焊条型号
铸铁焊条型号

铸铁焊条型号简介铸铁焊条是一种特殊种类的焊接材料,主要用于铸铁的修复和连接。
由于铸铁的特殊性质,常规的焊接材料无法有效地进行铸铁的焊接。
因此,铸铁焊条的出现填补了这一空白,使得铸铁的焊接变得更加可行和可靠。
铸铁焊条型号的分类铸铁焊条型号通常由一系列数字、字母和符号组成,其中每个元素都代表着焊条的特定属性和性能。
以下是常见的铸铁焊条型号分类:1. AWS A5.15AWS A5.15是美国焊接协会(American Welding Society)制定的标准,用于规范铸铁焊条的性能和使用。
在AWS A5.15标准中,每个焊条型号都由一系列数字和字母组成,包括焊条材质、熔敷金属成分、焊接位置和电流极性等。
2. EN ISO 1071EN ISO 1071是欧洲标准化组织(European Committee for Standardization)制定的标准,用于规范铸铁焊条的性能和使用。
与AWS A5.15类似,EN ISO 1071通过一系列数字、字母和符号来表示焊条的特征和性能。
常见的铸铁焊条型号解析1. Z308Z308型铸铁焊条是一种电镀高铬高钼钢芯焊条,适用于铸铁的各种焊接位置。
它具有良好的裂纹抗性和高温强度,可用于焊接低合金铸铁,如灰铸铁和珩砖铸铁。
2. Z408Z408型铸铁焊条是一种高铬高镍铸铁焊接芯条,广泛应用于高合金铸铁的焊接和修复。
该焊条具有优异的抗裂性能和高温强度,可实现稳定可靠的焊接效果。
3. Z508Z508型铸铁焊条是一种镍铸铁焊接芯条,特别适用于高合金镍铸铁的焊接和修复。
它具有良好的抗裂性能和高温强度,适用于船舶、机械和化工等领域的铸铁修复。
4. Z608Z608型铸铁焊条是一种铜钛芯焊条,具有优异的热导率和高温强度。
适用于灰铸铁、铸铁硬质铸铁的焊接和修复,可实现高质量的焊接效果。
使用注意事项在使用铸铁焊条时,需要注意以下几点:1. 清洁表面:确保焊接表面干净,没有油污和锈蚀等杂质,以免对焊接质量造成影响。
焊条的分类及型号
检修车间
3、焊条型号与牌号的对应关系 焊条型号——指国家标准规定的各类焊条的代号。 焊条牌号——焊条制造厂对作为产品出厂的焊条规定的代号 常用碳钢、低合金钢、不锈钢等焊条型号与牌号对照表见表4 -7、4-8、4-9 型号 型号 低合金钢焊条 型号 型号 碳钢焊条 不锈钢焊条 型号 E4303 牌号 E5015 牌号 E5015 –A1 牌号 E5515 –B1 牌号 E308 –15(新) 牌号 E0-19-10-15(旧) J422 J507 R107 R207 A107
检修车间
焊接时烟尘、有害气体少。
可交、直两用,适用各种位置焊接。焊前焊条的烘干 温度较低150~250。C. ④应用范围 酸性焊条仅适用于一般低碳钢和强度等级较低的普通低 合金钢结构的焊接。
碱性焊条 ①含义:在焊条药皮中含碱性氧化物多,酸性氧化物少的焊条 ②主要成分:主要是碱性氧化物(大理石和萤石),并含有 较多的铁合金作为脱氧剂和合金剂。
E316L-16
E317 Mo-CuL-16 E309 Mo L-16 E309 L-16 E308-16 E308-16 E308-15 E347-16 E347-15 E316-16 E316-16 E316-15 E317-16 E309-16 E309-15 E309 Mo -16 E310 -16 E310 -15 E310Mo -16 250℃× 1 h 150℃× 1 h 250℃× 1 h 250℃× 1 h(禁 反 复 烘)(禁 反 复 烘) 150℃× 1 h 250℃× 1 h 150℃× 1 h 250℃× 1 h 150℃× 1 h 250℃× 1 h 150℃× 1 h
