840D NC、PLC总清步骤
西门子840D数控系统调试培训讲学

西门子840D数控系统调试上电之前的准备一:将NCK主板卸下,检查NCK主板上的电池是否正确安装。
正确安装之后将NCK主板安装到NCU盒上。
二:外围线路的连接➢(1) 每根轴的动力线,编码器反馈线是否正确安装(X411-轴1编码器,X422轴2编码器,动力线插口X轴对应A1口,Z轴对应A2口,2-AXIS)➢(2) 设备总线,直流母线等是否正确可靠连接。
➢(3) 3相电源进线连接是否可靠,U,V,W是否对应。
➢(4) SIMATIC线的连接(IM361接OUT口,NCK接X111口)➢(5) MPI线的连接(两头ON中间OFF)➢(6) MCP面板的节地址开关设置(810D面板的节地址为14,机床控制面板后面的S3开关(1-8) 依次设为OFF OFF ON ON ON ON OFF OFF;840D面板的节地址为6,机床控制面板后面的S3开关从左到右依次设为ON OFF ON OFF ON ON OFF OFF)➢(7) 如果是PCU50,要将显示器后面的硬盘开关拨到ON的位置。
上电之后先安装HMI 软件。
软件拷贝到E盘三:上电➢(1) 上电之前请将数控系统的热控断开,MCP和OPI面板上的24V电源拔掉,以免由于接线错误造成器件烧坏。
➢(2) 上电之后检查供给数控系统的电压是否为380V,MCP和OPI面板的电源是否为直流24V,且正负极性正确。
➢(3) 如果2正确,断电,合上热控,MCP和OPI面板的直流电源插上,上电调试。
四:PLC,NC总清1、NC总清步骤:➢(1)将NC启动开关S3→“1”:➢(2)启动NC,如NC已启动,按复位按钮S1:➢(3)待NC启动成功,七段显示器显示“6”或者“b”,将S3→“0”;这时H1(左列)显示灯“+5V”显示绿灯,NC总清执行完成。
即:将S3置于1位置后,按下复位按钮S1,待七段码管显示“6”或者“b”后,将S3置于0位置。
NC总清后,SRAM内存中的内容被全部清掉,所有机器数据被预置为缺省值。
840DSL系统恢复
第4)步: STOP灯亮红色,RDY 灯亮橙色
第6)步: RUN灯亮红色, RDY灯绿色闪烁, LED显示为6
5
回装CF卡备份
在E1、E2关断情况下插入备份的*.tgz的启动盘(USB),E2 上电执行下列步骤
当HMI面板显示“press any key to continue”后,E2断电,拔出启动盘后重启系统
二
三
3
总清NC和PLC
A- 目前桁架NCU在 2)处只能从新上电E2,RESET 键无法完成总清 B- 4)和 5)之间最好是做一次 RESET C- 6)必须确认RUN灯持续亮绿色和RDY灯亮绿色或者绿橙闪烁,
000否则总清失败,需要重复2)- 5)步骤
4
总清NC和PLC
第3)步: RDY灯亮绿色,STOP 灯闪烁,SF灯亮红 色,LED显示为 5
!!!若CF卡备份为最新状态,则不需要做下 一步系列备份,直接重启系统即可
6
回装NC、PLC、DP等系列备份
• 若不能确定之前 的CF卡备份为最 新备份,请再次 总清NC和PLC • 回装步骤见右图
7
我们出错的地方
• 没有真正完成对NC的总清, 导致回装CF 卡备份时报错-LED灯显示 F; • 回装CF之前没有做NC、PLC总清,导致无 法完成CF卡回装;
8
需要反思的地方
• 设备资料熟悉和消化不够,不能正确的用于实际 情况 • 没有及时完成系统的NC、PLC、DP等系列备份和 CF卡备份(在有程序或者参数更改之后)
9
10
Fox Block OP190G 系统恢复
CAFEP ME 2014 June
1
设备故障描述
• 设备开机后出现PLC连接通讯故障—— “waiting for HMI”, 桁架机械手无法启动 • 回装系列备份无效
840DNCPLC总清步骤

840DNCPLC总清步骤1.断电:在进行任何维护或维修操作之前,首先确保断开机床的电源,并用断路器或断路器线夹将其锁定,以防止电源重新连接。
