聚丙烯泡沫塑料的成型
塑料材料-聚丙烯(PP)的基本物理化学特性及典型应用介绍
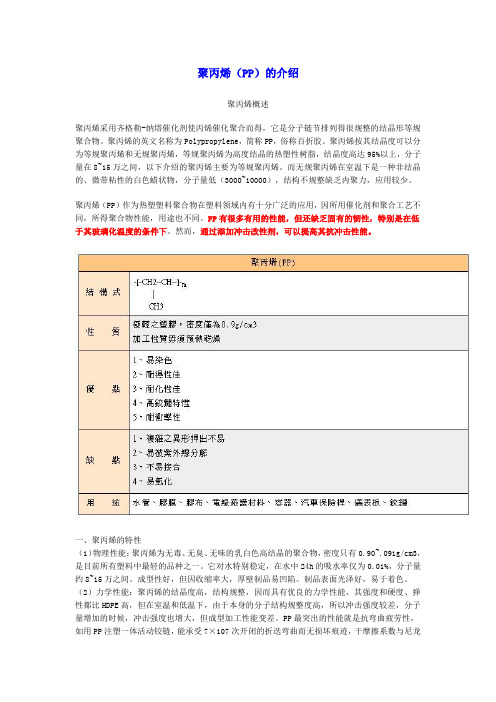
聚丙烯(PP)的介绍聚丙烯概述聚丙烯采用齐格勒-纳塔催化剂使丙烯催化聚合而得,它是分子链节排列得很规整的结晶形等规聚合物。
聚丙烯的英文名称为Polypropylene,简称PP,俗称百折胶。
聚丙烯按其结晶度可以分为等规聚丙烯和无规聚丙烯,等规聚丙烯为高度结晶的热塑性树脂,结晶度高达95%以上,分子量在8~15万之间,以下介绍的聚丙烯主要为等规聚丙烯。
而无规聚丙烯在室温下是一种非结晶的、微带粘性的白色蜡状物,分子量低(3000~10000),结构不规整缺乏内聚力,应用较少。
聚丙烯(PP)作为热塑塑料聚合物在塑料领域内有十分广泛的应用,因所用催化剂和聚合工艺不同,所得聚合物性能,用途也不同。
PP有很多有用的性能,但还缺乏固有的韧性,特别是在低于其玻璃化温度的条件下。
然而,通过添加冲击改性剂,可以提高其抗冲击性能。
一、聚丙烯的特性(1)物理性能:聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0.90~.091g/cm3,是目前所有塑料中最轻的品种之一。
它对水特别稳定,在水中24h的吸水率仅为0.01%,分子量约8~15万之间。
成型性好,但因收缩率大,厚壁制品易凹陷。
制品表面光泽好,易于着色。
(2)力学性能:聚丙烯的结晶度高,结构规整,因而具有优良的力学性能,其强度和硬度、弹性都比HDPE高,但在室温和低温下,由于本身的分子结构规整度高,所以冲击强度较差,分子量增加的时候,冲击强度也增大,但成型加工性能变差。
PP最突出的性能就是抗弯曲疲劳性,如用PP注塑一体活动铰链,能承受7×107次开闭的折迭弯曲而无损坏痕迹,干摩擦系数与尼龙相似,但在油润滑下,不如尼龙。
(3)热性能:PP具有良好的耐热性,熔点在164~170℃,制品能在100℃以上温度进行消毒灭菌,在不受外力的,150℃也不变形。
脆化温度为-35℃,在低于-35℃会发生脆化,耐寒性不如聚乙烯。
(4)化学稳定性:聚丙烯的化学稳定性很好,除能被浓硫酸、浓硝酸侵蚀外,对其它各种化学试剂都比较稳定,但低分子量的脂肪烃、芳香烃和氯化烃等能使PP软化和溶胀,同时它的化学稳定性随结晶度的增加还有所提高,所以聚丙烯适合制作各种化工管道和配件,防腐蚀效果良好。
聚丙烯发泡最新研究进展

PP 来发泡,因为聚丙烯是结晶性塑料,熔点为164-170℃,达到熔点后粘度迅速下降,此时发泡会发生气体逃逸,PP 熔体无法包裹住气泡,从而导致泡孔塌陷,无法得到良好的发泡发泡制品。
要得到高质量的聚丙烯发泡制品,必须对聚丙烯进行改性,提高其熔体强度。
2国内外聚丙烯发泡材料的研究现状聚丙烯泡沫塑料市场前景广阔,可作为隔热材料应用于冰箱、空调、太阳能隔热层上;可作为缓冲材料应用于汽车内饰和汽车保险杠;可作为包装材料应用于家电、精密机械设备的减震包装上;作为降解材料可应用于一次性餐盒,这种餐盒在阳光照射15天后可降解粉化成粒状。
国外许多国家在20世纪70年代就开始研究聚丙烯发泡材料,目前国外只有少数几个国家能生产聚丙烯发泡,如美国、日本、德国、意大利等借鉴了Iniferter 法引发活性自由基聚合的反应原理,以“双二五”和Iniferter 四乙基秋兰姆(TETD )为引发剂在线性PP 体系中实现了链引发、链转移和链终止功能,采用这种方法在挤出机中实现了活性自由基聚合反应。