检修车间
常用焊条标准牌号型号对照表
二、常用碳钢焊条新旧牌号对照及适用范围
常用电焊条的规格型号及用途

常用电焊条的规格型号及用途电焊条,也叫焊条,是一种由焊芯和药皮组成的焊接材料。
电焊条是一种常见的手动电弧焊材料,广泛应用于各种焊接工艺和行业中。
不同规格型号的电焊条具有不同的特性和用途。
在下面我将介绍一些常见的电焊条规格型号及其主要用途。
1.E6013E6013是一种常用的碳钢电焊条,广泛用于一般结构焊接、桥梁建筑、造船、轻型机械制造等行业。
它具有良好的焊接性能和外观效果,易熔开和泼溅少。
这种电焊条适用于交流和直流焊接。
2.E7018E7018是一种碳钢低氢焊条,主要用于焊接高炉钢、核电项目以及用于要求高强度和耐冲击性的结构焊接。
E7018焊条有较高的沉积效率和优秀的焊接性能,能在高效的工作速度下焊接出高质量的焊缝。
3.E6011E6011是一种万能型焊条,适用于焊接各种碳钢结构,包括修补和填充焊接。
这种焊条易熔开,泼溅少,焊接速度快,适用于焊接薄板、角焊等工艺。
4.E308L-16E308L-16是一种不锈钢焊条,适用于焊接18Cr-8Ni不锈钢材料。
这种焊条熔化性好,焊接性能稳定,可以焊接不锈钢制品。
5.E6010E6010是一种适用于直流焊接的钠型钠钼电焊条。
它具有良好的透热性和抗裂性,在高度电离的条件下,提供了可靠的钣金焊接。
6.E7016E7016是一种碳钢低氢电焊条,适用于钢结构、桥梁、压力容器和船舶等重型焊接。
它具有较高的抗冲击性和良好的焊接性能。
7.E6012E6012是一种具有良好适应性的碳钢电焊条,可以在交流和直流环境下使用。
它适用于一般焊接、焊缝填补、阳极体焊接和堆焊。
以上列举的电焊条规格型号只是常见的几种,实际上市场上存在更多种类和规格的电焊条,用于不同的焊接工艺和行业。
选择合适的电焊条要考虑焊接材料的特性、焊接方法和焊接位置等因素,以确保焊接质量和效果。
原创作品:焊接技术入门焊条的型号与牌号
原创作品:焊接技术入门焊条的型号与牌号焊条电弧焊—焊条的型号与牌号按照焊条药皮熔化以后形成的熔渣氧化物比例可以分为碱性焊条与酸性焊条(K>1.5为碱性,K<1.5为酸性例如焊条牌号中J421J422 J423 J424 J425—属于酸性焊条,而J426 J427为碱性焊条,也成碱性低氢焊条。
焊条型号中的E4303是酸性焊条 E4315是碱性焊条。
4-1-2 按照焊条使用条件可以分为:结构钢焊条(J)不锈钢焊条(A G)耐热钢焊条(R)低温钢焊条(D)铸铁焊条(Z)焊条牌号的编制方法:焊条大类名称—焊条抗拉强度—焊条的药皮类型与电源种类J421—抗拉强度420兆帕药皮类型为钛型交直两用电源的结构钢焊条(酸性焊条、短渣—凝固快)J422---抗拉强度420兆帕药皮类型为钛钙型交直两用电源的结构钢焊条(酸性焊条、短渣)J423--抗拉强度420兆帕药皮类型为钛铁矿型交直两用电源的结构钢焊条(酸性焊条、较短渣)J424--抗拉强度420兆帕药皮类型为氧化铁型交直两用电源的结构钢焊条(酸性焊条、长渣)J425--抗拉强度420兆帕药皮类型为纤维素型交直两用电源的结构钢焊条(酸性焊条、较短渣J426-抗拉强度420兆帕药皮类型为低氢钾型交直两用电源的结构钢焊条(碱性焊条、短渣)J427-抗拉强度420兆帕药皮类型为低氢钠型直流电源的结构钢焊条(碱性焊条、短渣)W707--抗拉强度700兆帕药皮类型为低氢钠型直流电源的低温钢焊条(碱性焊条、短渣Z208-按照焊条药皮类型可以分为:1-钛型 2—钛钙型 3—钛铁矿型 4 氧化铁型 5 纤维素型 6低氢钾型 7 低氢钠型 8 石墨型 9 盐基型见焊条型号的含义与应用E4303—熔敷金属抗拉强度420兆帕焊接位置是全位置、药皮类型是钛钙型、交直两用焊接电源的焊条。