2.准备工具:收集所需的工具,如螺丝刀、扳手、线切割器等。
3.检查安全:在开始总清过程之前,确保所有安全门、警示灯、急停按钮和其他安全装置都处于正常工作状态。
4.清除外部干扰:使用清洁剂和软布清洁机床表面、控制面板和连接线,以去除尘埃、油污或其他污垢。
5.检查电缆连接:检查所有电缆连接是否紧固,插头是否松动或生锈。
如果发现问题,请重新连接或更换连接。
6.检查电源:检查电源线和插座是否完好无损,并确保电源线没有裸露的导线或损坏的外皮。
7.检查电源滤波器:检查电源滤波器是否清洁,并清除滤波器上的尘埃和污垢。
8.检查空气滤清器:如果机床使用空气压缩系统,请检查空气滤清器是否干净,并清除滤清器上的尘埃和污垢。
9.检查冷却系统:检查冷却系统的管道和冷却器是否有堵塞或泄漏。
如果发现问题,及时修理或更换损坏的部件。
10.检查润滑系统:检查润滑系统的油量和油质是否合适。
如果需要,添加或更换润滑油。
11.检查传感器:检查机床上的所有传感器是否工作正常。
如果发现故障传感器,请及时更换。
12.故障排除:如果在进行总清过程中发现任何故障或问题,请根据机床的说明书或相关技术人员的建议进行适当的故障排除。
13.联机测试:在确定所有维护和清洁工作都已完成之后,重新连接电源,并进行联机测试,确保机床和控制系统正常工作。
14.归档记录:及时记录所有的维护和维修工作,包括维护日期、维护内容和使用的工具。
这些记录对于后续的维护和故障排除工作非常有帮助。
总清过程可能因机床类型和制造商而异。
在进行总清之前,请务必阅读机床的操作手册并遵循制造商的建议和指导。
这样可以确保正确和安全地进行总清工作,延长机床的使用寿命并保持其良好的性能。
NC,PLC 总清与传输
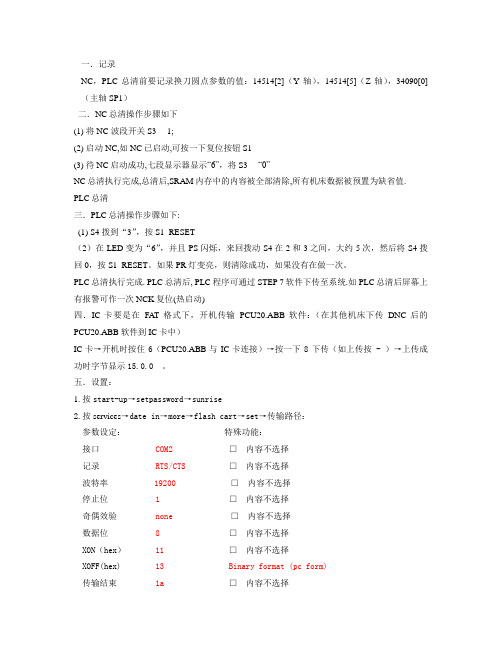
一.记录NC,PLC 总清前要记录换刀圆点参数的值:14514[2](Y轴),14514[5](Z轴),34090[0](主轴SP1)二.NC总清操作步骤如下(1) 将NC 波段开关S3 ---1;(2) 启动NC,如NC已启动,可按一下复位按钮S1(3) 待NC启动成功,七段显示器显示“6”,将S3 ---“0”NC总清执行完成,总清后,SRAM内存中的内容被全部清除,所有机床数据被预置为缺省值. PLC总清三.PLC总清操作步骤如下:(1) S4 拨到“3”,按S1 RESET(2)在LED变为“6”,并且PS闪烁,来回拨动S4在2和3之间,大约5次,然后将S4拨回0,按S1 RESET。
如果PR灯变亮,则清除成功,如果没有在做一次。
PLC总清执行完成. PLC总清后, PLC程序可通过STEP 7软件下传至系统.如PLC总清后屏幕上有报警可作一次NCK复位(热启动)四.IC卡要是在FAT格式下,开机传输PCU20.ABB软件:(在其他机床下传DNC后的PCU20.ABB软件到IC卡中)IC卡→开机时按住6(PCU20.ABB与IC卡连接)→按一下8下传(如上传按 - )→上传成功时字节显示15.0.0 。
五.设置:1. 按start-up→setpassword→sunrise2.按services→date in→more→flash cart→set→传输路径:参数设定:特殊功能:接口 COM2 □内容不选择记录 RTS/CTS □内容不选择波特率 19200 □内容不选择停止位 1 □内容不选择奇偶效验none □内容不选择数据位 8 □内容不选择XON(hex) 11 □内容不选择XOFF(hex) 13 Binary format (pc form)传输结束 1a □内容不选择Save setting(存储设定)六. 传输1.按services→date in→more→flash cart→先选择NC→记录字节1657344KB→START→□二项内容不选择→ok→ok→观察NC字节1657344KB是否全部输入→完成后将自动返回NC→选择PLC→记录字节520704KB→□二项内容不选择→ok→ok→观察PLC字节520704KB是否全部输入→完成后将自动返回PLC。
