短周期针刺CC喉衬材料性能研究
针刺复合织物增强C/C复合材料结构与热性能研究
刘建军 李铁 虎 郝 志彪 李 , , , 飞 嵇 阿琳 ,
70 2 ) 10 5 (. 1 西北 工业 大学材料科学 与工程学 院 , 两安 7 0 7 ;. 10 2 2 中国航天科 技集 团公 司四院四十三所 , 西安
摘要 : T30平纹炭布和聚 丙烯 睛( A 预氧化纤维 网胎 叠层 针刺 , 以 -0 P N) 经炭化后 制备 成准 三维结构 的 圆筒 复合 织物 。 在化学气相 沉积 至一定密度后 , 用两种不 同工 艺制备 了 C C复合材料 。在金 相 显微镜 下对材料 的增强 结构进行 了分析 , / 并对材料 热物理性 能进行 了测定。结果表 明。 网胎纤维沿径 向的针刺导入 明显增强 了材料的整体结构 , 导入 的径向纤雏以 纤维簇 的形 式存在 , 并不完全与层间垂直 , 工艺过程对分布 形式影 响显著。8 0o 0 C时, 学气相沉 积( V 和树 脂炭混合 化 C D) 基体 , 中间经180o 0 C高温处理的 C C复合材料其轴 向和径 向热扩散 系数 分别为 0 0 4c s 0 0 67c s比热容 分 / .6 m / 和 .2 m / . 别为198x 0J ( ・ 和 2 2 8x1 / ・ ) C D和 沥青炭混合基体 。 .2 / K) .7 J ( 1 0 K ;V 中间经 250℃ 高温处理 的 C C复合材料 , 0 /
喉衬材料抗热震性能缩比考核试验方法

S b c l e t m e h d f r t e m a h c e it n e u s a e t s t o o h r ls o k r ssa c o hr a n e tm a e i l ft o ti s r t ra
JANG Do g IJa g I n ,L in ,WEIXin —e g, HEN Ja a gg n C in
te a h c e itnc ro a c ft o ti e t aei 1 To o a n te t e ma o d a r a h,p p la t ha e r s u ห้องสมุดไป่ตู้, h r ls o k r ssa epef r n e o m m hr a ns rsm tra . bti h h r ll a pp o c o r el n ,c mb rp e s r
707 ) 10 2 ( 西北工业大学 燃烧 、 热结构与 内流场重点 实验室 , 西安
摘 要 : 动 机 研 制 中需 对 喉 衬 材 料 抗 热 震 性 能进 行 考 核 , 展 了一 种 用 小 型 固体 发 动 机 模 拟 全尺 寸发 动机 热 栽 荷 对 喉 发 发
衬材料抗热震性 能进行考核 的缩比试验方法 。通过保证推进 剂 、 燃烧 室压 强、 火升压速 率和喉衬 型面等参数 与全尺寸发 点
动机接近 , 来保 证 热 载 荷 的 相 似 , 同时 适 当兼 顾 喉 衬 应 力 的 状 态 。 采 用 该 方 法 较 好 地 再 现 了某 型 发 动机 出现 的 喉 衬 组 件 断
裂飞 出的故障 , 一定程 度上验证 了方 法的有效性 。对 2种 C C材料 的抗热震性 能进行 了对 比试验 , 在 / 试验 结果表 明, 2种
cc复合材料

(3)涂层与基体碳之间要能良好结合,形 成较高的结合强度,对多层涂层来说, 各层之间也要有良好的结合强度,以免 分层或脱落;
(4)涂层与基体、涂层的各层之间的热膨 胀系数要尽可能接近,避免在较大的热 应力作用下涂层出现裂纹或剥落;
碳/碳复合材料
碳/碳复合材料的端头帽 碳/碳复合材料加工件
1.碳碳复合材料特性及性能
1.1碳碳复合材料特性 C/C复合材料是新材料领域中重点研究和开发 的一种新型超高温材料,它具有以下显著特 点:
(1)密度小(<2.0 g/cm ),仅为镍基高温合金的 1/4,陶瓷材料的1/2,这一许多结构或装备 要求轻型化至关重要。
