新辊压机图纸
《辊压机手册》word版

第一章概述辊压机是八十年代中期在国际上发展起来的新型粉碎设备。
以它为主组成的挤压粉磨新工艺在节能方面有着显著的效果,受到国际水泥界的普遍重视,成为发展粉磨工艺的一项新技术。
该机应用高压料层粉碎能耗原理,采用单颗粒粉碎群体化的工作方式。
脆性物料经过高压挤压(该机在压力区的压力约为150Mpa)使物料的粒度迅速减小,0.08mm的细粉含量达到20~30%,小于2mm的物料达到70%以上,并且在所有经挤压的物料中在在有大量的裂纹,使物料在下一个工序中粉磨时,所需的能耗大幅度降低。
根据国外有关资料的报导和我们已取得的实际使用经验,采用此设备的粉磨系统比未采用该设备的粉磨系统可增产50~200%,单产电耗可降低20~35%。
并且由于磨辊的磨损小,使得单位磨耗大为降低,同时设备工作的噪音、粉尘等均较小,改善了工人劳动环境,充分显示出其卓越的经济效益和社会效益。
辊压粉碎机的主体是两个相向转动的辊子。
脆性物料由输送设备,送入装有称重传感器的称重仓,而后通过辊压机的进料装置,进入两大小相同,相对转动的辊子之间,由辊子一面将物料拉入辊隙中,一面以其间的高压将物料压成密实的物料饼,最后从辊隙中落下,经出料斗,由输送设备提出。
由下一工序对物料饼作进一步的分散或粉磨。
第二章结构简介辊压粉碎机结构较为复杂,载荷很大,系统、部件较多。
为了更好地使用该设备,必须对其各个部件和每夜和必要的了解。
该设备是由轴系、主机架,进料装置、传动系统、液压系统、润滑系统、辊罩、检测系统组成。
见辊压机总图。
两磨辊分别为固定辊与活动辊,活动辊安装于机架内腔的导轨上,固定辊固装于机架立柱上。
进料装置、液压系统、润滑系统均安装在主机架上。
主减速机-行星减速机用缩套联轴器悬挂在主轴上,由扭矩平衡装置平衡其输出扭矩,主电机的驱动力矩通过十字轴式万向节传动轴传给行星减速机。
轴系分两套,其中一套是固定不动的,即固定辊轴系,另一套则是可以在机架内腔作水平方向往复移动的,即移动辊轴系。
辊压机设计(机械CAD图纸)

摘要:首先,论文对辊压机的工作原理及主要构造做了简要说明;其次,对辊压机的主要技术参数进行了计算,其中包括辊径、辊宽、最小辊隙、工作压力、生产能力和传动功率等。
所以,如何杜绝上述物料对球磨机的负面影响,充分发挥辊压机高效节能的特点成为挤压粉磨系统工艺控制技术如何进一步完善优化的重要课题。
关键词:辊缝;挤压;粉磨前言 (4)1.辊压机主体结构 (7)1)电机 (7)2)减速机与电机的联接 (8)3)辊子 (9)4)减速机扭力支撑架 (9)5)控制系统 (10)6)干油润滑系统 (10).7)液压系统 (11)8)循环冷却水系统 (12)2.辊压机电气系统 (12)1.电源系统, (13)2、检测系统 (14)(1).主电机电流检测 (14)(2).温度检测 (15)(3).压力信号检测 (16)(4).