SIEMENS 840D NC与PLC之间的数据通讯

摘要:文章针对SIEMENS 840D NCU与PLC之间数据通讯的实现方法进行详细的说明,包括FB2/FB3、FC21的应用技术,并配合相应的举例。
关键词:840D 数据交换FB2 FC21 NC_var selectorData exchange between NC and PLC for SIEMENS 840DHU Guoqing(Wuhan Huazhong Automation Technology Devolopment Ltd.,Wuhan 430077,CHN)1.前言在数控系统调试过程中,经常需要在NC、PLC之间进行数据交换,以使整个系统都在程序控制之中,作为当今世界优秀的高端数控产品代表SIEMENS 840D,它提供了先进的通道和技术支撑,使你可以轻松地实现数据的畅通交换。
笔者根据工作过程中积累的设计与编程经验,在此就这个主题与同行探讨。
经常使用的数据交换包括M代码、T代码、H/F功能传输以及840D系统提供的功能强大的接口信号,不需叙述。
在这里只是针对一些专用数控功能应用时需用到的数据交换方法进行较详细的说明。
2.PLC读/写NC参数/变量在进行数控铣镗床滑枕低头补偿或刀库定位控制编程时,都需要用到PLC读/写NC参数或变量。
SIEMENS的8x0D toolbox中提供了FB2(GET)/FB3(PUT)功能块程序,结合使用配套的NC_var Selector软件就可实现此项功能。
其中FB2用于读取NC变量(包括MD参数和NC内部变量),FB3用于写NC变量。
2.1 NC_var Selector的使用对于读取的NC变量,应先使用NC_var Selector软件选择所需的变量,最终建立一个AWL源文件。
下面就以Ver6.4版为例说明其使用步骤:首先建立一个新的Project,在库文件打开框中根据需要选择ncv_NcData.mdb(读取NC参数)或者ncv_611d.mdb(读取611D驱动参数)等。
840D调试简明步骤(DYS)
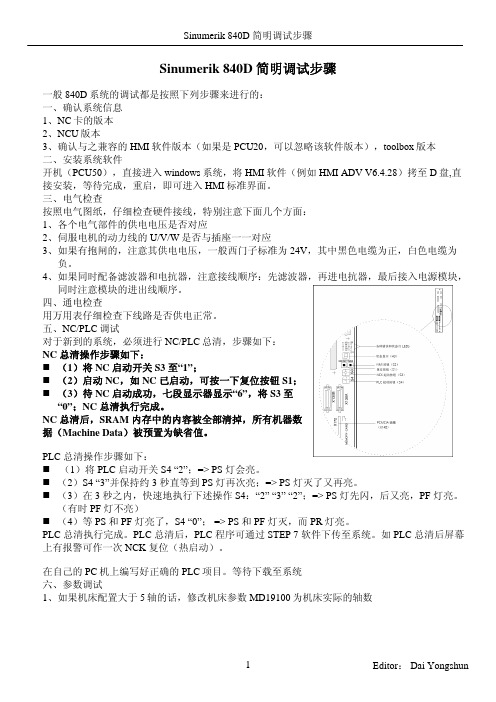
Sinumerik 840D 简明调试步骤一般840D系统的调试都是按照下列步骤来进行的:一、确认系统信息1、NC卡的版本2、NCU版本3、确认与之兼容的HMI软件版本(如果是PCU20,可以忽略该软件版本),toolbox版本二、安装系统软件开机(PCU50),直接进入windows系统,将HMI软件(例如HMI ADV V6.4.28)拷至D盘,直接安装,等待完成,重启,即可进入HMI标准界面。
三、电气检查按照电气图纸,仔细检查硬件接线,特别注意下面几个方面:1、各个电气部件的供电电压是否对应2、伺服电机的动力线的U/V/W是否与插座一一对应3、如果有抱闸的,注意其供电电压,一般西门子标准为24V,其中黑色电缆为正,白色电缆为负。
4、如果同时配备滤波器和电抗器,注意接线顺序:先滤波器,再进电抗器,最后接入电源模块,同时注意模块的进出线顺序。
四、通电检查用万用表仔细检查下线路是否供电正常。
五、NC/PLC调试对于新到的系统,必须进行NC/PLC总清,步骤如下:NC 总清操作步骤如下:(1)将NC 启动开关 S3 至“1”;(2)启动NC,如NC 已启动,可按一下复位按钮S1;(3)待NC 启动成功,七段显示器显示“6”,将S3 至“0”;NC 总清执行完成。
NC 总清后,SRAM 内存中的内容被全部清掉,所有机器数据(Machine Data)被预置为缺省值。
PLC 总清操作步骤如下:(1)将PLC 启动开关S4 “2”;=> PS 灯会亮。
(2)S4 “3”并保持约3 秒直等到PS 灯再次亮;=> PS 灯灭了又再亮。
