SMT锡膏印刷检验标准
SMT印刷检验标准

文件编号版 本
A/0编制审核批准
第 1 页共 2 页发布日期修改日期
项目
判断标准项目
判断标准1、生产检验时必须遵循先印刷的先检验,先检验的先放入机器贴片,先贴片的先过炉,不可以先后次序调乱;以保证回流焊接的质量。
2、锡膏制程于常规情况下(温度:25℃ ±10 ;湿度:60℅±25)印刷锡膏后必须在60分钟内完成贴片,并于60分钟内完成回流焊接。
图例说明
图例说明
SMT印刷检验标准
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
其所印锡膏移位小于焊盘的1/4,且成型佳,焊盘覆盖80%以上;无崩塌、缺锡及严重偏
移等现象
所印锡膏成型不良且断裂及凹凸不平。
印锡膏焊盘间有杂物(板屑,残锡)
特别注意:
OK
OK
NG
NG
各焊盘印锡膏成型佳,超过80%以上
覆盖各焊盘;无崩塌、缺锡、偏移等
现象
有1/3或以上的焊盘未覆盖锡膏三极管、IC 等有引脚的元件焊盘,
其所印锡膏移位超出焊盘的1/4以上,
或是元件贴装后会造成相邻焊盘短路。
印锡膏的成型模糊不清,并且
与相邻焊盘上的锡膏连在一起
印锡膏(元件标准)
印锡膏移位(元件允收)
锡膏印刷断锡(丝印不良)
印锡膏&杂物污染
OK
NG
NG NG
SMT/WI0154.锡膏印刷检验标准
印锡膏(IC 标准)印锡膏少锡
印锡膏移位
印锡膏连锡。
SMT锡膏印刷外观检查基准书

锡膏状态图片锡膏状态允收锡膏状态拒收CHIP 类1、锡膏无偏移。
2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
4、锡膏覆盖焊盘90%以上1、钢网的开孔有缩孔,但锡膏仍有85%覆盖焊盘。
2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏量不足。
2、两点锡膏量不均。
3、锡膏印刷偏移超过15%焊盘。
晶体管1、锡膏无偏移。
2、锡膏完全覆盖焊盘。
3、三点锡浆均匀。
4、厚度满足测试要求1、锡膏无偏移。
2、锡膏完全覆盖焊盘。
3、三点锡膏均匀。
4、厚度满足测试要求1、锡膏15%以上未覆盖焊盘。
2、有严重缺锡。
二级管1、锡膏无偏移。
2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
4、如图开孔可以使热气排除,避免气流使原件偏移1、锡膏仍有85%覆盖焊盘。
2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏15%以上未覆盖焊盘。
2、锡浆偏移量超过20%焊盘焊盘间距≥0.7mm1、锡膏几乎完全覆盖各焊盘2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
1、虽有偏移,锡膏仍有85%覆盖焊盘。
2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏偏移量15%以上2、元件放置后会造成短路焊盘间距=0.65mm1、锡膏100%覆盖各焊盘2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
1、虽有偏移,锡膏偏移量<10%2、锡膏量均匀。
3、锡膏厚度在要求规格内1、锡膏偏移量10%以上2、过回流焊后易造成短路焊盘间距≤0.5mm1、锡膏100%覆盖各焊盘2、锡膏量、厚度符合要求。
3、锡膏成型佳,无崩塌断裂。
1、锡膏成形虽略微不佳,但厚度于规格内2、锡膏无偏移3、炉后无少锡、假焊现象1、锡膏成形不良,且断裂2、锡膏塌陷3、两锡膏相撞,形成桥连炉后,AOI ,OQC重点检查不良发生部位,避免不良流出。
