钣金最小折弯半径
钣金件折弯半径与板厚的关系
钣金件折弯半径与板厚的关系
1、 折弯半径与钣金件板厚的关系
折弯半径与钣金件板厚之间有着密切的关系,在钣金件加工过程中,折弯半径是一个很重要的参数。
折弯半径越大,折弯越容易;折弯半径越小,折弯越困难。
如果折弯半径太小,容易产生平坦和壮型的焊接问题,折弯钣金件可能会因为弯曲太多而断裂。
随着板厚的增加,折弯半径可能会变大。
因此,在加工较厚的钣金件时,要注意折弯半径的变化。
板厚介于1mm及3mm之间时,折弯半径可以控制在1.2-1.5mm 之间;
板厚介于4mm及6mm之间时,折弯半径可以控制在2-3mm之间;
板厚介于7mm及8mm之间时,折弯半径可以控制在3-4mm之间;
板厚介于9mm及12mm之间时,折弯半径可以控制在4-6mm之间;
板厚大于13mm时,折弯半径可以控制在6-8mm之间。
此外,还需要考虑材料的屈服点来确定折弯半径。
材料的屈服点越低,折弯半径就要比较大,以避免折弯的钣金件发生断裂。
因此,在加工钣金件时,需要正确地计算出折弯半径,以保证钣金件的加工质量。
关于钣金折弯半径
l折弯条数是T=
3.0mm以下6倍板厚计算槽宽,如:
T=
1.0、V=
6.0F=
1.8、T=
1.2、V=
8、F=
2.2、T=
1.5、V=
10、F=
6.核对材质,板厚,以板厚公差
7.特殊角度,折弯角内半径(一般R=
0.5)要试折而定展开8.有易出错(相似不对称)的地方应重点提示
9.尺寸较多的地方要加放大图
10.需喷涂保护地方须表示
四、板金加工的工艺流程,根据钣金件结构的差异,工艺流程可各不相同,但总的不超过以下几点。
1、下料:
下料方式有各种,主要有以下几种方式
图4.7.1多次折弯时添加的工艺定位xx
标注弯曲件相关尺寸时,要考虑工艺性图4.8.1弯曲件标注示例
如上图所示,a)先冲孔后折弯,L尺寸精度容易保证,加工方便。b)和c)如果尺寸L精度要求高,则需要先折弯后加工孔,加工麻烦。
弯曲件的回弹
影响回弹的因素很多,包括:
材料的机械性能、壁厚、弯曲半径以及弯曲时的正压力等。
2.0、
2.5等以上的板厚,便可直接攻丝。
3.冲床:
是利用模具成形的加工工序,一般冲床加工的有冲孔、切角、落料、冲凸包(凸点),冲撕裂、抽孔、成形等加工方式,其加工需要有相应的模具来完成操作,如冲孔落料模、凸包模、撕裂模、抽孔模、成型模等,操作主要注意位置,方向性。
4.压铆:
压铆就本公司而言,主要有压铆螺母、螺钉、松不脱等,其是通过液压压铆机或冲床来完成操作,将其铆接到钣金件上,还有涨铆方式,需注意方向性。
关于钣金折弯半径

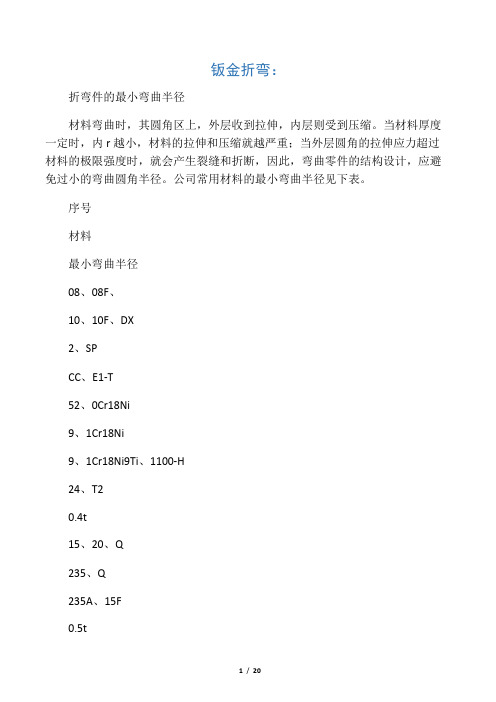
关于钣金折弯半径Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】钣金折弯:折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
公司常用材料的最小弯曲半径见下表。
序号材料最小弯曲半径08、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、1Cr18Ni9、1Cr18Ni9Ti、1100-H24、T215、20、Q235、Q235A、15F25、30、Q2551Cr13、H62(M、Y、Y2、冷轧)45、5055、6065Mn、60SiMn、1Cr17Ni7、1Cr17Ni7-Y、1Cr17Ni7-DY、SUS301、0Cr18Ni9、SUS302转载请注明出自 bbs弯曲半径是指弯曲件的内侧半径,t是材料的壁厚。
t为材料壁厚,M为退火状态,Y为硬状态,Y2为1/2硬状态。
公司常用金属材料最小折弯半径列表弯曲件的直边高度一般情况下的最小直边高度要求弯曲件的直边高度不宜太小,最小高度按(图4.2.1)要求:h>2t。
图4.2.1.1 弯曲件的直边高度最小值特殊要求的直边高度如果设计需要弯曲件的直边高度h≤2t,,则首先要加大弯边高度,弯好后再加工到需要尺寸;或者在弯曲变形区内加工浅槽后,再折弯(如下图所示)。