辊缝检测 (17)(5).进料位置检测 (18)3.主要控制单元 (19)(1).减速机油站 (19)(2).稀油站控制重点 (20)(3).稀油站与主控柜联系 (21)(4).液压系统 (22)(5).液压站控制重点 (23)(6).液压站电控原理 (24)4.组合模块 (25)1.干油站系统 (26)2.电机启动/停止 (27)3.气动阀启动/停止 (27)4.进料装置开度控制 (28)5.辊压机系统备妥、运行、报警、故障 (30)4. 设计总结、致谢 (31)5.参考文献 (33)前言自20世纪90年代中期第一台双驱动高压辊磨机问世后,高压辊磨技术得到迅速的发展。
高压辊磨机是在传统辊机的基础上改进而成的,通过给活动辊施以高压使得边界受约束的物料通过两个相向转动的辊子受挤碎产生细粒级。
高压辊磨机主要有工作辊、传动系统、压力系统、机架、给料和排料装置、控制系统组成。
工作辊包括固定辊和可动辊,轴和轴承座。
固定辊和可动辊的规格和架构相同,工作辊由辊芯和辊套组成,磨损后辊套可以更换。
两工作辊安装在同一水平面上且互相平行,同步相向运转。
辊压机工作原理课件PPT
辊压机正常工作的外部条件
压缩空气:压力、净化、润滑。 1、辊压机由两个速度相等、相对慢速转动的辊子组成。
万向连轴器、正确安装的重要性 1、辊缝 2个点+2个保护点
物料的颗粒:最大粒径、合适粒度分布、含水 3、辊压机是根据料床粉碎的机理设计的。
辊压机正常工作的外部条件 五、单线式分配器的工作方式
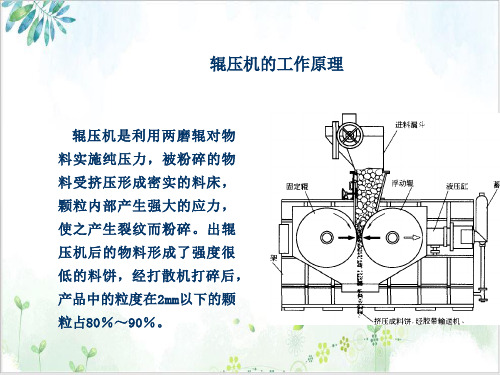
料床粉碎的前提是双辊间要有一层密实的物料。 4、主轴承、电机轴承、电机温度共8个点 出辊压机后的物料形成了强度很低的料饼,经打散机打碎后,产品中的粒度在2mm以下的颗粒占80%~90%。 工作:允许开阀、开阀、纠偏、关阀
2压、缩当空压气力:从压7力0-、-净1化00、时润,滑细一。粉量、最多液,压系统的作用、压力的计算及基本公式
2、靠液压系统作用在活动辊上,在两辊子 间形成很高的压力,压力范围在50~ 300Mpa.
3、辊压机是根据料床粉碎的机理设计的。 料床粉碎的前提是双辊间要有一层密实的物 料。
4、物料通过辊压机后:粒度减小;颗粒裂 缝增加,易磨性改善
稳定工作的条件
第一 相对密封的破碎腔 第二 足够大的破碎压力 第三 一定程度的过饱和喂料、 通过量。
泵 虑油器
泵站溢流阀 发讯器
D 电机
油箱
二、干油系统
一、干油系统的作用及组成:D/N值,润滑。 二、干油和稀油润滑的区别: 三、干油泵的工作原理 四、干油泵的组成 五、单线式分配器的工作方式 六、干油系统常见故障:1、不出油。断点
的判断、分配器的清洗。2、油量的调整。 3、漏油。
液压、干油泵的工作原理
(油温、轴温、轴震)、信号采集系统(无效 结构的变化、三通阀的取消。
通过量(T)=辊缝(m)×辊宽×线速度×3600 ×2.
