产线切换为其他产品时,许多已经装到贴片机上的器件不得不拆下来。
这就意味着,大量没有用完的托盘器件和卷带器件暂时储存起来以备后用。
这些封装在托盘和卷带里的没有用完的湿度敏感器件,很可能在重返生产线并进行最后的焊接以前,就超过了其最大湿度容量。
在装配和处理期间,不仅额外的曝露时间可以导致湿度过敏,而且干燥储存的时间长短也对此有影响。
湿度敏感器件根据标准,MSD主要指非气密性(Non-Hermetic)SMD器件。
包括塑料封装、其他透水性聚合物封装(环氧、有机硅树脂等)。
一般IC、芯片、电解电容、LED等都属于非气密性SMD 器件。
MSD可分为6大类(表1)。
对于各种等级的MSD,其首要区别在于Floor Life、体积大小及受此影响的回流焊接表面温度。
影响MSL的因素主要有Die attach material/process、Number of pins、Encapsulation (mold compound or glob top) material/process、Die pad area and shape、Body size、Passivation/die coating、Leadframe/substrate/and/or heatspreader design/material/finish、Die size/thickness、Wafer fabrication technology/process、Interconnect、Lead lock taping size/location as well as material等。
工程研究显示,经过温度曲线设置相同的焊接炉子时,体积较小的SMD器件达到的温度要比体积大的器件的温度高。
因此体积偏小的器件会被划分到回流温度较高的一类。
虽然采用热风对流回流焊可以减小这种由于封装大小造成的温度差异,但这种温度差异还是客观存在的。
这里提到的“体积”为长×宽×高,这些尺寸不包括外部管脚,温度指的是器件上表面的温度。
Level 1不是湿度敏感器件。
湿度敏感危害产品可靠性的原理在MSD暴露在大气中的过程中,大气中的水分会通过扩散渗透到湿度敏感器件的封装材料内部。
当器件经过贴片贴装到PCB上以后,要流到回流焊炉内进行回流焊接。
在回流区,整个器件要在183度以上30-90s左右,最高温度可能在210-235度(SnPb共晶),无铅焊接的峰值会更高,在245度左右。
在回流区的高温作用下,器件内部的水分会快速膨胀,器件的不同材料之间的配合会失去调节,各种连接则会产生不良变化,从而导致器件剥离分层或者爆裂,于是器件的电气性能受到影响或者破坏。
破坏程度严重者,器件外观变形、出现裂缝等(通常我们把这种现象形象的称作“爆米花”现象)。
像ESD破坏一样,大多数情况下,肉眼是看不出来这些变化的,而且在测试过程中,MSD也不会表现为完全失效。
其原理可用图(1)和图(2)来描述。
MSD涉及的制造工艺然MSD显得有点让人讨厌,但是完全没有必要谈“M”色变。
知道了MSD的损害机理后,我们就足以可以做到有的放矢了。
MSD只会在采用Convection、Convector/IR、IR、VPR 的Bulk Reflow工艺过程受到影响,当然,在通过局部加热来拆除或者焊接器件的工艺过程中------如“热风返工”的工艺中也要严格控制MSD的使用。
其他诸如穿孔插入器件或者Socket固定的器件,以及仅仅通过加热管脚来焊接的工艺(在这种焊接过程中,整个器件吸收的热量相对来讲要小的多。
)等,你完全可以“肆无忌惮”的使用MSD了。
MSD标识和跟踪要控制MSD,首先要考虑的就是器件的正确标识。
绝大多数情况下,器件制造商在MSD封装和防潮袋标识方面做了很多有益的工作。
但是并非所有的厂商都遵循IPC/JEDEC标签标识方面的指导原则,实际上MSD的标识是百花齐放,有的仅仅采用手写在包装袋上来注明MSL,有的则用条形码来记录MSL,有些索性就没有任何标示,或者是收到物料时器件没有进行防潮包装。
如果收到物料时,器件没有进行防潮包装,或者包装袋上没有进行恰当的标识,那么这些物料很可能被认为是非湿度敏感的,这就非常危险了。
避免这种情况的唯一措施就是建立包括所有MSD的数据库,以确保来料接受或来料检测时物料是被正确包装的。
除了通过观察原包装上的标签,没有其他更便利的措施来获得给定器件的湿度敏感性信息,因此,建立和维护MSD数据库本身就是一个挑战性的工作。
其次,一旦把器件从防潮保护袋中拿出来,就很难再次确认哪些是湿度敏感器件。