相当于焊条牌号的J422 。
应用于船舶一般强度等级的非重要结构焊接。
例如Q235-AF 10 20E4315--熔敷金属抗拉强度420兆帕焊接位置是全位置、药皮类型是低氢钠型、直流反接电源的焊条。
不锈钢焊条规格型号

不锈钢焊条规格型号一、引言不锈钢焊条是一种常用于焊接不锈钢材料的电弧焊接材料。
它具有高强度、耐腐蚀性好、耐高温等特点,广泛应用于船舶制造、化工设备、食品加工等领域。
本文将详细介绍不锈钢焊条的规格型号。
二、不锈钢焊条分类根据化学成分和用途的不同,不锈钢焊条可以分为多种类型。
其中,常见的有以下几种:1. 316L型:适用于在潮湿环境下进行电弧焊接,如海洋设备和化学设备等。
2. 308L型:适用于在常温下进行电弧焊接,如食品加工设备和医疗器械等。
3. 309L型:适用于在高温环境下进行电弧焊接,如石油化工设备和热处理设备等。
4. 347型:适用于在高温环境下进行电弧焊接,并且需要抵抗晶间腐蚀,如核能设备和航空发动机零部件等。
5. 410型:适用于对硬度要求较高的不锈钢进行电弧焊接,如刀具和机械零部件等。
三、不锈钢焊条规格型号不锈钢焊条的规格型号通常由数字和字母组成。
其中,数字表示焊条的直径,单位为毫米;字母表示焊条的特性和用途。
下面是常见的不锈钢焊条规格型号:1. 316L-2.5:直径为2.5毫米的316L型不锈钢焊条。
2. 308L-3.2:直径为3.2毫米的308L型不锈钢焊条。
3. 309L-4.0:直径为4.0毫米的309L型不锈钢焊条。
4. 347-2.5:直径为2.5毫米的347型不锈钢焊条。
5. 410-3.2:直径为3.2毫米的410型不锈钢焊条。
四、不同规格型号对应用途根据上文介绍的分类和规格型号,可以得出以下结论:1. 直径较小的不锈钢焊条一般适用于细小零部件或者对精度要求较高的工作场合。
2. 不同化学成分和特性的不锈钢焊条适用于不同的工作场合。
例如,316L型适用于海洋设备和化学设备等潮湿环境下进行电弧焊接的场合,而309L型适用于石油化工设备和热处理设备等高温环境下进行电弧焊接的场合。
3. 不同规格型号的不锈钢焊条价格也有所不同。
一般来说,直径较大、特性较好的不锈钢焊条价格会相对较高。
常用电焊条规格型号及用途
常用电焊条规格型号及用途
电焊条是一种常见的焊接材料,用于焊接金属材料。
根据不同的用途
和焊接材料,电焊条有多种规格型号。
本文将介绍常用的几种电焊条规格
型号及其用途。
1.E6010电焊条
E6010电焊条是一种碱性电焊条,适用于焊接低碳钢和轻质结构钢。
它具有良好的焊接性能,可用于焊接钢结构、管道和常见的金属构件。
它
适用于焊接位置要求较高的情况,如横焊、竖焊和天花板焊接。
2.E7018电焊条
E7018电焊条是一种碱性电焊条,适用于焊接低碳钢和轻质结构钢。
它具有良好的焊接性能和机械性能,焊缝质量较高。
它适用于焊接重型结
构和高强度钢材,如大型建筑、船舶和桥梁。
3.E308L电焊条
E308L电焊条是一种不锈钢焊接电焊条,适用于不锈钢材料的焊接。
它具有良好的耐蚀性和耐热性,焊缝质量较高。
它适用于焊接不锈钢家具、锅炉和化工设备。
4.E4043电焊条
E4043电焊条是一种铝焊接电焊条,适用于铝合金材料的焊接。
它具
有良好的电导性和耐蚀性,焊缝质量较高。
它适用于焊接铝合金板、汽车
车身和航空器。
5.E6013电焊条
E6013电焊条是一种钠钾型电焊条,适用于焊接普通钢材。
它具有良好的焊接性能和操作性,焊缝质量较高。
它适用于焊接农具、轻型结构和维修焊接。
