可编程机械手的制作
新手入门:三菱PLC编程控制机械手

新手入门:三菱PLC编程控制机械手气动机械手动作示意图,其功能是将工件从 A 处移送到 B 处。
气动机械手的升降和左右移行分别使用了双线圈的电磁阀,在某方向的驱动线圈失电时能保持在原位,必须驱动反方向的线圈才能反向运动。
上升、下降对应的电磁阀线圈分别是 YV2 、YV1 ,右行、左行对应的电磁阀线圈分别是 YV3 、YV4 。
机械手的夹钳使用单线圈电磁阀YV5 ,线圈通电时夹紧工件,断电时松开工件。
通过设置限位开关 SQ1 、SQ2、SQ3、SQ4 分别对机械手的下降、上升、右行、左行进行限位,而夹钳不带限位开关,它是通过延时1.7s 来表示夹紧、松开动作的完成的。
如下图所示如图 10-8 所示为机械手的操作面板,机械手能实现手动、回原位、单步、单周期和连续等五种工作方式。
手动工作方式时,用各按钮的点动实现相应的动作;回原位工作方式时,按下“回原位”按钮,则机械手自动返回原位;单步工作方式时,每按一次起动按钮,机械手向前执行一步;选择单周期工作方式时,每按一次起动按钮,机械手只运行一个周期就停下;连续工作方式时,机械手在原位,只要按下起动按钮,机械手就会连续循环动作,直到按下停止按钮,机械手才会最后运行到原位并停下;而在传送工件的过程中,机械手必须升到最高位置才能左右移动,以防止机械手在较低位置运行时碰到其它工件。
2.1 分配输入 /输出点见表 10-4。
2.2 PLC 接线图如图 10-9 所示。
2.3 程序设计2.3.1 基本指令编程机械手系统的程序总体结构如图10-10 所示,分为公用程序、自动程序、手动程序和回原位程序等四部分。
其中自动程序包括单步、单周期和连续运行的程序,因它们的工作顺序相同,所以可将它们合编在一起。
CJ(FNC00)是条件跳转应用指令(详情见项目十二),指针标号P□ 是其操作数。
该指令用于某种条件下跳过 CJ 指令和指针标号之间的程序,从指针标号处继续执行,以减少程序执行时间。
搬运机械手plc编程详细讲解

操作面板
I/O分配表
输入 I0.1 下限位 I0.7 松开 I2.2 I0.2 上限位 I1.0 下降 I2.3 I0.3 右限位 I1.1 右行 I2.4 I0.4 左限位 I1.2 夹紧 I2.6 I0.5 上升 I2.0 手动 I2.7 I0.6 左行 I2.1 回原点
单步 单周期 连续 启动 停止
回原点子程序
上升到位后就要左行回原点。回到 原点(I0.4)后就停止了。
回原点子程序
在M1.0和M1.4两步都要上升
M0.5 (I2.0+I2.1)
M0.0
I0.5 M0.5
M2.0 Q0.0 下降
I0.1 下限位
M2.1 S Q0.1 T37
T37
M2.2 Q0.2 上升
I0.2 上限位
手动子程序
机械手松开是有条件的,必须在最左边(原点或 取货)或最右边(放置货物)才能松开
上升或下降也是有条件的,必须在最左边(原点或取 货)或最右边(放置货物)才能上升或下降。 注意上升和下降需要互锁及它们停止的条件。
手动子程序
只有在最上面是才能左行和右行,要注意互锁,手动子 程序中的操作都是点动操作方式。
松开---已经放完工件
M1.0 Q0.2 上升
I0.2 上限位