研究发现聚丙烯长支链的含量可以通过控制螺杆转速来调节。
挤出制备长支链型高熔体强度聚丙烯(LCB-HMSPP )熔体弹性较好,熔体强度明显提高,具有明显的应变硬化特征。
2.1.2定向聚合法定向聚合是制备LCB-HMSPP 最直接有效的方法。
ZhibinYe等人研究了不同交联组分用量对体系拉伸粘度的影响,研究发现体系中交联组分含量在0.3%时,体系表现出显著的应变硬化特征。
因此,也可尝试在线性聚丙烯中掺混少量交联组分制备高熔体强度聚丙烯。
2.1.4高能射线辐照法指PP 原料加入辐照敏化剂,在电子束或者钴源的作用下交联或支化,从而提高熔体强度。
BKrause ½ÌÊÚ£¬Í¨¹ýµÍ¼ÁÁ¿·øÕÕ·½·¨ÑÐÖƳöÁ˸ßÈÛÌåÇ¿¶È¾Û±ûÏ©¡£ÀûÓÃÕâÖÖ¾Û±ûÏ©·¢ÅÝ£¬·¢Åݱ¶ÂÊ¿ÉÒÔ´ïµ½8~25倍。
淀粉-聚丙烯泡沫塑料的研究

The St y o ar h p l pr p l n a s ud fSt c o y o y e e Fo m
Z NG u — ,L i HE J nl i IX n ,L u z o g IY —h n
( otw s r oy cncl nvri ,X’ 0 2 h ni hn ; 1N r et nP l eh ia U i sy in7 0 7 ,S a s,C i h e t e t a 1 a
d g a a in Th e r d to fsa c p lp o ye e f a r r a yt r u h t e a to fS n lg t h t O — e d t . e d g a ai n o tr h— o y r p l n o msa emo e e s h o g h cin o u i h , o , X r o
摘要 :聚苯乙烯泡沫塑料降解 困难 ,引起 了环境污染 ,不得不限制其使用 。聚乙烯泡沫塑料在 自然环 境中曝晒 ,在光 、热 、氧作用下能降解 ,但是其降解速度比聚丙烯泡沫塑料的低得多。而聚乙烯和聚丙烯
泡沫塑料均难于生物降解。淀粉一 聚丙烯泡沫塑料易于进行光、热、氧作用下的降解并且易于进行生物降 解 ,这对于环境保护有着重要的意义。本文介绍了淀粉一 聚丙烯泡沫塑料的配方和工艺情况。淀粉・ 聚苯烯 复合物在加入助剂的条件下 , 采用挤出发泡 的方法 ,可制得易于降解的泡沫塑料。 关键词 :淀粉一 聚丙烯泡沫塑料 ;降解 ;生物降解
Ke r s sa c — oy r p l n o ms d g a ai n; bo o ia e r d t n y wo d : tr h p l p ye e fa ; e d t o r o ilg c l g a a i d o
泡沫注塑成型工艺流程

泡沫注塑成型工艺流程一、泡沫注塑成型的基本概念泡沫注塑成型是一种将熔化的塑料(或其他材料)与气体混合注入模具,模具中气体通过发泡作用产生气泡,从而实现形成泡沫结构产品的成型工艺。
泡沫注塑成型可以生产轻质、坚固的产品,具有保温、隔音等优点,是一种广泛应用于家电、日用品、工艺品、玩具等领域的成型工艺。