发现网版堵孔的对应方法:标准允收拒收区分发现网版堵孔造成的印刷不良,首先擦拭网板使网板开口OK,然后提高网板清洗的清洗频率,例如清洗5次改善为清洗3次。
SMT贴片_SMT质量标准2

检验标准的准则●印刷检验总则:印刷在焊盘上的焊膏量允许有一定的偏差,但焊膏覆盖在每个焊盘上的面积应大于焊盘面积的75%。
●点胶检验理想胶点:烛=焊盘和引出端面上看不到贴片胶沾染的痕迹,胶点位于各个焊盘中间,其大小为点胶嘴的1.5倍左右,胶量以贴装后元件焊端与PCB 的焊盘不占污为宜。
炉前检验炉后检验良好的焊点应是焊点饱满、润湿良好,焊料铺展到焊盘边缘。
返修当完成PCBA的检查后,发现有缺陷的PCBA就需求进行维修,公司有返修SMT的PCBA有两种方法。
一是采用恒温烙铁(手工焊接)进行返修,一是采用返修工作台(热风焊接)进行返修。
不论采用那种方式都要求在最短的时间内形成良好的焊接点。
因此当采用烙铁时要求在少于5秒的时间内完成焊接点,最好是大约3秒钟。
铬铁返修法即手工焊接新烙铁在使用前的处理:新烙铁在使用前先给烙铁头镀上一层焊锡后才能正常使用,当烙铁使用一段时间后,烙铁头的刃面及周围就产生一层氧化层,这样便产生“吃锡”困难的现象,此时可锉去氧化层,重新镀上焊锡。
电烙铁的握法:a.反握法:是用五指把电烙铁的柄握在掌中。
此法适用于大功率电烙铁,焊接散热量较大的被焊件。
b.正握法:就是除大拇指外四指握住电烙铁柄,大拇指顺着电烙铁方向压紧,此法使用的电烙铁也比较大,且多为弯型烙铁头。
c.握笔法:握电烙铁如握钢笔,适用于小功率电烙铁,焊接小的被焊件。
本公司采用握笔法。
焊接步骤:焊接过程中,工具要放整齐,电烙铁要拿稳对准。
一般接点的焊接,最好使用带松香的管形焊锡丝。
要一手拿电烙铁,一手拿焊锡丝。
清洁烙铁头加温焊接点熔化焊料移动烙铁头拿开电烙铁一是快速地把加热和上锡的烙铁头接触带芯锡线(cored wire),然后接触焊接点区域,用熔化的焊锡帮助从烙铁到工件的最初的热传导,然后把锡线移开将要接触焊接表面的烙铁头。
一是把烙铁头接触引脚/焊盘,把锡线放在烙铁头与引脚之间,形成热桥;然后快速地把锡线移动到焊接点区域的反面。
SMT(SOP) 通用检验标准

称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!零件直立项 目零件直立电阻帖反标准模式电容、电感偏移零件间隔电容、电感偏移SMT 通用检验标准A01页码3/9判 定 說 明图 示 说 明(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装W零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面)OKW W1W1≧W*25%,NG.W零件直立拒收称发行版次1、接触点与焊点端的距离至少是二极管的25%以上 1. L ≧D*25%,OK ;为最大允收量;2. w1≦W*50%, OK .2、二极管一端突出焊点的内侧部分小于二极管金属反之 NG .电镀宽度的50%,为最大允收量;3、超出以上标准则不良。
1、二极管突出焊点一端的部分应小于二极管直径的 25%,如果超出二极管直径的25%则拒收。
1. W<D*25%, OK ;2. W ≧D*25%, NG ;部品本体不可有缺边,缺角和破损现象。
SMT锡膏印刷品质检验规范

判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收C>=W*50%,F>=G+H*25A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于 1.引脚吃锡宽度>=電極的。