M1.1 Q0.3 右行
I0.3 右限位
M1.2 Q0.0 下降
I0.1 下限位
M1.3 R Q0.1 T39
T39 停2秒
松开
M1.4 Q0.2 上升
I0.2 上限位
M1.5 Q0.4 左行
回原点
回原点子程序
按下“起动”按钮时,机械手是夹紧状态,而且又不在最右边, 应该上升、右行、下降、松开、上升、左行。
可编程数字控制机械手的设计
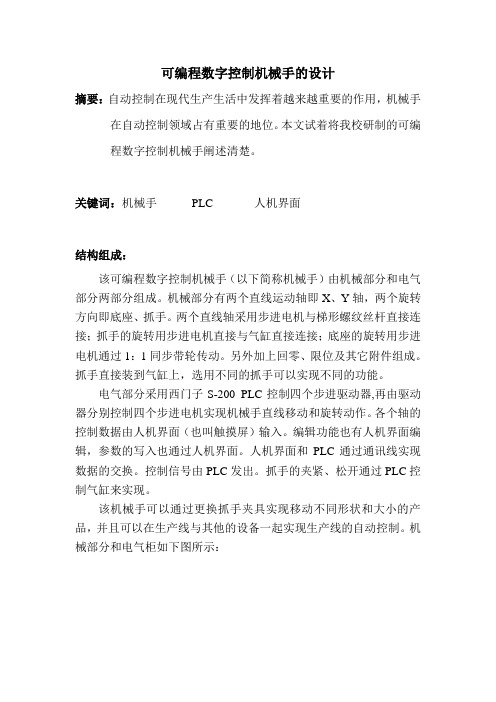
可编程数字控制机械手的设计摘要:自动控制在现代生产生活中发挥着越来越重要的作用,机械手在自动控制领域占有重要的地位。
本文试着将我校研制的可编程数字控制机械手阐述清楚。
关键词:机械手PLC 人机界面结构组成:该可编程数字控制机械手(以下简称机械手)由机械部分和电气部分两部分组成。
机械部分有两个直线运动轴即X、Y轴,两个旋转方向即底座、抓手。
两个直线轴采用步进电机与梯形螺纹丝杆直接连接;抓手的旋转用步进电机直接与气缸直接连接;底座的旋转用步进电机通过1:1同步带轮传动。
另外加上回零、限位及其它附件组成。
抓手直接装到气缸上,选用不同的抓手可以实现不同的功能。
电气部分采用西门子S-200 PLC控制四个步进驱动器,再由驱动器分别控制四个步进电机实现机械手直线移动和旋转动作。
各个轴的控制数据由人机界面(也叫触摸屏)输入。
编辑功能也有人机界面编辑,参数的写入也通过人机界面。
人机界面和PLC通过通讯线实现数据的交换。
控制信号由PLC发出。
抓手的夹紧、松开通过PLC控制气缸来实现。
该机械手可以通过更换抓手夹具实现移动不同形状和大小的产品,并且可以在生产线与其他的设备一起实现生产线的自动控制。
机械部分和电气柜如下图所示:机械部分电气部分(一)电气部分(二)系统接线:该机械手外部接AC220V电压,通过三个开关电源分别为PLC、步进驱动器、气动系统和步进接口供电。
DC24V给PLC和步进驱动器和气动系统供电,DC5V为步进接口供电。
具体连接如下图:L NL N LNC O M C O M12V5VC O M C O M 24V 24VC O MC O M24V 24V开关电源1开关电源2开关电源3A 2B 2C 2C 3D 2D 3A 3B 3Q F K MF R 1F R 2F R 3F R 4K MK MS B 1S B 2总开关总电源开关电源1步进驱动器电源P L C 、驱动器控制、气压阀电源总电源启停I/O分配:该机械手使用西门子S7-200作为控制器,使用深圳易优人机界面作为数据和控制信号的输入和信息的显示。
电焊机机械手编程教程自学
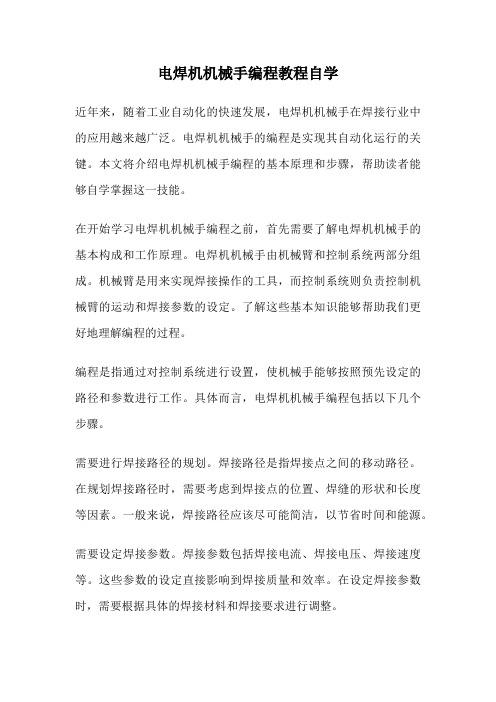
电焊机机械手编程教程自学近年来,随着工业自动化的快速发展,电焊机机械手在焊接行业中的应用越来越广泛。
电焊机机械手的编程是实现其自动化运行的关键。
本文将介绍电焊机机械手编程的基本原理和步骤,帮助读者能够自学掌握这一技能。
在开始学习电焊机机械手编程之前,首先需要了解电焊机机械手的基本构成和工作原理。
电焊机机械手由机械臂和控制系统两部分组成。
机械臂是用来实现焊接操作的工具,而控制系统则负责控制机械臂的运动和焊接参数的设定。
了解这些基本知识能够帮助我们更好地理解编程的过程。