二、泡沫注塑成型的工艺特点1. 支持多种材料泡沫注塑成型可以使用多种塑料材料,如聚丙烯(PP)、聚乙烯(PE)、聚氯乙烯(PVC)等,也可以使用一些特殊的材料,如聚苯乙烯(PS)、聚氨酯(PU)等,在生产中具有一定的灵活性。
2. 良好的成型效果泡沫注塑成型可以生产出表面光滑、坚固的产品,密度分布均匀,具有良好的成型效果。
3. 高效的生产速度泡沫注塑成型的生产速度较快,可以大批量生产产品,提高生产效率。
4. 低成本泡沫注塑成型的材料成本相对较低,且生产工艺简便,成本较低。
5. 环保泡沫注塑成型工艺中所使用的材料可以回收再利用,较为环保。
三、泡沫注塑成型的工艺流程泡沫注塑成型工艺主要包括原料准备、模具制备、注塑成型、脱模及后续加工等环节。
1. 原料准备首先是准备泡沫注塑成型所需的原料,根据产品的要求选择合适的塑料材料,将原料进行加工、熔化等处理,以备后续的注塑成型使用。
2. 模具制备接着是进行模具的制备工作,根据产品的尺寸、形状要求设计并制造模具,模具中可以设置成型腔、发泡室、进气口等部位,以保证产品形状的准确和产品内部气泡的均匀。
3. 注塑成型制备完成的模具放置在注塑机上,将预热好的原料通过加热筒加热熔化,同时通过注射装置将气体与熔化的原料混合注入模具中,气体在模具内部发生发泡作用,产生气泡,最终形成产品的外形。
4. 脱模产品成型后,进行脱模处理,将成型的产品从模具中取出,注意脱模过程中不要损坏产品表面。
5. 后续加工部分产品需要进行后续的加工处理,例如去除产品表面的毛刺、修饰产品表面等,最终形成成品。
以上就是泡沫注塑成型的基本工艺流程,整个过程需要经过严格的控制和操作,才能够保证成型产品的质量和生产效率。
PP_超临界CO_2连续挤出发泡成型_王明义

作者简介
王 明义 ,
年生 , 副教授 , 博士 ,
年毕
业 于华南理 工大学机 械设计 及理论 专业 , 主要从 事 高分
子 材料成 型加 工及 微孔 发 泡成 型方 面 的研 究 。 联 系 电
话 一 盯 、 。
合
成
树
脂
及
塑
料
年第
卷
算得 到 。
产 , 乃 一 , 乃 切、 砂
结果与讨 论
差 示扫描最热 法分析
一 型平板硫化机 , 美 国奥 兰多 司生 产
机组 ,螺杆直径为
一 一
公 司生 产
型单螺杆 挤 出发泡
见文献
型差示 扫描量热 型扫描 电子显
时 , 气体不 再渗透到聚合 物中 , 试样 的质量不再 变
仪 ,美 国
公 司生 产
化 , 此 时天 平 的读数记 作
,乃
为压 力 。 因
可 由式 计
微 镜 , 日本 日立 公 司 生 产 。
式中
叽为
的密度 , 可由磁悬 浮天平 测得 叽
取 一
的
一 放 置 密封 铝盘 中 ,
气
为试样容器及连接装置的体积
是纯聚合物在
氛。 先将试样 以
℃
从
℃ 升温至
℃,
压力为尸、 温度为 时的体积
得到表 观溶解 度 【 见式
表观溶解度
为聚合物溶解气
的影 响 , 就可
保温
至
而 以消除热历史 , 然后以
℃ , 再 次升 温 到
℃时 , 制备了孔径为
关键词 聚丙烯
中图分类号
一 协 , 泡孔密度为
发泡 挤出
文 献标 识 码
发泡聚丙烯的生产流程

发泡聚丙烯的生产流程
发泡聚丙烯是一种轻质、耐用的泡沫塑料材料。
它具有优异的绝缘性能、化学稳定性和机械强度,因此被广泛应用于建筑、包装、交通工具等领域。
那么,发泡聚丙烯的生产流程是怎样的呢?