(3)在3 秒之内,快速地执行下述操作S4:“2” “3” “2”;=> PS 灯先闪,后又亮,PF 灯亮。
(有时PF 灯不亮)(4)等PS 和PF 灯亮了,S4 “0”; => PS 和PF 灯灭,而PR 灯亮。
PLC 总清执行完成。
PLC 总清后,PLC 程序可通过STEP 7 软件下传至系统。
NC与PLC总清步骤
NC与PLC总清步骤NC(Numerical Control)与PLC(Programmable Logic Controller)是现代工业中常用的控制器,它们可以实现机械设备自动化和智能化。
下面将分别介绍NC与PLC的总清步骤。
NC总清步骤:步骤一:确定需求;在开始使用NC控制器之前,首先需要明确机械设备的控制需求。
这包括设备的运动轴数、运动方式、运动速度、定位精度等。
步骤二:设计数控系统;根据需求,设计数控系统的结构和功能。
包括选择合适的数控设备类型、数量,设计电气连接图、操作界面布局等。
步骤三:编写数控程序;根据机械设备的工艺流程和动作要求,编写数控程序。
数控程序通常使用G代码进行描述,包括工具轨迹、工作速度、刀具半径补偿、实际切削条件等。
步骤四:设置数控参数;根据具体设备和加工要求,设置数控系统的参数。
包括工件坐标系、刀具补偿、进给速度、快速移动速度等。
步骤五:测试与调试;将编写好的数控程序加载到数控设备中,进行测试与调试。
验证程序的正确性、机械设备的运动是否准确、性能是否满足需求等。
经过测试与调试,并确保设备能够正常运行后,即可投入生产。
此时,操作人员只需要输入加工的工艺参数,数控设备会按照设定的程序自动完成加工操作。
PLC总清步骤:步骤一:确定控制需求;在开始使用PLC控制器之前,首先需要明确机械设备的控制需求。
这包括设备的开关、感应信号、运动方式、控制逻辑等。
步骤二:设计控制系统;根据需求,设计控制系统的硬件和软件。
包括选择合适的PLC设备、传感器、执行元件等,设计输入输出模块,设计逻辑控制程序等。
步骤三:编写控制程序;根据机械设备的工艺流程和控制逻辑,编写PLC的控制程序。
PLC的控制程序通常采用类似于梯形图的编程语言,包括输入输出的逻辑关系、状态转换、计数、定时等。
步骤四:选择和配置输入输出模块;根据控制需求,选择合适的输入输出模块,并进行配置。
输入模块负责接受传感器信号,输出模块负责控制执行元件的动作。
840D操作
一、一.840D系统操作l SINUMERIK840D/810D或SINUMERIK FM-NC是机床的CNC控制系统,可以通过CNC控制系统的操作面板执行下列基本功能:·开发和修改零件程序·执行零件程序·手动控制·读入/读出零件程序和数据·编辑程序数据·报警显示和取消报警·编辑机床数据·在一个MMC或几个MMC之间或一个NC或几个NC之间建立通信链接(M:N,m-MMC装置和n-NCK/PLC装置)用户接口包括:·显示元件,如监测器,LED等;·操作元件,如键,开关,手伦等。
ql 840D系统具有数控机床具有的自动、手动、编程、回参考点、手动数据输入等功能。
·手动:手动主要用来调整机床,手动有连续手动和步进手动,有时为了需要走特定长度时,可以选择变量INC方式,输入要运行的长度即可.·自动: 840D的程序一般来讲是在NCK的RAM里执行,所以对MMC103或PCU50来讲,需要先把程序装载到NCK里,但对于特别长的程序,可以选择在硬盘里执行,具体操作方法为:选择加工,程序概要,用光标选择要执行的程序,选择从硬盘执行既可.在自动方式下,如果MMC装有SINDNC软件,还可以从网络硬盘上执行程序.·MDA: MDA跟自动方式差不多,只是它的程序可以逐段输入,不一定是一个完整的程序,它存在NCK里面一个固定的MDA缓冲区里,可以把MDA缓冲区的程序存放在程序目录里,也可以从程序区里调程序到MDA缓冲区来.·REPOS:重定位功能,有时在程序自动执行时需要停下来把刀具移开检测工件,然后接着执行程序,需要重定位功能,操作方法是在自动方式下暂停程序执行,转到手动,移开相应的轴,要重新执行程序时,转到重定位方式,按相应的轴移动按钮,回到程序中断点,按启动键程序继续执行.