编程是指通过对控制系统进行设置,使机械手能够按照预先设定的路径和参数进行工作。
具体而言,电焊机机械手编程包括以下几个步骤。
需要进行焊接路径的规划。
焊接路径是指焊接点之间的移动路径。
在规划焊接路径时,需要考虑到焊接点的位置、焊缝的形状和长度等因素。
一般来说,焊接路径应该尽可能简洁,以节省时间和能源。
需要设定焊接参数。
焊接参数包括焊接电流、焊接电压、焊接速度等。
这些参数的设定直接影响到焊接质量和效率。
在设定焊接参数时,需要根据具体的焊接材料和焊接要求进行调整。
然后,需要编写焊接程序。
焊接程序是指根据焊接路径和参数,将机械手的运动和焊接操作进行编码。
编写焊接程序需要使用特定的编程语言,如KRL、RAPID等。
这些编程语言具有一定的复杂性,需要花费一定的时间和精力进行学习和掌握。
在编写焊接程序之后,需要进行程序的调试和优化。
调试是指通过对编写的焊接程序进行测试和检查,发现和修复程序中的错误和问题。
优化是指对程序进行改进,以提高焊接效果和效率。
调试和优化是一个迭代的过程,需要不断地进行测试和修改,直到达到预期的效果。
需要进行机械手的运行和监控。
在运行过程中,需要对机械手的运动和焊接过程进行监控和控制,及时发现和处理异常情况。
同时,还需要对焊接质量进行检查和评估,以确保焊接结果符合要求。
通过自学电焊机机械手编程,可以使我们更好地掌握焊接技术,提高工作效率和质量。
教学型可编程数字控制机械手设计

教学型可编程数字控制机械手设计作者:崔小松肖建章来源:《职业·下旬》2009年第08期目前,机器人已经广泛应用于各个领域,其中工业机器人在现代化工业国家正在得到越来越广泛的应用,各种类型的工业机器人不断进入市场,这要求有更多掌握机器人技术的人员,能够正确操作和使用机器人。
为了适应这一社会需求,开发模拟工业机器人系统的实验教学系统就成为紧迫需要。
而作为机器人技术、计算机技术及机电一体化技术教育的教学工具,对人才培养和高新技术的推广应用有着重要的意义。
目前市场上所提供的教学型机器人或机械手一般价格在十几万元左右,且不具开放性,即用户只能高端应用而无法根据需要进行多层次开发。
因此,研制一种低成本开放性的机械手应用于机电一体化教学实验是非常必要的。
本文以工业自动化应用中最广泛的装配机械手为教学实验系统的开发目标,以四个自由度机械手为例,研究在PLC 控制下实现手动及自动等多种工作方式,为学习机电一体化技术提供一种理想的教学实验装置。
一、系统结构设计教学型机械手实验系统作为一种工业机器人系统的模拟系统,首先要在总体结构和控制功能上最大限度地反映实用工业机器人样机的主要特征,如机电一体化的系统构成方式等,同时能做到结构简单,操作方便。
根据此设计理念开发的可编程数字控制机械手由人机界面、机械部分和电气部分三部分组成。
整个系统结构框图如图1所示。
图1 系统结构图1.机械部分机械部分有两个直线运动轴,即X、Y轴,两个旋转方向,即底座与抓手。
X直线轴采用步进电机与梯形螺纹丝杆直接连接;Y直线轴采用伺服电机与梯形螺纹丝杆直接连接;抓手的旋转用步进电机与汽缸直接连接;底座的旋转用步进电机通过1:1同步带轮传动。
另外加上回零、限位及其他附件组成。
抓手直接装到汽缸上,选用不同类型的抓手可以实现移动不同产品的功能。