首先,发泡聚丙烯的制备需要聚丙烯颗粒作为原料。
这些颗粒会先被送入加热器中进行预热,使其达到熔融状态。
接下来,熔融聚丙烯会被注入一个发泡剂的喷射器中。
这个喷射器中的发泡剂会在高温高压下分解,产生大量的气体。
这些气体会在聚丙烯中形成许多小气泡,从而使聚丙烯体积膨胀,变成一种泡沫塑料。
然而,单纯的聚丙烯泡沫材料并不具有足够的结构强度和稳定性,因此我们需要添加一些稳定剂和增强材料来加强其性能。
比如,我们可以添加一些叫做“聚酰胺”或“环氧化合物”的材料,以增加泡沫材料的结构强度和耐腐蚀性。
最后,泡沫材料会被送入一个冷却器中进行冷却,这样就可以让其逐渐固化成为一个坚硬、稳定的泡沫塑料块了。
这些泡沫塑料块可以用来制造各种各样的产品,比如隔音板、绝缘材料、包装材料等。
需要注意的是,发泡聚丙烯的生产流程中使用的发泡剂通常是属于氟
利昂等氟化物类化合物,这些化合物早在上世纪就被证明可以对大气层中的臭氧层造成破坏。
因此,现在的工厂一般会采用绿色环保的替代发泡剂来制造泡沫材料,以减少对环境的污染。
聚丙烯泡沫塑料的成型、性能及其应用

料 制 品 的 制造 工 序 , 特 点 是 产 量 高 、 量 好 , 别 适 其 质 特
用 于 形 状 比较 复 杂 、 寸 精 度 要 求 较 高 的 制 品 。影 响 尺 注 射成 型 泡 沫 塑 料 制 品 质 量 的 主 要 有 材 料 配 方 、 型 成 设 备 及 工 艺 条 件 三 个 因 素 。 在 材 料 配 方 和 成 型 设 备 确 定 后 , 定 制 品性 能 的 主 要 因 素 是 工 艺 条 件 。 压力 、 决 温 度 和 时 间 是 最 重 要 的工 艺 条 件 。 聚合 物 熔 体 中 所 溶 解 的气 体 能 否 游 离 出 来 形 成 气 泡 , 体 中 已形 成 的 气 泡 熔 能 否稳 定 , 两 点 与 熔 体 压 力 密 切 相 关 , 为 熔 体 的 压 这 因
领 域 获得 了 广 泛 应 用 , 制 作 各 种 座 垫 、 垫 、 垫 、 如 衬 床 梳 芯 、 温 隔 热 材料 、 装 材 料 、 保 包 防撞 防 震 材 料 、 饰 材 料 装 及 建 筑 材 料 等 。 随 着 人 们 对 泡 沫 塑 料认 识 的进 一 步 加 深 , 的 品 种 将 不 断 地 被 开 发 出 来 , 应 用 范 围将 进 一 新 其 步得到拓展 。近年来 , 沫 塑料 的发 展很 快 , 美 国、 泡 在 日本 、 洲 等 国家 和 地 区 , 论 是 产 量 还 是 品种 都 在 迅 欧 无 速 增 加 。 已 实 现 工 业 化 生 产 的 泡 沫 塑 料 有 聚 苯 乙 烯 (s 、 氯 乙 烯 (V 、 氨 酯 ( U 、 B 、 醛 、 P )聚 P C) 聚 P R) A S 酚 脲 醛 、 氧 树 脂 、 碳 酸 酯 ( C) 。 聚 丙 烯 ( P 性 能 较 环 聚 P 等 P) 好 , 格 低 廉 , 过 物 理 或 化 学 发 泡 可 以制 得 P 价 通 P泡 沫 塑 料 , 18 自 9 2年 J P公 司 首 先 开 发 成 功 P S P泡 沫 塑 料 以来 , 目前 在 世 界 范 围 内 已有 J P B S 、 E I E 等 S 、 A F G FN X
