产品包装记录卡
合集下载
50.包装记录

2封口机
合计数量:
封口:装好的物品在封口机上封口,封口后检查封口质量,确认封口平整、严密,在封口处压生产日期、有效期、批号,需按指令要求先装好字头,检查封口温度、 封口速度等。
封口参数(封口温度: 传送带速度: )
塑料袋是否与生产指令上的批号一致
□符合规定□不符合规定
记录人:检验人:
封口参数(封口温度: 传送带速度: )□不符合规定
记录人:检验人:
包装记录
日期: 产品名称:编号:JL-SC-01050-1
产品批号
规格型号
生产前
确认
有无上次生产遗留物
□有□无
有无清场合格证
□有□无
内包记录
半成品名称
批号
领用数量
装袋数量
装袋人员
封口人员
使用设备
包装记录
日期: 产品名称:编号:JL-SC-01050-1
产品批号
规格型号
生产前
确认
有无上次生产遗留物
□有□无
有无清场合格证
□有□无
内包记录
半成品名称
批号
领用数量
装袋数量
装袋人员
封口人员
使用设备
1封口机
合计数量:
封口:装好的物品在封口机上封口,封口后检查封口质量,确认封口平整、严密,在封口处压生产日期、有效期、批号,需按指令要求先装好字头,检查封口温度、 封口速度等。
合计数量:
封口:装好的物品在封口机上封口,封口后检查封口质量,确认封口平整、严密,在封口处压生产日期、有效期、批号,需按指令要求先装好字头,检查封口温度、 封口速度等。
封口参数(封口温度: 传送带速度: )
塑料袋是否与生产指令上的批号一致
□符合规定□不符合规定
记录人:检验人:
封口参数(封口温度: 传送带速度: )□不符合规定
记录人:检验人:
包装记录
日期: 产品名称:编号:JL-SC-01050-1
产品批号
规格型号
生产前
确认
有无上次生产遗留物
□有□无
有无清场合格证
□有□无
内包记录
半成品名称
批号
领用数量
装袋数量
装袋人员
封口人员
使用设备
包装记录
日期: 产品名称:编号:JL-SC-01050-1
产品批号
规格型号
生产前
确认
有无上次生产遗留物
□有□无
有无清场合格证
□有□无
内包记录
半成品名称
批号
领用数量
装袋数量
装袋人员
封口人员
使用设备
1封口机
合计数量:
封口:装好的物品在封口机上封口,封口后检查封口质量,确认封口平整、严密,在封口处压生产日期、有效期、批号,需按指令要求先装好字头,检查封口温度、 封口速度等。
产品贴标包装记录
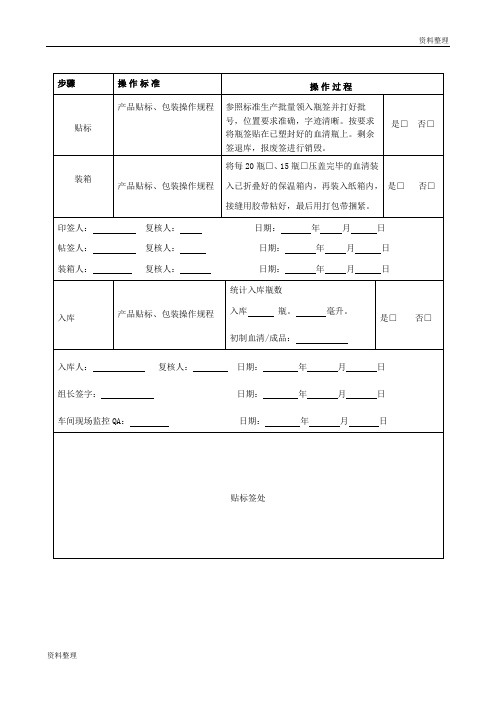
是□ 否□
印签人:复核人:日期:年月日
帖签人:复核人:日期:年月日
装箱人:复核人:日期:年月日
入库
产品贴标、包装操作规程
统计入库瓶数
入库瓶。毫升。
初制血清/成品:
是□ 否□
入库人:复核人:日期:年月日
组长签字:日期:年月日
车间现场监控QA:日期:年月日
贴标签处
步骤
操作标准
操作过程
贴标
产品贴标、包装操作规程
参照标准生产批量领入瓶签并打好批号,位置要求准确,字迹清晰。按要求将瓶签贴在已塑封好的血清瓶上。剩余签退库,报废签进行销毁。
是□ 否□
装箱
产品贴标、包装操作规程
将每20瓶□、15瓶□压盖完毕打包带捆紧。
印签人:复核人:日期:年月日
帖签人:复核人:日期:年月日
装箱人:复核人:日期:年月日
入库
产品贴标、包装操作规程
统计入库瓶数
入库瓶。毫升。
初制血清/成品:
是□ 否□
入库人:复核人:日期:年月日
组长签字:日期:年月日
车间现场监控QA:日期:年月日
贴标签处
步骤
操作标准
操作过程
贴标
产品贴标、包装操作规程
参照标准生产批量领入瓶签并打好批号,位置要求准确,字迹清晰。按要求将瓶签贴在已塑封好的血清瓶上。剩余签退库,报废签进行销毁。
是□ 否□
装箱
产品贴标、包装操作规程
将每20瓶□、15瓶□压盖完毕打包带捆紧。
外包装记录模板