辊压机安装使用说明书
RP120-80辊压机安装使用说明书编制:张光宇审查:王素玲标准:陶慧萍洛阳矿山机械厂目录1、综述2、主要技术性能3、结构简介4、设备安装5、设备的调试与试运转6、辊压机的正常操作7、设备的维护与故障处理8、其他说明9、附图4张1、综述辊压机由于器显著的节能、增产优点,被世界上公认为是国际八十年代最先进的粉磨设备,近几年在世界范围内得到了迅速的推广。
结合中国的实际情况,我厂从联邦德国的KHD公司引进了辊压机的设计,制造技术,并在次基础上,完善设计了辊压机产品系列可以满足各种规范粉磨系统的需要。
1.1、辊压机工作原理辊压机由两个相向且同步旋转的挤压辊组成,具有一定料压的物料经可调式喂料装置被挤压辊连续带入辊间,同时液压系统向挤压辊施以足够大的挤压力,物料在50Mpa以上的高压作用下变成实压料饼从机下排除。
这种料饼含有一定比例的成品细粉而且粗颗粒内部也充满了裂纹,这样强度大大降低,对进一步粉磨极为有利,从而使整个粉磨系统的电耗得以显著降低。
辊压机的挤压辊连续的直接作用在物料层上,物料主要在高压作用下迅速粉碎。
1.2、辊压机粉磨的主要特点:根据辊压机在水泥工业的实际应用结果,人们终结出如下主要特点:(1)生产效率高:在粉磨系统中安装辊压机,可以粉磨设备的潜在能力得以充分发挥,增加产量,提高整个系统的生产效率。
(2)降低粉磨电耗,用辊压机粉磨物料,可以使粉磨系统的总电耗显著降低。
(3)节省投资,便于维修:对于同样生产能力要求的辊压机与管磨机、相比,辊压机结构简单,体积小,重量轻,占用厂房空间小,可以节省设备投资。
同时也有利于对原有粉磨系统进行设备改造,此外,辊压机的操作,维修也非常简便。
(4)工作环境好:物料在挤压辊罩内,被连续稳定的挤压粉碎,有害粉尘不易扩散;同时由于近乎无冲击发生,故辊压机的噪音比管磨机等小的多。
1.3、辊压机的应用辊压机除了用于水泥生料和熟料的粉磨外,还可以用于煤炭金属矿石,化工原料的脆性物料的粉磨。
辊压机安装施工方案

2#生产线第四标段辊压机施工方案编制:审核:批准:承德博冠实业集团有限公司目录一、工程概况二、编制依据三、安装前准备工作四、安装的工艺和方法五、试车六、质量保证措施七、安全要求八、施工机具及人员组织计划九、安全组织结构形式一、工程概况首钢京唐钢铁联合有限责任公司二期球团工程2#线原料准备系统辊压室辊压机安装(型号为POL YCOM4-17/12M一台)。
二、编制依据2.1《辊压机安装图》2.2《机械设备安装施工规范》2.3《重型设备吊装手册》第2版2.54 国家及上级现行有关规范、标准2.5建设单位有关制度、规定三、安装前准备工作3.1 组织有关的技术人员熟悉工程图纸,并结合施工图和现场实际情况,编制合理的施工方案。
3.2 熟悉规范和工艺标准,并做好详尽的技术交底工作。
3.3 准备施工用的专用输电线路,并采取有效的措施以保证其畅通、充足、可靠。
3.4 准备设备进场的卸车场地,要保证场地的平整和坚实。
3.5 设备进场的道路要平整、坚实,有足够的宽度和转弯半径。
3.6 配置本工程所需的测量仪器、专用工具和吊装机具等。
3.7 组织施工人员进行相应的技术、质量和安全教育。
四、安装的工艺和方法4.1设备安装的工艺流程4.2.1设备基础的检查和验收设备安装前,要根据土建单位移交的资料,对安装设备的基础进行严格的复测、检查验收。
包括基础混凝土的强度要求、基础的外形尺寸、基础面的水平度以及中心线、标高、地脚螺栓孔洞的间距、混凝土内的埋设件等是否符合设计图样和安装施工图及施工验收技术规范的要求,并按下列标准进行检查验收:(1)基础各部尺寸要符合设计图样要求,其偏差要达到相应的规范要求;(2)根据设计图样检查所有预埋件、包括预埋地脚螺栓等的数量和位置的准确性;(3)基础表面及地脚螺栓孔应清理干净;且无有油污,各预埋件需露出部分必须露出基础面。
预埋地脚螺栓的螺纹和螺母应防护好;(4)基础过高时用扁铲铲平,过低时可将原表面铲平后,研磨再垫以平垫铁;基础中心偏差过大时,可适当改变地脚螺栓的位置;(5)基础不得有裂纹、蜂窝、空洞、露筋等缺陷;根据已复查合格后的基准线和基准点在各设备基础上标出其纵横向中心线及便于测量的标高等标记。
HFCG160-140辊压机施工方案