聚丙烯发泡片材的热成型性研究

维普资讯
现 代 塑 料 加 工 应 用 Mo e Pat sP oes ga dAp lai s d m l i rcsi n pi t n sc n c o
第 1 4卷 第 5期
20 0 2年 1 0月
聚 丙 烯 发 泡 片 材 的 热 成 型 性 研 究
片 材 可 以直 接 用 来 生 产 各 种 汽 车 内饰 护 面 材 料 j 。 但 由于 P P树 脂 是 结 晶 型 树 脂 , 体 强 度 低 , 泡 壁 熔 气 强 度 不 够 , 后 加 工 过 程 中泡 孔 易 破 裂 成 为 开 孑 结 在 L 构 使 制 品外 观 不 良 , 法 使 用 。一 般 采 用 交 联 发 泡 无 的方 法 解 决 这 一 问题 , 交 联 方 法 具 有 工 艺 路 线 长 、 但 生 产 过 程 难 控 制 、 品难 回收 等 缺 点 。 因此 , 国对 产 我
表 1 2种 热 成 型 制 品 尺 寸 对 照 表
究采 用 化 学 发 泡 方 法 , 过 添 加 高 熔 体 强 度 的 支 化 通
P P树 脂 和 共 挤 出 等 方 法 生 产 P P发 泡 片 材 , 比 较 并 了 所 生 产 片材 的 热 成 型 性 。
1 试 验 部 分
张 玉 澎
( 京 燕 山 石 油 化 工 股 份 有 限公 司 塑 料 分 公 司 ,0 5 0 北 12 0 )
摘 要 : 究 比较 了 聚 丙 烯 发 泡 片 材 、 化 聚 丙 烯 改 性 发 泡 片 材 和 共 挤 出 发 泡 片 材 的 热 成 型 性 。结 果 表 明 , 支 化 聚 丙 烯 改 性 的 发 研 支 用 泡 片材热 成型 性较 佳 。
1 1 主 要 原 料 .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚丙烯泡沫塑料的成型、性能及其应用
以塑料为基本成分,通过物理或化学方法填充大量气泡,即可得到泡沫塑料。
与纯塑料相比,它具有密度小、比强度高、能量吸收能力强、隔音隔热性能好等一系列特点,已在交通运输、军工、航空航天、日用品等领域获得了广泛应用,如制作各种座垫、衬垫、床垫、梳芯、保温隔热材料、包装材料、防撞防震材料、装饰材料及建筑材料等。
随着人们对泡沫塑料认识的进一步加深,新的品种将不断地被开发出来,其应用范围将进一步得到拓展。
近年来,泡沫塑料的发展很快,在美国、日本、欧洲等国家和地区,无论是产量还是品种都在迅速增加。
已实现工业化生产的泡沫塑料有聚苯乙烯(PS)、聚氯乙烯(PVC)、聚氨酯(PUR)、ABS、酚醛、脲醛、环氧树脂、聚碳酸酯(PC)等。
聚丙烯(PP)性能较好,价格低廉,通过物理或化学发泡可以制得PP泡沫塑料,自1982年JSP公司首先开发成功PP泡沫塑料以来,目前在世界范围内已有JSP、BASF、GEFINEX等公司的多家工厂都在生产PP泡沫塑料,年销售量已达到数十万吨。
1 聚丙烯泡沫塑料的成型
根据泡沫塑料发泡成型中发泡动力的来源,一般可分为机械发泡、物理发泡、化学发泡三种类型。
机械发泡是借助于机械的强力搅拌,使气体均匀地混入树脂中形成气泡。