机械部分如图2所示。
2.电气部分电气控制部分采用西门子S7-200 PLC控制三个步进驱动器和一个伺服驱动器,再由驱动器分别控制三台步进电机和一台伺服电机实现机械手直线移动和旋转动作。
项目10 PLC控制搬运机械手设计

• 1.垂直气缸、水平气缸选择 • (1)类型选择。 • 现有的工作要求和条件如下: • 1)要求当气缸到达行程终端时无冲击现象和撞击噪声,因此选择缓冲
气缸; • 2)要求重量轻,因此选择轻型气缸; • 3)要求安装空间窄且行程短,因此可选择薄型气缸; • 4)若有横向负载,可选带导杆气缸; • 5)要求制动精度高,应选择锁紧气缸; • 6)若不需要活塞杆旋转,可选择杆不回转气缸。
上一页 下一页 返回
10. 1搬运机械手设计案例导入
• 10. 1. 3材料选择
• 机器人手臂的材料应根据手臂的工作状况来选择,并满足机器人的设 计及制作要求。从设计的思想出发,机器人的手臂要求完成各种运动。 因此,对材料的一个要求是作为运动的部件,它应是轻型材料。另一 方面,手臂在运动过程中往往会产生振动,这必然会大大降低它的运 动精度,所以在选择材料时,需要对质量、刚度、阻尼进行综合考虑, 以便有效地提高手臂的动态性能。此外,机器人手臂选用的材料与一 般的结构材料不同。机器人手臂是一种伺服机构,要受到控制,必须 考虑它的可控性。可控性还要与材料的可加工性、结构性、质量等性 质一起考虑。总之,在选择机器人手臂材料时,要考虑强度、刚度、 重量、弹性、抗振性、外观及价格等多方面因素,下面为几种常见机 器人手臂材料:
上一页 下一页 返回
10. 1搬运机械手设计案例导入
• (1)碳素结构钢和合金结构钢等高强度钢:这类材料强度好,尤其是合 金结构钢强度增加了4~ 5倍,弹性模量大、抗变形能力强,是应用最 为广泛的材料。
• (2)铝、铝合金及其他轻合金材料:其共同特点是重量轻,弹性模量不 大,但是材料密度小,其(E/P)之比仍可与钢材相比。
上一页 下一页 返回
PLC机械手程序的设计

返回
SM0.1
S0.0
I0.0
S0.1
I0.3
Q0.1 S Q0.4 T37
T37
S0.2 S0.3 S0.4
Q0.0
I0.2
Q0.2
I0.4
SM0.1
S0.0
I0.0
S0.1
I0.3
Q0.1 S Q0.4 T37
T37
S0.2 S0.3 S0.4
Q0.0
I0.2
Q0.2
I0.4
SM0.1
S0.0
【案例】机械手梯形图程序的设计。
1、分析工艺过程,确定输入输出,列出I/O分配表。
输入地址分配 启动按钮(SB1) 停止按钮(SB2) I0.0 I0.1 输出地址分配 上升电磁阀(YV1) Q0.0
下降电磁阀(YV2) Q0.1
左行电磁阀(YV3) Q0.2 右行电磁阀(YV4) Q0.3 夹紧电磁阀(YV5) QO.4
总结:绘制顺序功能图前需要考虑的三个问题
①控制任务十分复杂,我们可以将它化分为那些步? (步) ②每一步都做了什么事? (动作) ③由一步向另外一步转化时需要哪些件?(转换条件)
顺序功能图的五要素
步
有向线段
转换
转换条件
动作
顺序功能图是编写程序前的分 析工艺过程的思路,而接下来 我们要做的事,将这样的思路 变为可被PLC读写的程序!