3.1内部抗氧化技术 该化技术是从两方面来解决C/C 复合材料的
抗氧化问题。 (1)改进纤维的抗氧化问题。纤维抗氧化性能 的提高手段有两种,一是提高纤维的石墨化度, 从而提高纤维的抗氧化性;另一种方法是在纤 维的表面进行涂层,使纤维得到保护。
(2)提高C/C 材料基体的抗氧化性。可以通过 加入氧化抑制剂的方法来提高C/C 材料基体的 抗氧化性,如加入含磷化合物等,通过磷与氧 的作用,使氧失去氧化活性,从而达到抗氧化 的目的,但效果并不理想。另外一种方法是在 基体中加入抗氧化组分,如重金属、陶瓷等可 以提高C/C 复合材料的抗氧化性;还可以在基 体中加入有机硅、有机钛等,使基体C被SiC和 TiC取代,也可达到抗氧化的目的。
2.1.2 热梯度式(差温式)CVD技术 将热梯度式CVD技术应用于碳刹车盘的制备, 其基本思路是在碳盘工件的径向(而不是厚度
方向)形成温度梯度,并通过压差使碳源气逆 温度梯度定向流动,从而提高了增密速度。并 研究了温度、气氛压力及其流量等参数对CVD 增密过程的影响。发现当温度、气氛压力搭配 合理时,热梯度式CVD增密效果大大优于均温 式,总致密时间仅为相应均温式的1/3。若在差 温式CVD基础上实现差温-差压式CVD可进一步 改善CVD增密效果。
喉衬用石墨材料的性能和功能评价

Ev a l u a t i o n o f p e r f o r ma n c e a n d f u n c t i o n o f
g r a ph i t e ma t e r i a l f o r t hr o a t i n s e r t
掺杂改性C_C复合材料研究进展

第30卷第11期2011年11月中国材料进展MATERIALS CHINAVol.30No.11Nov.2011特约专栏收稿日期:2011-09-24通信作者:崔红,女,1969年生,研究员,博士生导师掺杂改性C /C 复合材料研究进展崔红,闫联生,刘勇琼,张强,孟祥利(西安航天复合材料研究所,陕西西安710025)摘要:陶瓷掺杂改性碳/碳(C /C )复合材料在保持C /C 复合材料原有优异高温力学性能及尺寸稳定性等特性的前提下,显著提高了C /C 复合材料的高温抗氧化、抗烧蚀性能,且其具有可设计性和良好的抗热震性能等优势,是新型高超声速飞行器和新一代高性能发动机热防护部件的理想候选材料。
综述了国内外在SiC 陶瓷掺杂改性C /C 复合材料,ZrC ,ZrB 2超高温陶瓷掺杂改性C /C 复合材料以及TaC ,HfC 超高温陶瓷掺杂改性C /C 复合材料等方面的最新研究进展和应用情况,并分析了陶瓷掺杂改性C /C 复合材料目前研究及应用中存在的主要问题和今后潜在的研究发展方向。
关键词:高温材料;C /C 复合材料;掺杂改性;抗氧化中图分类号:TB333文献标识码:A 文章编号:1674-3962(2011)11-0013-05Advances on Ceramic Hybird ModifiedCarbon /Carbon CompositesCUI Hong ,YAN Liansheng ,LIU Yongqiong ,ZHANG Qiang ,MENG Xiangli(Xi'an Aerospace Composite Material Institute ,Xi'an 710025,China )Abstract :Being the ideal candidate material for thermal protection parts in supersonic flight and the high performancerocket engine ,carbon /carbon composites modified by ceramic hybrid have good oxidation and ablation resistance ,design-ability ,good thermal shock