物理发泡则是借助于发泡剂在树脂中物理状态的改变,形成大量气泡。
化学发泡是依靠发泡剂发生化学变化时产生气体使树脂发泡。
PP发泡大多采用化学发泡,使用的发泡剂有偶氮二甲酰胺、偶氮二甲酸二异丙酯等;亦可使用氮气作物理发泡剂进行物理发泡。
泡沫塑料的发泡过程一般可以分为二个阶段:首先是在塑料熔体或液体中形成大量均匀、细密的气泡核,然后再膨胀成为所要求的泡体结构,最后固化定型将泡体结构固定下来,得到泡沫塑料。
PP泡沫塑料常用的成型方法有挤出、注塑及模压成型等。
挤出成型是泡沫塑料成型加工的主要方法之一,一般的异型材、板材、管材、膜片、电缆绝缘层等发泡制品都采用挤出成型。
挤出成型过程中可以采用物理发泡或化学发泡两种发泡方法。
物理发泡主要采用一些碳氟化合物及其混合物,以及其它的低沸点液体,另外,直接注入气体的物理发泡法也在PP泡沫塑料的挤出成型过程中得到应用。
影响挤出成型发泡的工艺参数主要包括:挤出压力、挤出温度、物料在挤出机中的滞留时间、口模轴向压力等。
一般来说,随着挤出压力的增加,泡孔尺寸减小,泡孔数量增加;高质量的发泡体只是在较窄的温度范围内才可能获得。
熔体温度越高,聚合物熔体强度越低,泡内的发泡压力就可能超过泡沫表面张力从而使泡体破裂。
必须根据特定的聚合物体系进行优化,确定一个适宜的发泡温度。
延长物料在挤出机内的滞留时间,会使气泡的数目增加。
注射发泡成型法属于一次成型法,可简化泡沫塑料制品的制造工序,其特点是产量高、质量好,特别适用于形状比较复杂、尺寸精度要求较高的制品。
影响注射成型泡沫塑料制品质量的主要有材料配方、成型设备及工艺条件三个因素。
在材料配方和成型设备确定后,决定制品性能的主要因素是工艺条件。
压力、温度和时间是最重要的工艺条件。
聚合物熔体中所溶解的气体能否游离出来形成气泡,熔体中已形成的气泡能否稳定,这两点与熔体压力密切相关,因为熔体的压力直接影响气体在熔体中的溶解度。
当熔体所受外界压力增加,气体在熔体中溶解度增加,熔体中过饱和气体量减少,气泡的半径减小。
压力的改变对熔体中气泡的增长或塌陷的影响非常敏感,通过控制压力来调节发泡过程是非常有效的。
聚合物的物理状态是温度的函数,确定适宜的温度,对发泡成型非常重要,与温度相关的主要工艺参数为料筒温度、模具温度。
-般来说,提高熔体的出口温度有利于气泡的增长,但如果熔体温度过高,不仅会导致聚合物降解,还会引起熔体粘度下降。
总的来说,熔体温度高,气泡直径增大,气泡数量减少。
制品的发泡倍数一般随模温的降低而下降,提高模温可以改善熔体在模具中的流动条件,还可以改善制品的表面质量,提高制品的发泡倍数。
但是冷却定型的时间将延长,不利于提高劳动生产效率。
注射速率对发泡制品的泡孔均匀性、发泡倍数及表面
质量都有较大的影响。
聚合物熔体高速充模,可以获得大小均匀的泡孔,提高注射速率可以明显增大制品的发泡倍数。
PP泡沫塑料还可以通过模压成型工艺成型制品,泡沫塑料的模压成型工艺可分为一步法和二步法。
一步法的发泡过程是一次性完成的,物料经配料混合后,模压成型坯,然后加热加压发泡制得泡沫塑料制品。
二步法的基本程序与一步法相似,一次发泡后,一部分发泡剂分解使物料部分发泡,随之冷却,趁热在常压下进行第二次发泡。