安徽众阳水泥有限公司200万吨水泥粉磨项目机电安装工程Ⅰ标段-水泥系统机械设备安装HFCG160-140辊压机施工方案江西双环机电设备安装有限公司2010年11月09日HFCG160—140辊压机安装施工方案一、概述HFCG160—140辊压机是在引进国外技术的基础上研制开发的最新一代水泥工业专用粉磨设备,它能在极低能源消耗和运行成本下,实现水泥生料和水泥成品产量的大幅度提高。
HFCG系列辊压机主要由电动机、行星减速器、辊子、辊子支承、机架、扭矩支承、液压加压装置、喂料装置、辊罩、控制系统等组成,辊压机的两个辊轴分别由电动机经万向连轴器、行星减速机带动。
行星减速机安装在扭矩支承上,与辊子间用缩紧盘连接。
辊子分为活动辊和固定辊,活动辊两端分别有两个平面油缸对辊子支承施加压力。
辊轴采用高强锻钢,辊子外圆堆焊了耐磨合金以保证辊子的经济寿命。
液压系统由液压缸、液压站、蓄能器、阀件等组成。
辊子间隙、油缸压力、轴承温度、减速器温度等都有传感器监测,并配备专门设计的自动控制系统。
二、施工人员配备HFCG160—140辊压机的安装工作由一个钳工班组和一个焊工班组完成,设置安全员一人。
配备如下:三、安全组织机构及措施各小组组长为其工种第一责任人,全面负责本小组安全工作,作好安全技术交底,对本工种存在的安全隐患积极采取防护措施。
安全措施如下:施工前,进行全方位的安全交底。
对所有的吊装作业必须统一指挥,核实吊装物的重量,确保吊装安全。
施工现场禁止乱拉电线,临时接线应符合规定。
使用清洗剂时,注意防火措施。
用稀盐酸清洗时,应戴好防护用品。
现场应放置稀碳酸钠溶液,万一烧伤,可用来中和。
定期进行安全检查,发现隐患立即整改。
四、辊压机安装的主要工序辊压机付诸运输前各主要部件及整机已进行试组装,并经调试运转,按部件分箱包装。
抵运后将在工地上全面安装。
安装时严格按照说明书及提供的工程图纸实施安装。
主要工序如下图所示:4.1 设备安装前的注意事项4.1.1设备的开箱检验设备载运输过程中可能导致机器的损坏,对照装箱单逐条进行仔细检查。
毕业设计(论文)-辊压机传动系统设计(全套图纸)
目录摘要 (Ⅱ)Abstract (Ⅲ)第一章绪论 (2)1.1 设计目的和意义 (2)1.2 辊压机的发展 (3)1.3 辊压机的应用及特点 (5)第二章总体方案设计 (7)2.1 辊压机的工作原理 (7)2.2 辊压机的构造 (8)2.3 总体结构设计 (9)第三章结构设计 (10)3.1 料斗设计 (10)3.2 辊子设计 (10)3.3 辊压机机架设计 (15)3.4 传动系统设计 (16)3.5 辊压机的液压系统设计 (17)第四章辊压机主要几何参数的确定 (19)4.1 设计计算 (19)4.1.1 辊径D的确定 (22)4.1.2 辊速的确定 (20)4.1.3 最小辊隙的确定 (23)4.1.4 最大喂料粒度的确定 (21)4.2 强度校核 (21)4.2.1 轴的弯曲刚度校核计算 (21)4.2.2 轴的扭转刚度校核计算 (22)第五章电动机简介及选用 (23)5.1 工作原理 (23)5.2 性能特点 (23)5.3 电动机的选型 (23)结束语 (24)参考文献 (25)附录 (26)致谢 (27)摘要辊压机(又称高压辊磨机)是近20年发展起来的新型粉碎机械与惯性粉碎机械不同,它利用粒群粉碎原理,具有单机产量高!节能!粉碎比大!辊面寿命长!作业率高,维修量小及占地面积小等优点。
因此,辊压机在粉碎脆性!坚硬及磨蚀性较强的物料中得到应用,既可用于细碎,又可用于粗磨和超细磨碎等作业。
高压辊传动系统的改进,人字齿轮座使得两辊子的实现了同步,大大减少了辊子之间的相对摩擦带来的辊子的磨损,延长他辊套的寿命,同时也可以相应的提高产品的质量和产量。
万向轴使用使得辊子中心矩的调整变的更有意义。
同时也减少了由所辊子带来径向的力,延长了人字齿轮的寿命。
关键词:节能、同步、辊压机全套图纸,加153893706AbstractRoll press, also known as high pressure roll grinder, is new type machinery. Contrast to inertial crushing machines, it is based on particle group crushing principle and has the, advantages of high unit production, energy saving, great crushing ratio, long life of roll surface, less maintenance