为了获得任何可能的控制措施,很有必要为物料处理人员和操作工提供便利和可靠的方法以获得物料编码以及相关的信息,包括湿度敏感等级。
根据JEDEC/EIAJ 标准规定,大部分MSD都被封装在塑料IC托盘内。
不幸的是,IC托盘没有足够的空间来贴标签,大多数情况下,人们直接把几张纸或者不干胶标签贴在货架、喂料器、防潮柜或者袋子上来区分每种托盘。
经过不同的流程以后,器件相关的所有信息必须从原始的标签完整的保留下来。
在跟踪托盘物料封装和由此导致的人为错误的过程中,会遇到巨大的困难,有过SMT生产线经历的人对此深有感触。
再者,MSD分为六类,根据标准,每一类控制方法也相差很大;同时,一个生产工厂内的操作人员上千人,每个人的认知水平和知识水平都不一样,所以要保证每个人都对MSD了如指掌,操作不出现任何失误,实在是一个庞大的工程。
在实际的操作中,我们摸索出了一个简单而实用的标识方法。
首先,对所有与此操作相关的人员不断培训和考核,至少保证其知道MSD是怎么一回事。
其次,直到MSD规范操作的规章制度,奖罚分明。
再者,建立MSD准数据库,由专人负责定期将MSD列表发布给相关部门。
根据实际的生产情况,大多数MSD的MSL为3级,为了简化操作,除了特别指明外,所有MSD以Level 3的方法进行处理和操作,这样就使得MSD的标识非常简单。
由于我们公司采用SAP系统,物料在入司的时候,收获库会在每盘物料的包装上贴上一个SAP标签(SAP标签包括物料编码、物料描述等信息,格式是死的),操作人员会根据MSD列表中列出的MSD清单,把所有MSD的标签都使用醒目的黄色标签,其他物料全部使用白色标签。
SAP标签是唯一的,而且与每种物料一一对应,不论物料走到哪里,SAP标签也跟到哪里,从而保证MSD受到全程标识和跟踪。
为了确保物料在特定的时间内组装,组装人员可能会完全依靠物流管理层来进行控制,这是最糟糕的做法。
在某些时期,这种做法还可以接受,但随着器件制造工艺的变化和产品多样化的激增,这种做法的危害性也随之增加。
由于组装人员根本没有对器件的存储和使用信息进行跟踪,所以他们也不知道物料曝露了多久,更不了解已经超过拆封寿命的MSD的比例是多少。
这种做法的危害到底有多大,下面是一个例子。
假设每块成品需要一个BGA,现在取出一盘(卷带包装)BGA,和大部分PBGA一样,其湿度等级为4,拆封寿命72小时。
这就意味着,一旦器件被装到到贴片机上,生产线的生产率必须大于12块/小时。
为了在器件失效以前完成生产,一天24小时,必须连续三天不停机生产。
同时必须考虑SMT生产线上料调试(可望不进行离线上料)以及其他常见的情况所导致的器件曝露时间,如生产计划的变化,缺料和机器故障等。
其次,还必须考虑大多数生产情况:每天进行一个或更多的产品切换,导致多次更换物料。
由于同一盘料被多次从贴片机上换上换下,使器件的曝露时间成倍增加。
在整个曝露时间中,还必须考虑干燥储存的时间,下面会提到这个问题。
当考虑了器件各个方面的实际寿命以后,会发现在回流焊以前超过拆封寿命的器件,其数量占据非常大的比例。
因此,在生产过程中,必须要求操作工在SAP标签上手工记录元器件首次从防潮保护袋拆出的日期和时间,并注明截至日期。
在截至时间内,没有用完的物料必须放在防潮柜内。
如果使用的元器件超过了截至日期,必须按照规定进行烘烤。
配送适量的物料为了确保物料在当班8小时内完成贴装,物料配送数量在保证生产的同时,保证上线物料数目最小的原则。
如果在8小时以内,仍然有器件曝露在工作环境中,则还有机会退回到干燥环境中进行充足的干燥保存。
因此,在每次配料时,必须详细计算每个MSD的数量,当然要考虑不良物料的比率。
MSD存储问题通常,物料从贴片机上拆下以后,在再次使用以前,会一直存放在干燥的环境里,比如干燥箱,或者和干燥剂一起重新封装。
很多组装人员认为,在器件保存在干燥环境以后,可以停止统计器件的曝露时间。
其实,只有在器件以前就是干燥的情况下,才可以这样做。
事实上,一旦器件曝露相当长一段时间后(一小时以上),所吸收的湿气会停留在器件的封装里面,并慢慢渗透到器件的内部,从而很可能对器件造成破坏。
最近的调查结果清晰的表明,器件在干燥环境下的时间与在环境中的曝露时间同样重要。
最近,朗讯科技的Shook和Goodelle发表了与此相关的论文,论道精辟。
有例子表明,湿度等级为5(正常的拆封寿命为48小时)的PLCC器件,干燥保存70小时以后,实际上,仅仅曝露16个小时,便超过了其致命湿度水平。