S0.2 I0.5
Q0.0
保持型动作:若为保持型动作, 则该步不活动时继续执行该动 作。 非保持型动作:若为非保持型 动作则指该步不活动时,动作 也停止执行
S Q0.1
3、有向连线
功能表图中步的活动状态的顺 序进展按有向连线规定的路线和 方向进行。活动状态的进展方向 习惯上是从上到下或从左至右, 在这两个方向有向连线上的箭头 可以省略。如果不是上述的方向, 应在有向连线上用箭头注明进展 方向。
机械手编程指导新

D 此模式进行)。 N ③、[TEST] MODE:手动测试、步进模式。
0001
CON STEP
101CH
按“OBJ”键选择 SUBROUTINE 命令,输入两排产品点 胶程序 101,按“ENT”键进入第二步。如果是 300S 的 机器,命令是 CH CALL。如果是编写从右至左的 104 程 序就输入两排点胶程序 103。
ENCH. 102 [MOVE] D0002 X=0008.00 N STEP Y=0000.00 LI INC
步骤 4 L CH. 102 [REPEAT ]
0004 FROM 2 STEP
ENTIA STEP
8 TIMES
按“OBJ”键选择 REPEAT 命令,使程序从第二步到第 四步循环 8 次,单片支架点胶完成。按“ENT”键进入 第五步,按“MODE”键保存 102CH。在使用 REPEAT 命令时,要注意移动的方向要一致,移动的距离要一致, 调用的子程序要一样才能使用。在这里 101 是两排灯的 程序,第一步调用时就点完两排,第三步调用时就点完 四排,300 的机器在重复时把第三步的也包含在内,要 重复 8 次共 16 排。加上第一步的两排共 18 排。如果产 品有 20 排则重复 9 次就可以。300S 的机器在重复时则 不包含第三步的两排,只要重复 7 次就可以了。
3→——————————
4→REPEAT:设定指定的几个命令的重复使用及使用次数;
5→JUMP:跳跃到指定的步骤;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本文链接:/Periodical_dzzz201105006.aspx
Pl。vcc
:矬 器 糕
1 7
篇
81
,3 o
薯Ev
嚣 旨P2^
一
裂
’3 3
P25
嚣 :。TA
:N。
鬻
。P2 2,
P2。
3{nn
一_一I
固1
万方数据
201'惦_电于尊*-27
图3
的上翻和下翻操作。OK是存储键。D+和D一为舵机 手动操作键。K为自动运行转换键。
号,再存储舵机位置的|叼【序。所以当识别出D+或D一 按下的时候.要取出上一存储地址的数据.也就是舵 机号.进行识别.再确定通过哪一个控制端口输出控 制脉冲。 下面说一下自动运行。在自动运行的程序开始,要 先输出一段复位脉冲.持续一定时间,使所有舵机回到 一个基准点f运行范围的中点k然后取出24C02的第 一个数据,进行识别.相据识别结果.打开相应的舵 机进行标志位。再取下一数据.同时开启TR0和TRl, 根据数据的太小.改变T1的中断次数,依发加1I正转】
址.标志为:显示两个小数点。这时操作A卅A、B十、B一
使其变为所要的舵机号,按OK存储。操作D+和D一. 使指定的舵机运行.到台适位置,按OK存储.再按V 键,进八下一地址.再存储机号.以此方式.直到把所 有动作存储完毕。这时,按一下自动运行键.进^自动 运行状态.每按一坎.自动运行一遍。 下面介绍一下编程的具体方法.首先要韶决的第一 个问题是舵机位置的存储。 所谓舵机位置也就是控制脉冲宽度,控制脉冲的 产生利用定对器T0和T1共同产生。T0工作在方式 1。定时20ms.产生控制脉冲周期.T1的多玫中断 形成05~2 5ms的脉;÷宽度。T1工作在方式2.定时
PUSl4 Psw.*#Ⅲ% INCR2
地址
130圜
∞
数据
—√按钮*Ⅲ
o,卤
}04幽
}03
幽 由 函
05心乱
m
{哥
酋|
圃
20”[15I电子嗣£II 29
!!堡塾广]
万方数据
可编程机械手的制作
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 王成锋