and small floor space. As result, roll press has found application in brittle, hard or highly corrosive materials crushing, either fine and superfine, or coarse one. Its application cases are cited. The high pressure roll spreads an improvement of move the system, person's word wheel gear makes two roll sons carry out synchronous, reduced the opposite friction of the roll son to bring consumedly of the roll son wear away, prolonging the life span of his roll set, also can correspond of the quality and the yield of the exaltation product. All way axis make the adjustment of the roll sub- canter change toward the stalk usage of more meaningful. Also reduce from bring path the roll son to of dint, prolonged a person the life span of the word wheel gear.Keywords: Economize on energy, synchronous, the roll press machine.第一章绪论辊压机技术的在我国的引进和推广应用历经二十年,迄今为止,不论在设备制造技术或系统工艺技术方面都取得了长足的发展,设备制造技术的不断优化和系统工艺技术持续的推陈出新给这项新技术带来了强大的生命力,节能幅度达30%以上。
卧式砂辊碾米机的设计含全套CAD图纸
摘要碾米确实是借助旋转的碾辊使米粒与碾白室构件及米粒与米粒之间产生彼此碰撞、摩擦及翻腾等运动,通过碾削及摩擦擦离等作用将米粒表皮部份或全数去除,使之成为符合预定质量要求的大米的加工进程。
按碾辊材质的不同,碾米机可大致分为砂辊碾米机和铁辊碾米机。
与铁辊碾米机相较,砂辊碾米机具有碰撞及翻腾等作用柔和和碎米率低、电耗低、出米率高和生产效率高等优势。
关键词:碾米;碾米机;砂辊碾米机设计ABSTRACTRice Milling is made with the rotary grinding roller let rice and grinding the white room's components or rice and rice produce the collision,friction and is by cutting and grinding or friction to remove part or all of a grain of rice epidermal, and then making it meet the intended quality requirements of the processing of different materials of grinding rollers,rice milling can be broadly divided into the sand roller rice milling and iron roller rice with the iron roller rice milling,the sand roller rice milling has the effect of collisions and rolling and the low broken rice rate,low power consumption,high white rice yield and high production efficiency.Key words: rice milling;rice milling;sand roller rice milling design目录一、绪论.................................................................................................................. 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DO01-4