resistance as well as the inherent unique comprehensive properties ,such as excellent mechani-cal properties and dimensional stability at high temperature.The present status of research and application of carbon /car-bon composites modified by the SiC ceramics and ZrC ,ZrB 2,TaC ,HfC ultrahigh temperature ceramics were summarized.The existing problems and the potential development direction on the investigation of the ceramic hybrid modification C /C composites were also proposed.Key words :high temperature materials ;carbon /carbon composites ;hybird modification ;anti-oxidation1前言碳/碳(C /C )复合材料即碳纤维增强碳基体复合材料,是一种特别具有性能可设计性和抗热震性的先进复合材料,它以优异抗烧蚀性能、高比强度、高比模量、及高温下极好的力学性能和尺寸稳定性等一系列突出的特点,特别适合于需要材料具有较高物理性能和化学稳定性的高温环境下使用,已成功地在航空航天领域得到广泛应用,如航天器鼻锥、机翼前缘、固体火箭发动机(SRM )喉衬及扩张段和飞机刹车片等,C /C 复合材料是应航空航天领域的需要而开发的最成功的材料之一[1-2]。
针刺CC复合材料细观结构表征及力学行为仿真研究

针刺C/C复合材料细观结构表征及力学行为仿真研究C/C复合材料是碳纤维及其织物增强的碳基体复合材料,具有密度低、耐摩擦、导热性好、机械性能优异、热膨胀系数低等优点,是最有发展前途的高温材料之一。
针刺工艺通过对碳纤维织物的叠层针刺,达到增强预制体层间性能的目的,是制造C/C复合材料预制体的一种重要技术。
针刺C/C复合材料克服了 2D铺层复合材料层间强度弱的缺点,弥补了 3D C/C复合材料工艺复杂、致密度低的不足,因此在航空航天领域,如飞机制动器、固体火箭发动机材料等方面得到了广泛应用。
近年来,宏观实验研究手段增进了对针刺复合材料力学性能的经验性认识,但细观力学行为的仿真分析尚处于起步阶段,尤其在力学性能预测、破坏机理分析等方面的研究尚需加以完善。
为了探究针刺工艺对于C/C复合材料力学性能的影响,本文在细观结构精细表征的工作基础之上,建立与实际材料结构相吻合的力学模型,开展对其细观力学行为的仿真研究,为针刺C/C复合材料的加工工艺提供合理的优化建议。
主要包含以下内容:首先,采用显微CT和三维重构技术对高密度针刺C/C复合材料的细观结构进行精细表征,探究针刺工艺对材料孔隙分布的影响。
结果表明,网胎层的孔隙率远高于炭布层和针刺纤维束区,针刺作用造成的预制体内部间隙是形成大尺寸孔隙的根源。
高压液相倾浸法可以降低炭布层孔隙率,进而提高C/C复合材料的密度。
孔隙球度、倾斜角和方位角的计算表明,不同铺层的孔隙分布特征与铺层内的纤维排布方式有关,炭布层孔隙呈现明显的沿纤维分布特征。
其次,建立了针刺C/C复合材料的多针刺区单胞模型。
单胞模型被划分为炭布层、网胎层和针刺纤维束区等三个子区域,其中,针刺纤维束具有随机分布特征,与材料实际结构相吻合。
采用基于Mori-Tanaka模型的二次均匀化算法,计算模型各区域的材料参数,并通过对立方体单胞模型加载周期性边界条件,实现有效弹性性能的预报。
再次,开展了基于随机单胞模型的细观力学分析,包括应力变形分析、有效模量预报以及层合板模型的对比验证等内容。