SMT检验标准作业指导书
版次 页码 工序号
A.0 1/4
文件编号 生效日期 使用材料 规 格 数 量
1
胶水 焊盘 焊盘
胶水
图一
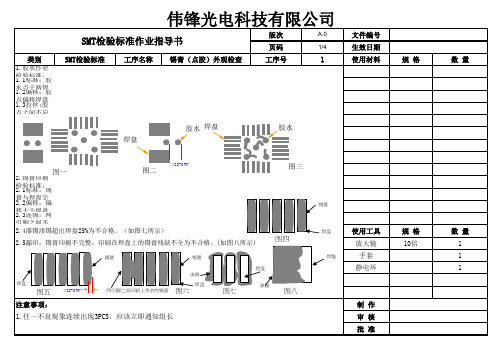
2.锡膏印刷检验标准:
图二
>25% W
图三
2.1标准:锡膏与焊盘完全重叠,锡膏表面应光滑、平整、没有空隙。(如图四所示) 2.2偏移:偏移大于焊盘25%为不合格。(如图五所示) 2.3连锡:两引脚之间不应连接之处印刷上锡膏为不合格。(如图六所示) 2.4滲锡渗锡超出焊盘25%为不合格。(如图七所示) 2.5漏印:锡膏印刷不完整,印刷在焊盘上的锡膏残缺不全为不合格。(如图八所示)
图五 图三 图四 图一
版次 页码 工序号
A.0 4/4
文件编号 生效日期 使用材料 规 格 数 量
4
图二
2.1.2.合格:锡覆盖在元件脚上方,但可见元件脚轮廓视为合格。(如图二所示)
2.2.2.合格:锡覆盖到零件脚上方,但可见元件脚轮廓视视为合格。(如图四所示)
2.3.1.标准:元件可焊接面均焊接在焊点上,且焊接高度达到零件高度。(如图五所示) 2.3.2.合格:焊锡未超过焊盘及元件焊点呈球鼓状,焊锡角度未超过90度。(如图六所示) 2.3.3.不合格:不符合上述条件者。 3.检查项目:浮脚 3.1.晶片型元件焊接点
>20%H >30%H
图六
使用工具 放大镜 手套 静电环 图七
规 格 10倍
数 量 1 1 1
1.4.1.标准:元件焊接面均焊在可焊接面上,且焊接高度达到元件直径30%以上。(如图七所示)
制 作 审 核 批 准
伟锋光电科技有限公司
SMT检验标准作业指导书 SMT检验标准作业指导书
类别 SMT检验标准 SMT检验标准 工序名称 炉后检查2 炉后检查2 2.检查项目:多锡 2.1.引脚元件焊接品质: 2.1.1.标准:元件脚端点与焊盘焊锡饱满且呈平滑圆弧形。(如图一所示) 2.1.3.不合格:不符合上述条件者。 2.2.J形导脚元件焊接品质 2.2.1.标准:元件脚端点与焊盘焊锡饱满且呈平滑圆弧形。(如图三所示) 2.2.3.不合格:不符合上述条件者。 2.3.距形元件焊接品质:
SMT锡膏印刷品质检验规范
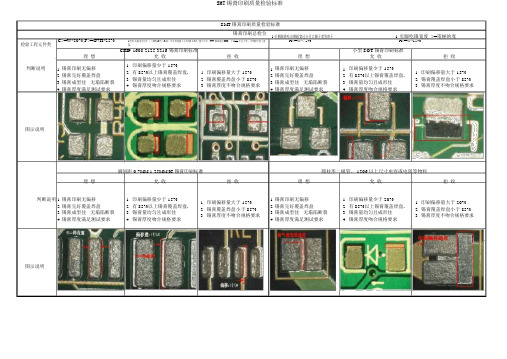
SMT锡膏印刷质量检验标准SMT锡膏印刷质量检验标准C>=W*50%,F>=G+H*25%锡膏印刷总检位1.引侧脚悬吃出锡超宽过分引大脚于宽等度于 1.引脚吃锡宽度 >=電極的寬检验工程元件类1.恰好.高最出出引小〔〔脚侧A外〕A面〕形大焊是器于点件25长25〔度%%引〔WW脚或或位D00〕于.5mm.小元于件。
引体脚中宽上度部,A<=W*75%A<=W*25%小型SOT锡膏印刷标准CHIP 1608 2125 3216 锡膏印刷标准理想允收拒收理想允收拒收判断说明 1.锡膏印刷无偏移1.印刷偏移量少于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 15%2.有85%以上锡膏覆盖焊盘. 1.印刷偏移量大于 15% 1.印刷偏移量大于 15%2.锡膏完好覆盖焊盘 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.3.锡膏量均匀且成形佳 2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳4.锡膏厚度吻合规格要求 3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明脚间距 0.7MM-1.25MM IC锡膏印刷标准圆柱形二极管、 1206以上尺寸电容或电阻等物料理想允收拒收理想允收拒收判断说明1.锡膏印刷无偏移 1.印刷偏移量少于 15%1.印刷偏移量大于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 20%1.印刷偏移量大于 20%2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘. 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明。