总结:以上是常用的几种电焊条规格型号及其用途。
选择合适的电焊条需要考虑焊接材料、焊接条件和焊接要求等因素。
根据具体情况选择合适的电焊条,可以提高焊接质量和效率。
常用焊条型号 牌号

J
J502NiCu
≤0.10
0.3~0.80
≤0.30
≤0.035
≤0.035
0.15~0.40
0.20~0.30
Ni
0.20~0.50
≥490
≥390
≥20
0
≥27
J502WCu
≤0.12
0.50~0.90
≤0.30
≤0.300
≤0.300
0.20~0.50
W
0.20~0.50
≥490
≥390
≥20
A212
E318L-16
E318L-16
钛钙型
AC/DC
用于重要的OCr18Ni12Mo、超低碳的铬17镍14钼2等不锈钢的焊接。如尿素合成塔、维尼纶设备等接触强腐蚀介质的部件
Φ2.5—Φ5.0
A302
E309L-16
E309L-16
钛钙型
AC/DC
用于焊接相同类型的的不锈钢、不锈钢衬里、异种钢(Cr19Ni9同低碳钢)以及高铬钢、高锰钢等
铁粉钛型
AC/DC
适用于机车车辆、造船、锅炉等结构的焊接
Φ2.5—Φ5.0
熔敷金属化学成分%
熔敷金属机械性能
牌号
C
Mn
Si
S
P
抗拉强度(Mpa)
屈服强度
延伸率%
冲击值
℃
J
J421
≤0.12
0.3~0.6
≤0.35
≤0.035
≤0.040
≥420
≥330
≥22
0
≥47
J421Fe
≤0.12
0.3~0.6
E316L-16
钛钙型
焊条牌号与型号对照表
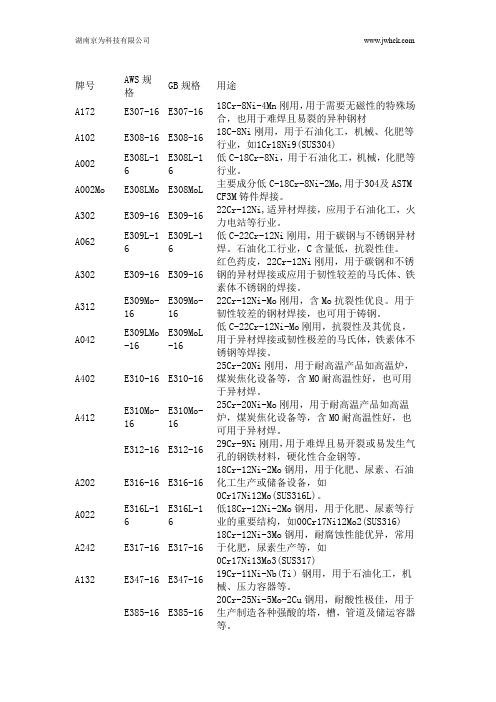
牌号AWS规格GB规格用途A172 E307-16 E307-16 18Cr-8Ni-4Mn刚用,用于需要无磁性的特殊场合,也用于难焊且易裂的异种钢材A102 E308-16 E308-16 18C-8Ni刚用,用于石油化工,机械、化肥等行业,如1Cr18Ni9(SUS304)A002 E308L-16E308L-16低C-18Cr-8Ni,用于石油化工,机械,化肥等行业。
A002Mo E308LMo E308MoL 主要成分低C-18Cr-8Ni-2Mo,用于304及ASTM CF3M铸件焊接。
A302 E309-16 E309-16 22Cr-12Ni,适异材焊接,应用于石油化工,火力电站等行业。
A062 E309L-16E309L-16低C-22Cr-12Ni刚用,用于碳钢与不锈钢异材焊。
石油化工行业,C含量低,抗裂性佳。
A302 E309-16 E309-16 红色药皮,22Cr-12Ni刚用,用于碳钢和不锈钢的异材焊接或应用于韧性较差的马氏体、铁素体不锈钢的焊接。
A312 E309Mo-16E309Mo-1622Cr-12Ni-Mo刚用,含Mo抗裂性优良。
用于韧性较差的钢材焊接,也可用于铸钢。
A042 E309LMo-16E309MoL-16低C-22Cr-12Ni-Mo刚用,抗裂性及其优良,用于异材焊接或韧性极差的马氏体,铁素体不锈钢等焊接。
A402 E310-16 E310-16 25Cr-20Ni刚用,用于耐高温产品如高温炉,煤炭焦化设备等,含MO耐高温性好,也可用于异材焊。
A412 E310Mo-16E310Mo-1625Cr-20Ni-Mo刚用,用于耐高温产品如高温炉,煤炭焦化设备等,含MO耐高温性好,也可用于异材焊。
E312-16 E312-1629Cr-9Ni刚用,用于难焊且易开裂或易发生气孔的钢铁材料,硬化性合金钢等。
A202 E316-16 E316-16 18Cr-12Ni-2Mo钢用,用于化肥、尿素、石油化工生产或储备设备,如0Cr17Ni12Mo(SUS316L)。