24991751

·12·材料导报网刊 2006年8月第4期火箭发动机喉衬材料研究进展钟长荣,毕松,苏勋家, 侯根良(第二炮兵工程学院,西安710025)摘要喉衬材料是发展火箭技术的关键问题,介绍了火箭发动机喉衬使用的几种主要材料,包括增强塑料、石墨等。
阐述了各种材料的优缺点,采用的各种工艺以及目前主要的适用范围,并对喉衬材料目前的发展进行了归纳。
关键词火箭发动机喉衬材料进展Progress of Throat Materials for Rocket MotorsZHONG Changrong, BI Song, SU Xunjia, HOU Genliang(The Second Artillery Engineering College, Xi’an 710025)Abstract Throat material is key for developing technology of rocket. This paper introduces the major materials used in the nozzle throat of rocket motors,including reinforced plastics, graphite, etc. It expatiates the advantages and disadvantages, expounds the technics introduced and their application ranges respectively. At last it also concluded the present development.Keyword rocket,motor,throat material,progress0 前言烧蚀隔热材料是航天技术中的关键材料,受到世界各国科学家的特殊关注。
烧蚀隔热就是利用表面烧蚀材料在烧蚀过程中的热解吸热、热解气体的质量引射效应以及表面碳层的再辐射等一系列物理化学反应带走大量的热来保护构件。
几种喉衬材料断裂韧性的比较

本研 究通过 在相 同测试 条件 下 对 石墨 渗铜 等 8 种喉 衬材料 的断 裂 韧 性 的 测试 , 性 地 比较 了 定 它们 的断裂性 能 , 断裂机理 进行 了初步 探讨 。 对
3 [ . ( 一a ( .5— .3 。 19 9一 1 )2 1 39 e+27e ) .2 2 1 ) 1 ) ( +2 ( 一 其 中 P 为试 样 断裂 时的 临界 载荷 ( ; N) S为跨 距( mm)B为 试 样 宽 度 ; 为 试 样 高度 , 为 切 口 ;
取 4跨距 S为 2 mm; 口宽 度 02m 开 口深 度 , 4 开 . m,
出, 导致发动机工作失败。为了避免这种情况 的发 生, 应从两方面人手 , 一是优化喷 管结构设计 , 使喉 衬所受 应力能够 得 到 松 弛 , 二是 选 用断 裂 韧 性较 高 的材料 。对于前者 , 将使 喉衬结构工艺复杂 , 造价 高 , 靠性差 , 可 限制 了其 应 用 J 。 。因此 测试 喉 衬 材
2 2 取样 .
实验 测 试 了石 墨 渗铜 材 料 (o prI r nt C pe e a d mp g e Gaht, r i aG) 向和 径 向 两 方 向 上 的 值 , 测 p e 轴 还 试 了石 墨渗铜基 材石 墨 、 75 T 1 石 墨 、 T 0 、7 1 两种 不 同 基 体炭 的整体毡 基 ( t r ft ) / t g ̄ e , cc和两种 多维 n e l 编织 ( l.icoaWoe t c r, Mu dr tnl vnS ute MWSC C等 i t ei r u )I 8 种喉衬 材料 轴 向 的断 裂 韧性 值 。两 种 取 样 方
2 实 验
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