每^装片(粒)
装说明书张
自检
合格盒
酗乍人
备注
格盒
解锻盒
抽查5件
创⅛件
不合格件
件件
实际入库件
Λ⅛单号:
5填写成品请验单,送至成品库待验区
检查情况
7目时尚:
蟠附真写
装颜量
SOP^而情况
工艺班执行情况
包装外观
质量
Qk
操作人:
外包装记录模板
品名规格批号操作人复核人_
烘干日期一年一月—日班次班操作室_
机器型号编号共1页第1页
指令
工艺参数
操作参数
备注
1包装设备清洁、完好
设备完好设备清洁ቤተ መጻሕፍቲ ባይዱ
口完好口不完好口清洁□未清洁
2包装容器具清洁、完好,容器外无原有的任何标记。
容器具完好
容器具清洁容器外原有的任何标记
口完好口不完好口清洁口未清洁口有口无
3包装室有上批清场合格证副本及生产指令
上批清场合格证副本生产指令
口有口无
口有口无
包装材料
名称
W4
说明书
□⅛格口可用
张
张
张
张
领料人
中盒
□⅛格口可用
个
个
个
个
纸箱
*格口可用
个
个
个
个
蝴人
彩盒
□⅛格口可用
个
个
个
个
半成品
片(粒)Z片(粒)
蟒
片(粒)
盒〜盒
盒
结料人
哂猥
□W口否
推腌交人
合格单号
殿单号
质朝S
格□w
4按包装SOP说亍操作
装说明书张
自检
合格盒
酗乍人
备注
格盒
解锻盒
抽查5件
创⅛件
不合格件
件件
实际入库件
Λ⅛单号:
5填写成品请验单,送至成品库待验区
检查情况
7目时尚:
蟠附真写
装颜量
SOP^而情况
工艺班执行情况
包装外观
质量
Qk
操作人:
外包装记录模板
品名规格批号操作人复核人_
烘干日期一年一月—日班次班操作室_
机器型号编号共1页第1页
指令
工艺参数
操作参数
备注
1包装设备清洁、完好
设备完好设备清洁ቤተ መጻሕፍቲ ባይዱ
口完好口不完好口清洁□未清洁
2包装容器具清洁、完好,容器外无原有的任何标记。
容器具完好
容器具清洁容器外原有的任何标记
口完好口不完好口清洁口未清洁口有口无
3包装室有上批清场合格证副本及生产指令
上批清场合格证副本生产指令
口有口无
口有口无
包装材料
名称
W4
说明书
□⅛格口可用
张
张
张
张
领料人
中盒
□⅛格口可用
个
个
个
个
纸箱
*格口可用
个
个
个
个
蝴人
彩盒
□⅛格口可用
个
个
个
个
半成品
片(粒)Z片(粒)
蟒
片(粒)
盒〜盒
盒
结料人
哂猥
□W口否
推腌交人
合格单号
殿单号
质朝S
格□w
4按包装SOP说亍操作
产品包装操作记录
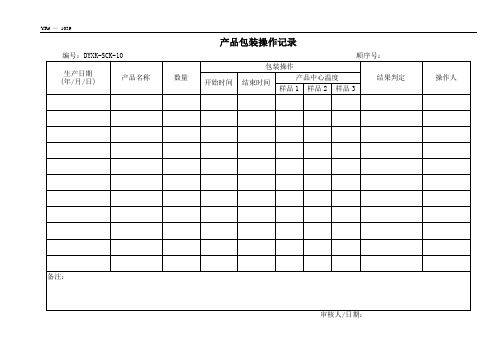
产品包装操作记录
填写说明:
1、本表用于包装车间包装操作记录。
2、记录编号、顺序号由记录印刷时统一印制。
3、表格内容:
(1)生产日期:填写包装生产日期。
(2)产品名称、数量:分别填写该批次包装产品的名称和数量。
(3)包装操作:
开始时间、结束时间:分别填写该批次产品开始包装和结束包装时间,具体到分。
产品中心温度:分别填写抽测的三个产品样品的中心温度。
(4)结果判定:填写对该批次产品质量卫生状况的判定。
如合格或存在XX问题。
(5)操作人:包装操作人员签名确认。
(6)备注:必要时记录其他异常情况。
(7)审核人:车间负责人签名确认。
化妆品灌包装作业记录表

产 前
4
生产所使用的内包材(瓶子、盖子、泵头、内盖)是否清 洗消毒干净,是否与本生产指令一致,并密封保存。
检 查
5 刀具、玻璃与脆性塑各作业点所使用的材料及工器具是否 到位。
7
生产所使用的包材(内盒、外盒、说明书、标签、纸箱 等)是否与生产指令一致,表面是否清洁干净。
XX有限公司
化妆品灌包装作业记录表
订单号: 产品批号:
产品名称: 产品编号:
灌装 包装
序号
检查项目
检查
不符合项目
生产所使用生产设备(封尾机、灌装机、助料泵、储料桶 1 等)、辅助设备(刮刀、加料勺等)是否清洗和消毒干
净,性能状态是否良好。
2 核对半成品色泽、香型、性状、数量是否正确。
3
生产所使用的各类文件(设备操作指导书、产品作业规范 等)及表单是否正确,并整齐摆放于指定位置。
检查人:
IPQC确认:
组长复核:
课长审核:
8 检查流水线上是否有与生产无关的物品。 备注:检查结果:合格:“√”,不合格:“X”并在不符合项目栏上注明不符合原因。※不合格的立即整改。
检查人:
IPQC确认:
半成品批号:
;灌装设备:
;包装设备:
;
半成品编号:
;设备编号:
;设备编号:
;
生产线号:
;设备温度/气压: ℃ Pa;灌装净含量:
ml/g;
产 2 生产之半制品、成品及不合格品。
线 清
3
生产所使用之设备及辅助设施是否清理,并按【清洗消毒 规范】进行清洗和消毒。
场 检
4
生产所使用的各类文件(产品作业规范指导书等)及表单 是否及时撤离现场。
查