SMT首件锡膏印刷目检及置件质量控制SOP

SMT首件锡膏印刷目检及置件质量控制SOP一、引言在SMT(表面贴装技术)生产过程中,首件锡膏印刷是至关重要的步骤。
为了确保产品质量稳定,目检及置件质量控制是必不可少的环节。
本文将介绍SMT首件锡膏印刷目检及置件质量控制的SOP(标准操作程序),以确保SMT生产过程的高效与可靠。
二、目检要点1. 设备准备在进行SMT首件锡膏印刷目检之前,需要确保相关设备的正常运行。
检查目检设备,包括显微镜、照明设备等,确保其工作正常,并进行必要的检修与维护。
2. 配置样品准备代表性的锡膏印刷样品,包括不同规格和型号的PCB板和元件。
样品应满足实际生产中常见的组装需求。
3. 目检操作①使用显微镜进行目检。
仔细观察印刷结果,检查是否存在锡膏覆盖不均匀、短路、偏移等缺陷。
②检查元件的位置、方向和焊盘的正确性。
确保元件正确放置在焊盘上,并且方向正确。
③检查PCB板上其他表面组装部件的正确布置,如贴片电阻、电容等。
4. 记录目检结果记录目检中发现的问题和缺陷,并明确问题的严重程度。
将目检结果与规范要求进行对比,分析问题原因,以便后续的改进和修正。
三、置件质量控制置件质量控制是保证SMT首件锡膏印刷质量的重要环节。
以下是针对置件质量控制的SOP:1. 元件质量检查对所有待使用的元件进行质量检查,包括封装、引脚、焊盘等。
确保元件的质量符合规范要求,避免使用不合格元件带来的质量问题。
2. 元件存放与保护将元件存放在防尘、防潮、防静电的环境中,以避免元件受到外界环境的影响,损坏或产生静电等问题。
3. 元件正确性验证在进行SMT首件锡膏印刷之前,需进行元件的正确性验证。
根据BOM表和元件规格,逐一核对元件型号、封装、数目等是否与要求一致。
4. 元件放置根据PCB板上的元件位置标记和焊盘要求,将元件正确放置在焊盘上,并注意元件的方向、角度等。
确保元件的正确放置是提高SMT质量的重要步骤。
5. 焊台参数设置根据实际元件和焊盘的要求,设置合适的焊台参数,包括加热温度、加热时间等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
項目理想狀況最低允收狀況拒收狀況1.印刷圖形與焊盤一致.
1.印刷圖形與焊盤一致.1.印刷圖形與焊盤不一致.2.錫膏未涂污或塌落.2.涂污或塌落的面積不超過印刷面種的1/10.
2.涂污面積超過印刷面種的1/10.3.因涂污,塌錫使印刷圖形間距減小,但間距仍不小于原設計間距的1/4.3.涂污或塌錫使印刷圖形間距減少
至原設計間距的1/4以下.
1.印刷錫膏與焊盤一致.1.印刷偏離焊盤,但偏離部分不超過焊盤邊(L或W)的1/4.1.印刷偏離焊盤,且超過焊盤邊(L
或W)的1/4.
2.錫膏未超出焊盤.
2.錫膏覆蓋著焊盤面的3/4以上.塌錫錫橋拉尖
1.塌錫超過焊盤寬度的1/2以上或使焊盤間的間距減少至原設計間距的1/4以下不可接收.1.錫膏倒塌或印刷錯誤而使焊盤間相連接不可接收.1.錫膏附著面上拉尖的高度超過錫膏厚度(T)的1/2和覆蓋印刷面積的10%以上不可接收.鋼版
印刷
缺陷
印刷
面對
準度
檢驗
標準定義
SMT 錫膏印刷檢驗標準
版本01頁數共一頁發行日期2005-11-8。