图4.2.2.1 特殊情况下的直边高度要求弯边侧边带有斜角的直边高度当弯边侧边带有斜角的弯曲件时(图4.2.3),侧面的最小高度为:h=(2~4)t>3mm图4.2.3.1 弯边侧边带有斜角的直边高度折弯件上的孔边距孔边距:先冲孔后折弯,孔的位置应处于弯曲变形区外,避免弯曲时孔会产生变形。
孔壁至弯边的距离见表下表。
(目前对于本条,本人常用的方法是s≥)折弯件上的孔边距局部弯曲的工艺切口折弯件的弯曲线应避开尺寸突变的位置局部弯曲某一段边缘时,为了防止尖角处应力集中产生弯裂,可将弯曲线移动一定距离,以离开尺寸突变处(图4.4.1.1 a),或开工艺槽(图b),或冲工艺孔(图.1.1 c) 。
钣金折弯边距标准

一、折弯件上的孔边距
二、材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材
料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
公司常用材料的最小弯曲半径见下表。
弯曲半径是指弯曲件的内侧半径,t是材料的壁厚。
t为材料壁厚,M为退火状态,Y为硬状态,Y2为1/2硬状态。
常用金属材料最小折弯半径列表
小,材
产生裂缝和折断,弯曲半径见下表。
关于钣金折弯半径
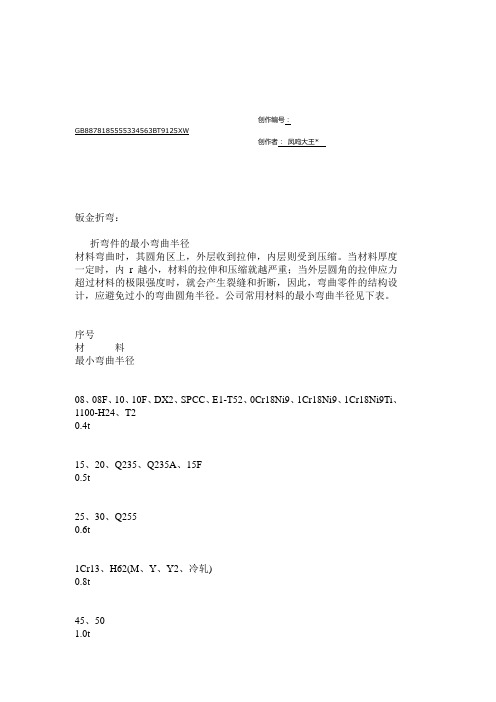
创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*钣金折弯:折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
公司常用材料的最小弯曲半径见下表。
序号材料最小弯曲半径08、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、1Cr18Ni9、1Cr18Ni9Ti、1100-H24、T20.4t15、20、Q235、Q235A、15F0.5t25、30、Q2550.6t1Cr13、H62(M、Y、Y2、冷轧)0.8t45、501.0t55、601.5t65Mn、60SiMn、1Cr17Ni7、1Cr17Ni7-Y、1Cr17Ni7-DY、SUS301、0Cr18Ni9、SUS3022.0t转载请注明出自/bbs弯曲半径是指弯曲件的内侧半径,t是材料的壁厚。
t为材料壁厚,M为退火状态,Y为硬状态,Y2为1/2硬状态。
公司常用金属材料最小折弯半径列表弯曲件的直边高度一般情况下的最小直边高度要求弯曲件的直边高度不宜太小,最小高度按(图4.2.1)要求:h>2t。
图4.2.1.1 弯曲件的直边高度最小值特殊要求的直边高度如果设计需要弯曲件的直边高度h≤2t,,则首先要加大弯边高度,弯好后再加工到需要尺寸;或者在弯曲变形区内加工浅槽后,再折弯(如下图所示)。
图4.2.2.1 特殊情况下的直边高度要求弯边侧边带有斜角的直边高度当弯边侧边带有斜角的弯曲件时(图4.2.3),侧面的最小高度为:h=(2~4)t>3mm创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*图4.2.3.1 弯边侧边带有斜角的直边高度折弯件上的孔边距孔边距:先冲孔后折弯,孔的位置应处于弯曲变形区外,避免弯曲时孔会产生变形。
1.5mm钣金折弯半径
1.5mm钣金折弯半径一、1.5mm钣金折弯半径是指在制造过程中对1.5mm厚度的钣金进行弯曲时,所需的曲率半径。
这个参数在工业制造中的应用非常广泛,涉及到各种领域,如汽车制造、电子设备、建筑等。
本文将详细讨论1.5mm钣金折弯半径的重要性以及与之相关的标准。
二、1.5mm钣金折弯半径的重要性影响弯曲后的形状和结构:折弯半径决定了钣金在弯曲后的形状。
适当的折弯半径可以确保零部件的几何形状和结构满足设计要求,避免因折弯导致的形变和变形。
影响零部件的强度和耐久性:折弯过程中,如果半径过小,可能导致钣金发生裂纹或变形,从而影响零部件的强度和耐久性。
因此,选择适当的折弯半径对于确保零部件质量至关重要。
影响制造过程的精度:折弯半径的选择直接关系到制造过程的精度。