电子制作 ELECTRONICS DIY 2011(5)
E躅衄
MCU
可编程机械手的制作
●●● 作者/{成锋
工业机械手(如焊接机器人l多采用示教再现式 的缟程方法。把让它完成的动作,包括工作中的些 参数,由操作者先。教’它一遍,然后.机械手便可 自动运行所输八的动作。 下面介绍利用AT89S51和口个舵机制作的可缟 程机械手.控制电路如图1所示.其中LED数码管
20u
规定的操作方式为:首先利用^键,找到第一个地
s,使其可自动加载.不需重置计数品。这样产生
1ms的脉宽需要中断50发,产生1 5rns的脉宽需中断
72次。那么要改变舵机位置.只要使T1的中断玫数依
次加1或减1便可。由此可知.舵机每步运行3。左右. 并且只要在每攻加1或减1之后.加上延时程序.改 变延时的时间长短.就可以方便控制运行速度。那么要 存储舵机位置.只要存储T1的中断攻数就可以。在自 动运行时.根据T1的中断玫数,就能非常容易的转换 成控制脉冲。利用这种方法.还能同时驱动多个伺服舵 机.其缺点是,舵机运行不是连续的.而是一步一步前 进的。 再一个问题是舵机的选择。由于采用日个舵机,而 操作键只有0+和D一.具体给哪一个舵机输出控制信 号.还需要一个识别的过程。由于采用的是先存储舵机 28l 2011 万方数据
关于速度控制.这里采用的方法是采用调整中断次 数加1或减1后的延时时间实现的。若延时太短.则操 作时.速度太快.不易掌握;延时太长.虽然给机械手 示教的时候.窖易调整姿势.但又显速度太慢。所以具 体延时多少可根据实验而定。这里推荐使用延时30ms。 如若想操作更方便.还可使用另外一种方法.也就 是把延时数据作为动作示教编程的参数.直接放在舵机 号的前面.这样每步动作就由占E2PROM的两个地址. 变成7三个地址【见图3 k并且要让新加的这个速度 参数.不管是在示教编程.还是自动运行时.都是有效 的。具体方法.可采用圈5所示的流程图。 余下的就是数码管显示,键盘扫描和24C02的 读写了。先说数码管显示.因采用动态扫描显示.所 以要不断显示刷新,在手动操作舵机运行和la动运行 时,CPU大部分时问在执行中断程序.会使数码管产 生闪烁.最好关闭显示。在编程的其他时间打开显示。 24C02的读写操作可参考有关书籍。 另外机械部分.大家可依据手边的舵机和材料自行 设计,这里介绍的是口轴机械手,根据以上编程思路可 方便的扩展为五轴或六轴.还可在机械手末端加上I具 抓手,做成自动搬运机器^等。 T1中断服务程序
用来显示编程数据,为使产生的控制脉冲精确.在操 作舵机运行和自动运行时.LED动巷显示关闭,利用 24C02存储舵机的位置信息.存储的顺序为f图2所 示)先是舵机号f 01~04)而后是舵机位置.按j旺序 存储。键盘为9键:A+和A一是数码管的+位增减操 作数.B+和B是个位操作数,A和V是存储器地址
SETB P31. DJ2 JNB 02HDJ3;
SETB P3 2j DJ3 JNB 03HDJ4;
SET6P3 3
DJ4:MOV"“rto,#OBIh
MOVTL0,#0EOH;存目i目口
NOV R2.#OOH;*}
R盯I由左图存储的顺序可看出,速度存储的地址
均为3的整数倍。所以可依此判断某个地址存储的是否 为速度参数。这个识别过程可在按OK键之后进行.流 程圈见图5。(注:在自动运行时可按顺序识别的方法, 完成速度的设定和舵机的自动运行。)
05-…e10169∞m
E疆衄
MCU 或减1【反转l操作。直到中断次数和数据相等.再进 入下一地址.读取舵机号.如此反复进行.直到运行完
毕,流程如图4所示。
MOVAR2 R2*÷自女#¥#
JMB∞H
RE"I
CJNEA 30H RETl. CLR P30 RETl:JN801HRET2 CJNEA31HREl2 CLRP31
丌1-PUSH
ACC
RET2
JN802HRmຫໍສະໝຸດ CJNEA 32HREl3
CLR P3 2 RET3:JNB031qRET4: CJNEA 33HRET4;
CLR P3 3
RET4
POP。SW
POPACC REm
To十目服务#月
]TO-JNB SEIB D30 DJl JNB 01IqDJ2;
0州DJl