注意在这个过程中不能按复位键.·程序模拟:840D支持在程序正式运行前进行图形模拟,以减少程序的故障率,但由于MMC系统的不同,模拟的方法不一样,在MMC103上,程序模拟完全在MMC上执行,故模拟中不会对NCK产生影响,但在MMC100.2上,程序模拟在NCK里面执行,与程序实际执行情况一样,因此在模拟前务必要选择程序测试,如果还要提高模拟速度,还可以选择空运行.二.系统的连接与调试(一)硬件的连接1. SINUMERIK810D/840D系统的硬件连接从两方面入手:]其一,根据各自的接口要求,先将数控与驱动单元,MMC,PLC三部分分别连接正确:(1)源模块X161种9,112,48的连接;驱动总线和设备总线;最右边模块的终端电阻(数控与驱动单元)。
西门子840D数控系统调试--双清--并配置参数
上电之前的准备一:将NCK主板卸下,检查NCK主板上的电池是否正确安装。
正确安装之后将NCK主板安装到NCU盒上。
二:外围线路的连接(1) 每根轴的动力线,编码器反馈线是否正确安装(X411-轴1编码器,X422轴2编码器,动力线插口X轴对应A1口,Z轴对应A2口,2-AXIS)(2) 设备总线,直流母线等是否正确可靠连接。
(3) 3相电源进线连接是否可靠,U,V,W是否对应。
(4) SIMATIC线的连接(IM361接OUT口,NCK接X111口)(5) MPI线的连接(两头ON中间OFF)(6) MCP面板的节地址开关设置(810D面板的节地址为14,机床控制面板后面的S3开关(1-8) 依次设为OFF OFF ON ON ON ON OFF OFF;840D面板的节地址为6,机床控制面板后面的S3开关从左到右依次设为ON OFF ON OFF ON ON OFF OFF)(7) 如果是PCU50,要将显示器后面的硬盘开关拨到ON的位置。
上电之后先安装HMI 软件。
软件拷贝到E盘三:上电(1) 上电之前请将数控系统的热控断开,MCP和OPI面板上的24V电源拔掉,以免由于接线错误造成器件烧坏。
(2) 上电之后检查供给数控系统的电压是否为380V,MCP和OPI面板的电源是否为直流24V,且正负极性正确。
(3) 如果2正确,断电,合上热控,MCP和OPI面板的直流电源插上,上电调试。
四:PLC,NC总清1、NC总清步骤:(1)将NC启动开关S3→“1”:(2)启动NC,如NC已启动,按复位按钮S1:(3)待NC启动成功,七段显示器显示“6”或者“b”,将S3→“0”;这时H1(左列)显示灯“+5V”显示绿灯,NC总清执行完成。
即:将S3置于1位置后,按下复位按钮S1,待七段码管显示“6”或者“b”后,将S3置于0位置。
NC总清后,SRAM内存中的内容被全部清掉,所有机器数据被预置为缺省值。
2、 PLC总清步骤:(1)将PLC启动开关S4→“2”;=>PS灯会亮。
840D调试步骤及部分注意点
调试步骤及说明:1.将PCU硬盘旋钮旋至OPERATING位置,激活硬盘。
2.如系统未装HMI界面,通过USB将HMI界面安装软件传入系统,并安装。
3.进入HMI界面后,进入菜单-调试---HMI---选择中文。
4.如驱动启动后,NCU状态灯显示为3(或者无法总清,有可能PC卡中未写入软件),PC卡为空卡,通过CardWare写入软件(电脑必须标配PC 卡插槽,否则软件无法使用),然后安装对应版本的工具盘(PLC库文件)。
5.插入PC卡后,进行NCK和PLC总清,最上面两个绿灯亮后,总清完成。
6.接下来可以通过适配器将电脑连接NCU进行PLC编辑调试了。
7.参数14504、14506、14508(分别对应14510、14512、14514的个数)可先设好以备PLC使用。
8.PLC初步调试后,开始配置驱动器,进入菜单-调试---驱动配置---选择功率模块(主轴为ARM,进给轴为SRM)。