适当选择折弯半径有助于提高生产效率、降低废品率,并确保零部件的一致性。
考虑工艺性和成本:过小的折弯半径可能导致制造难度增加,增加成本。
适当的折弯半径既要满足设计要求,又要考虑到制造的可行性和成本效益。
三、相关标准和规范行业标准:不同行业和国家可能有不同的标准,例如ISO、ASTM等。
这些标准通常规定了不同厚度和材料的钣金折弯半径的范围和要求,制造商需要根据具体的标准选择合适的折弯半径。
设计要求:在产品设计阶段,工程师通常会根据零部件的用途、材料和厚度等因素规定折弯半径的要求。
这些设计要求是确保零部件性能和质量的关键依据。
材料特性:不同的材料对折弯半径有着不同的要求。
某些材料可能更容易发生裂纹,需要较大的折弯半径来确保制造过程中的安全性和可行性。
设备能力:制造过程中使用的折弯设备的能力也是确定折弯半径的一个重要因素。
设备的最小弯曲半径限制了可选择的折弯半径范围。
四、选择1.5mm钣金折弯半径的原则遵循设计要求:在产品设计阶段,工程师应根据零部件的功能和要求规定适当的折弯半径。
制造过程中应确保严格遵循这些设计要求。
考虑材料特性:不同的材料对折弯的敏感性不同,因此在选择折弯半径时需要考虑具体材料的特性,以防止裂纹和变形。
关于钣金折弯半径

钣金折弯:折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
公司常用材料的最小弯曲半径见下表。
序号材料最小弯曲半径08、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、1Cr18Ni9、1Cr18Ni9Ti、1100-H24、T20.4t15、20、Q235、Q235A、15F0.5t25、30、Q2550.6t1Cr13、H62(M、Y、Y2、冷轧)0.8t45、501.0t55、601.5t65Mn、60SiMn、1Cr17Ni7、1Cr17Ni7-Y、1Cr17Ni7-DY、SUS301、0Cr18Ni9、SUS3022.0t转载请注明出自 /bbs钣金折弯:折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
公司常用材料的最小弯曲半径见下表。
序号材料最小弯曲半径08、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、1Cr18Ni9、1Cr18Ni9Ti、1100-H24、T20.4t15、20、Q235、Q235A、15F0.5t25、30、Q2550.6t1Cr13、H62(M、Y、Y2、冷轧)0.8t45、501.0t55、601.5t65Mn、60SiMn、1Cr17Ni7、1Cr17Ni7-Y、1Cr17Ni7-DY、SUS301、0Cr18Ni9、SUS3022.0t转载请注明出自 /bbs钣金折弯:折弯件的最小弯曲半径材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
钣金折弯知识讲解
钣金折弯知识讲解:
1.材料和工具:钣金折弯通常使用的材料包括钢板、铝板、铜板等。
根据不同的材料,
需要选择合适的折弯工具和模具。
常见的工具包括折弯机、冲床、切割机等。
2.折弯半径:钣金折弯的半径取决于材料的厚度和弯曲缺口的宽度。
通常,当板材厚
度不大于6毫米时,折弯半径可直接作为板厚半径;当板材厚度大于6毫米小于12毫米时,折弯半径一般为板厚的1.25~1.5倍;当板材厚度不小于12毫米时,折弯半径一般为板厚的2~3倍。
3.折弯方向:在钣金折弯过程中,需要确定折弯的方向。
通常,先折弯内角,再折弯
外角。
4.压合和组合折弯:在钣金折弯过程中,可能需要将多个零件组合在一起进行折弯。
这时,需要使用压合和组合折弯的方法。
压合是将两个或多个零件通过压合工艺结合在一起;组合折弯则是将多个零件先组合在一起,再一次性进行折弯。
5.质量检测:在钣金折弯完成后,需要进行质量检测。
常见的检测方法包括外观检测、
尺寸检测、强度检测等。
外观检测包括检查折弯的表面是否有划痕、毛刺等;尺寸检测包括检查折弯后的尺寸是否符合要求;强度检测则包括测试折弯后的承重能力等。