电动加油泵
DI03-4 固定辊电动插板反转运行 DI03-24 活动辊电动插板正转驱动
DO01-5
备用
DI03-5 固定辊电动插板故障 DI03-25 活动辊电动插板反转驱动
DO01-6
固活减油站
DI03-6 固定辊电动插板开限位 DI03-26 允许固定辊主电机工作
DO01-7 固定辊主电机合闸 DI03-7 固定辊电动插板关限位 DI03-27 允许活动辊主电机工作
AI01-16 活减稀油站供油温度 AI02-16
备用
AI03-16 固定辊电动执行器开度给定 DI01-16
AI01-17 活减稀油站供油温度 AI02-17
备用
AI03-17 固定辊电动执行器开度给定 DI01-17
AI01-18 活动辊减速机1#温度 AI02-18
称重仓料位
AI03-18 活动辊电动执行器开度给定 DI01-18
右卸压阀
DI03-16 活动辊电动插板开限位 DI03-36
备用
DO01-17 辊压机备妥(中控允许)DI03-17 活动辊电动插板关限位 DI03-37
备用
DO01-18 辊压机综合报警信号 DI03-18
备用
DI03-38
备用
DO01-19 辊压机运行信号 DI03-19
备用
DI03-39
备用
DO01-20
1 0.25 1 0.25
18
19
20
21
22
合计 44 11.00
23
24
25 26
校对:
填表:
合肥水泥研究设计院肥西节能设备厂 HFCG150/HFCG160辊压机PLC点名表(SIEMENS)
2010.12.12
1#输入模块AI01
输入点端子
信号名称
AI01-1
DC24V+
AI01-2
固定辊左侧温度
辊压机粉磨系统 HFCG150/HFCG160 辊压机
共 2 页 第 2页
图 别 控制原理图 子项编号
序 图号
号
图
纸
目
录
图纸名称
复用图 图 折 图 纸图号 纸 合 纸
或采用 张 一 张 图集号 数 号 数
备注
1 S7-GYJ160/D-25 辊压机开停机及报警单元图
1 0.25
2 S7-GYJ160/D-26 润滑油箱上下限单元图
1 0.25 1 0.25 1 0.25 1 0.25
9 S7-GYJ160/D-07 10 S7-GYJ160/D-08 11 S7-GYJ160/D-09 12 S7-GYJ160/D-10
自动控制原理图 电磁阀自动控制原理图 电磁阀自动控制原理图 温度检0.25 1 0.25
图名:HFCG150/HFCG160 系列辊压机电气控制原理图 项目名称:重齿/荆齿减速机配两台稀油站
配电动斜插板
合肥水泥研究设计院肥西节能设备厂
版本号 HFCG150/160/2010
设计 审核
批准
日期 备注
共 2 页 第 1页
合肥水泥研究设计院 工程名称 2010 年 12 月 12 日 子项名称
启动
AI03-3 固定辊减速机稀油站油箱温度 DI01-3
停止
AI03-4
固定辊减速机2# 温度
DI01-4
手动卸压启动
AI03-5
固定辊减速机2# 温度
DI01-5
手动卸压停止
AI03-6 活动辊减速机稀油站油箱温度 DI01-6
手动润滑启动
AI03-7 活动辊减速机稀油站油箱温度 DI01-7
液压泵运行
1 0.25
18 S7-GYJ160/D-16 主电机电流检测单元图
1 0.25
19 S7-GYJ160/D-17 20 S7-GYJ160/D-18 21 S7-GYJ160/D-19
称重仓料位检测单元图 温度检测单元图 电动执行器检测单元图
1 0.25 1 0.25 1 0.25
22 S7-GYJ160/D-20 23 S7-GYJ160/D-21
活减油站重故障 活减油站轻故障
活动辊备妥 活动辊运行 活动辊电动机温度超限 活动辊旋转接近开关 左卸压阀 右卸压阀
DC24V-
合肥水泥研究设计院肥西节能设备厂 HFCG150/HFCG160辊压机PLC点名表(SIEMENS)
1#输出模块DO01
2#输入输出模块DI/DO
2#输入输出模块DI/DO