激活轴参数30130和30200、30240、38000(螺距补偿最大点数,此参数一定要先设好,如果后设此参数的话,内存要重新分配,驱动数据和加工程序等会丢失)后NCK重启即可配置驱动数据,进入菜单-调试---驱动数据---电机控制器---电机选择…9.各个轴动作后,如配的是西门子的迷你手轮,手轮摇时,界面轴+-交替变换,脉冲不正常时,可将手轮盒内前四个短接片断开试试(参见DoconCD)。
VB27000012可监控手轮脉冲。
10.轴自动优化,在调试---最佳化测试---自动控制设置,不带PLC,监控:激活,上限:200,下限:-200,上限和下限的数值在绝对位置两边,设置方式:速度控制器:标准设置,Z轴优化时抱闸要打开11.如何进入Windows 界面,开机后当画面出现840D POWERLINE右下角有V08-06-00-02这样的版本号时,马上按数字3,选择DESKTOP在对话框内输入NAME: AUDUSER、PASSWORD: SUNRISE 切换到OK 12.报警文本:系统F:\dh\mb.dir\myplc_(中文)---myplc_(英文) 在电脑中编辑时将后缀com改为txt格式,然后再改为com传回到系统中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
840D NC-PLC 总清
通电,调试
• MCP:在PLC启动过程中,MCP上的所有灯是不停地闪烁的。
一旦PLC成功启动,且基本程序装入则只有在OB1中调用FC19或FC25,那么MCP上的灯不再闪烁,此时MCP即可以使用。
• DRIVE SYSTEM:只有NC,PLC和PCU都正常启动后,最后考虑启动驱动系统。
首先必须完成驱动的配置,对于PCU20,需借助于“SIMODRIVE 611D”Start—up Tool软件,而PCU50可直接在OP010 上做。
然后用PLC处理相应信号即可。
这样,系统再启动后,SF灯应灭掉。
NC和PLC总清
由于是第一次通电,启动,所以有必要对系统作一次总清或总复位。
1 NC总清
NC总清操作步骤如下:
(1)将NC启动开关 S3 →“1”;
(2)启动NC,如NC已启动,可按一下复位按钮S1;
(3)待NC启动成功,七段显示器显示“6”,将S3→ 0”;NC总清执行完成。
NC总清后,SRAM内存中的内容被全部清掉,所有机器数据(Machine Data)被预置为缺省值。
2 PLC总清
PLC总清操作步骤如下:
(1)将PLC启动开关S4 →“2”;=> PS灯会亮。
(2)S4→“3”并保持约3秒直等到PS灯再次亮;=> PS 灯灭了又再亮。
(3)在3秒之内,快速地执行下述操作S4:“2”→“3”→“2”;=> PS灯先闪,后又亮,PF 灯亮。
(有时PF灯不亮)
(4)等PS和PF灯亮了,S4→“0”; => PS和PF灯灭,而PR灯亮。
PLC总清执行完成。
PLC总清后,PLC程序可通过STEP 7软件下传至系统。
如PLC总清后屏幕上有报警可作一次NCK复位(热启动)。
3.NC和PLC同时总清
(1)将NC启动开关 S3→“1”;将PLC启动开关S4 →“3”;=> PS灯会亮
(2)S4→“3”并保持约3秒直等到PS灯再次亮;=> PS 灯灭了又再亮。
(3)在3秒之内,快速地执行下述操作S4:“3”→“2”→“3”(4到5次反复);=> PS灯先闪,后又亮,PF灯亮。
(有时PF灯不亮)
(4)按一下复位按钮S1;等PS和PF灯亮了(显示数字6),将S3→ 0S4→“0”; => PS和PF 灯灭,而PR灯亮。
2.3 PLC调试
在执行完PLC总清后即可进入PLC调试,SIUMERIK 810D /840D的PLC部分使用的是SIMATIC S7-300。
故而,PLC的调试软件为STEP 7,借助外部计算机或程编器(PG)来对PLC程序进行修改和传输。
(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)。