由于二步法发泡时物料的膨胀速率大大降低,发泡倍数可以加大。
具体的模压成型方法有多种,可视原材料的形成、制品的情况而定。
比较典型的一种方法是PP发泡粒子的模压熔结成型,先将闭孔的发泡PP加入模具中,压入气体,然后通入水蒸 气,使粒子熔融,形成制品。
BASP、公司的Neopolen P系列PP泡沫塑料典型的成型工艺包括五个步骤:
(1)充模将多孔的泡沫PP粒子输入模腔中,通过加压使多孔粒子压缩。
(2)成型模腔中的泡沫PP粒子经水蒸气加热,胀大并熔融。
根据泡沫PP粒子的品种来选择水蒸气的入口压力,一般控制在0.25-0.42MPa范围内。
(3)冷却定型为了保证制品脱模后不至于胀大或裂开,应冷却至适当的温度方能开模,脱模时间取决于PP泡沫塑料的密度及制品的壁厚。
(4)脱模制品通过机械方法或压缩空气脱模。
(5)后处理制品在80℃的环境中放置6h以上,进行热处理并除去所吸水分。
2 聚丙烯泡沫塑料的性能
BASF公司的Neopolen P系列泡沫塑料的粒子呈球状,以非交联闭孔为主要结构。
Neopolen P的制品质量轻,吸收冲击载荷的能力强,发生形变后回复率高,抗变形能力及变形后的回复与方向无关,吸水率低,耐腐蚀性好,耐热及隔热性强。
Neopolen P系列产品一般以粒子的形式供货,其密度为20-85kg/m3,不含氟利昂等有害发泡剂,可用于接触食物的场合,在一定的程度内可重复使用,干净的回收料可再次用于注塑或挤出。
JSP公司的PP泡沫塑料也不含氟利昂等有害发泡剂,可回收,质量轻,吸收冲击能量的能力优异,隔热、阻燃性和尺寸稳定性好,耐腐蚀性强。
GEFINEX化工有限公司的VESTOCELL系列PP泡沫塑料也不含氟利昂发泡剂,容易成型,在较宽的温度范围内均具有优良的冲击性能和良好的形状恢复能力,吸水率低,隔热及耐老化性能好,耐磨性及耐腐蚀性优良,材料可以回收。
3 聚丙烯泡沫塑料的应用
PP泡沫塑料在汽车制造业中可用作保险杆芯、侧护板、门内板吸能保护垫、缓冲垫、头梳、遮阳板、工具箱等。
作为包装材料可用于易碎物品和需防震的精密仪器的包装,使其在颠簸的运输过程中免遭损伤及破坏。
作为安全防护材料可用作各种安全头盔。
另外,还可作为保温、隔音效果好的建筑材料应用于建筑行业。
据不完全统计,美国1999年PP泡沫塑料的消耗量为3.5万t,欧洲为1.7万t,日本为1万t,亚洲其它国家为0.7万t。
JSP公司在世界各地建有多家生产PP泡沫塑料产品的工厂,其PP泡沫塑料产品在世界范围内占有很大的市场份额,在美国占有70%的市场,在欧洲占有40%的市场,在日本占有60%的市场,在亚洲其它国家占有50%的市场。
美国将JSP公司的PP泡沫塑料主要用来制造汽车零部件,1996年已有63种(其中通用29种、克莱斯勒13种、福特8种)PP泡沫塑料的汽车零件进入汽车零部件市场。
欧洲将JSP公司60%的PP泡沫塑料用于汽车零部件的制造,其余40%主要用于包装行业。
1996年采用PP泡沫塑料制造的汽车零部件有25种,其中奔驰3种、大众5种、欧宝6种。
日本使用JSP公司的PP泡沫塑料制造的汽车零部件达57种,其中尼桑17种、丰田15种、本田16种。
亚洲其它国家将JSP公司70%的PP泡沫塑料用于汽车零部件的制造,30%左右用于包装制品。