2010.12.12
信号名称
13 S7-GYJ160/D-11 温度检测单元图
1 0.25
14 S7-GYJ160/D-12 温度检测单元图
1 0.25
15 S7-GYJ160/D-13 温度检测单元图
1 0.25
16 S7-GYJ160/D-14 液压压力检测单元图
1 0.25
17 S7-GYJ160/D-15 辊缝检测单元图
AI01-19 活动辊减速机1#温度 AI02-19
称重仓料位
AI03-19 活动辊电动执行器开度给定 DI01-19
AI01-20
DC24V-
AI02-20
DC24V-
AI03-20
DC24V-
DI01-20
注:1、辊压机综合报警信号只作用于报警,不作用于跳闸;
2、 模块信号制度设置(侧面):AI01:CH01=C,CH23=C, CH45=C,CH67=C;AI02:CH01=C, CH23=C,CH45=C,CH67=C;
1 0.25
3 S7-GYJ160/D-02/A 辊压机控制系统配电图 4 S7-GYJ160/D-02/B 辊压机控制系统配电图
1 0.25 1 0.25
5 S7-GYJ160/D-03 6 S7-GYJ160/D-04 7 S7-GYJ160/D-05 8 S7-GYJ160/D-06
辊压机控制系统配电图 自动控制原理图 自动控制原理图 自动控制原理图
AI01-3
固定辊左侧温度
AI01-4
固定辊右侧温度
AI01-5
固定辊右侧温度
AI01-6
活动辊左侧温度
AI01-7
活动辊左侧温度
AI01-8
活动辊右侧温度
AI01-9
活动辊右侧温度
AI01-10
2#输入模块AI02
输入点端子
信号名称
AI02-1
DC24V+
AI02-2
左侧压力
AI02-3
左侧压力
AI02-4
右侧压力
AI02-5
右侧压力
AI02-6
左侧位移
AI02-7
左侧位移
AI02-8
右侧位移
AI02-9
右侧位移
AI02-10
3#输入模块AI03
4#输入模块DI01
输入点端子
信号名称
输入点端子
信号名称
AI03-1
DC24V+
DI01-1
DC24V+
AI03-2 固定辊减速机稀油站油箱温度 DI01-2
AI03-8
活动辊减速机2# 温度
DI01-8
润滑泵运行
AI03-9
活动辊减速机2# 温度
DI01-9 电动加油泵运行
AI03-10
DI01-10
5#输入模块DI02
输入点端子
信号名称
DI02-1
DC24V+
DI02-2 固减油站允许主机启动
DI02-3
固减油站重故障
DI02-4
固减油站轻故障
DI02-5
AI01-13 固减稀油站供油温度 AI02-13
固定辊电流
AI03-13 固定辊电动执行器开度反馈 DI01-13
AI01-14 固定辊减速机1#温度 AI02-14
活动辊电流
AI03-14 活动辊电动执行器开度反馈 DI01-14
AI01-15 固定辊减速机1#温度 AI02-15
活动辊电流
AI03-15 活动辊电动执行器开度反馈 DI01-15
AI03:CH01=C,CH23=C,CH45=C,CH67=C;
备用 出料联锁 润滑油箱上限 润滑油箱下限 中控允许 液压回路堵塞 左加压阀 右加压阀 DC24V-
DI02-11 DI02-12 DI02-13 DI02-14 DI02-15 DI02-16 DI02-17 DI02-18 DI02-19 DI02-20
DC24V-
DI03-20
DC24V-
DI03-40
DC24V-
注:1、辊压机综合报警信号只作用于报警,不作用于跳闸;
2、 模块信号制度设置(侧面):AI01:CH01=C,CH23=C, CH45=C,CH67=C;AI02:CH01=C, CH23=C,CH45=C,CH67=C;
AI03:CH01=C,CH23=C,CH45=C,CH67=C;
固定辊备妥
DI02-6
固定辊运行
DI02-7
固定辊旋转接近开关
DI02-8 固定辊电动机温度超限
DI02-9 活减油站允许主机启动
DI02-10
AI01-11
AI02-11
AI03-11
DI01-11
AI01-12 固减稀油站供油温度 AI02-12
固定辊电流
AI03-12 固定辊电动执行器开度反馈 DI01-12
备用
DI03-12 活动辊电动插板备妥 DI03-32
备用
DO01-13
左加压阀
DI03-13 活动辊电动插板正转运行 DI03-33