密实,减少了化学烧蚀的通道,有利于提高抗烧蚀性能。 4结论 (1)采用沥青液相复合增密工艺制备的叠层针刺C/C喉衬材料,和传统的气相沉积和液相浸
渍炭化组合致密工艺周期相比,具有增密周期短、密度均匀的特点,这种全程沥青液相致密工艺 可显著降低工艺成本。
(2)与T705石墨材料相比,力学性能和热物理性能得到显著改进,尤其是径向的性能较高, 有利于提高喉衬的抗烧蚀性能和抗热震性能。
为满足批量大成本低的需求,小型固体火箭发动机喷管喉衬可采用高性能石墨材料,美国战 斧助推器Mk-1llModO喷管喉衬入口段和锁定环采用石墨材料Graphnol N3M,降低了喷管成本…。
该材料拉伸强度达40MPa,,抗压强度IOOMPa,其力学性能甚至优于整体毡C/C材料,因而获得
了成功的应用。 国内研制的T705石墨虽然已用于战术固体火箭发动机喉衬材料,但由于其没有连续纤维增强,
(3)与毡基C/C材料相比,叠层针刺C/C喉衬材料的织物中增加了连续纤维含量,径向抗拉 强度提高8倍,热学性能相当,具有优良的抗烧蚀性能。 参考文献 [1]戴耀松,战斧助推器Mk一”1替代喷管的研究,飞航导弹,1998,
(4):9-Io。
[2]张晓虎.李贺军.郝志彪.崔红.赜管C/C复合材料出口锥预制体技术
抗拉强度、抗压强度较低,抗热震性不高,还难以完全满足战术发动机高可靠性和高性能的要求。
近年来,c/C材料成型技术和其应用需求逐步转向低成本技术发展方向,c/c复合材料的增 强预制体技术越来越多采用机械化针刺成型技术,以期降低c/c材料的工艺成本馏’.本文针对小型 发动机高性能低成本的应用需求,研究了一种短周期的炭布网胎叠层针刺C/C材料,其通过采用 机械化针刺成型技术和液相浸渍炭化致密技术来降低材料成本,叠层针刺C/C喉衬材料设计的特 点在于一是炭纤维排布与燃气流向垂直或形成一定夹角,有利于提高抗烧蚀性能;二是高含量的Z 向纤维,提高抗分层缺陷和整体性能的能力。该针刺c/c材料和石墨材料及编织c/c材料相比, 具有材料强度高致密周期较短、材料烧蚀性能优、成品率高的特点,是未来小型发动机喷管用喉 衬的理想侯选材料。
・26 8・
裂纹的扩展,防止喉衬材料在热试车过程中产生开裂失效,有利于提高喉衬材料的安全可靠性。 因此,材料性能及可靠性而言,叠层针刺C/C喉衬材料的优于毡基c/c材料和T705石墨材料。
喉衬在发动机工作过程中主要承受压缩应力,由测试结果可知,叠层针刺C/c材料的压缩强
度高于T705石墨,其安全可靠性将明显提高,拉伸强度和剪切强度较高,径向热膨胀系数较低, 导热系数略高,上述性能的改善有利于提高喉衬的抗热震性能。
表4烧蚀发动机测试烧蚀性能
‘a)炭布烧蚀后形貌
(b)网胎烧蚀厉形貌
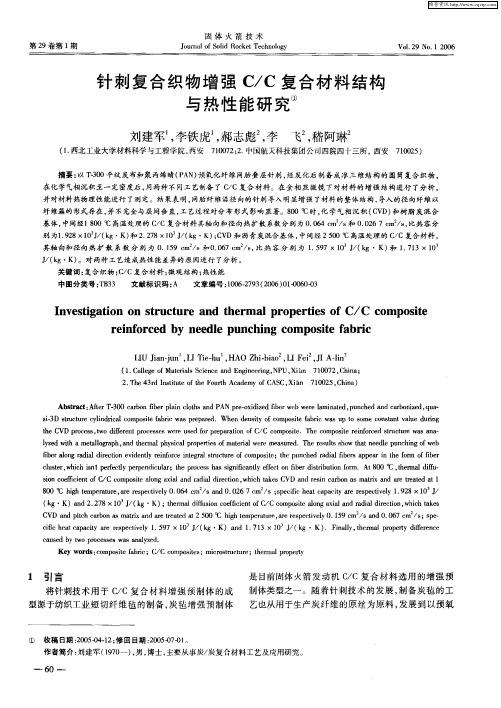
图6炭布叠层针刺炭/炭喉村材料的微观结构 由固6可知.炭布还是炭网胎均没有基体炭被优先烧蚀的迹霉,烧蚀较均匀,表明沥青炭与
2 7 0
炭纤维的烧蚀匹配性较好。原因是,叠层针刺C/C喉衬材料由连续纤维和网胎构成,所有纤维的
铺设方向均垂直于燃气方向,且纤维含量较高,在烧蚀过程中,克服了平行于火焰方向炭纤维加 速剥蚀的缺点,厚度方向炭纤维的加入,不但能够提高材料的层间力学性能,还可有效阻止裂纹 扩展,有利于提高材料的抗热震性能;采用纯沥青炭增密C/C喉衬材料,可获得较高密度,制品 的孔隙率较低,纯沥青炭结构消除了两种或两种以上基体炭之间的界面,有利于材料结构的均匀
[J].2007.21(2).98—101
材料导报
作者简介:张晓虎,男,1969年11月生,博士,高级工程师,长期从事高温复合材料研究,
Emai l:zxhzhj@yahoo.com.cn
・2 7 1
・
短周期针刺C/C喉衬材料性能研究
作者: 作者单位: 张晓虎, 侯卫权, 肖春, 嵇阿琳 西安航天复合材料研究所,陕西 西安 710025
2.原材料及工艺
2.1原材料
炭布网胎叠层针刺织物:采用12K无纬炭布,拉伸强度一>3500MPa;炭纤维网胎采用12K炭 纤维,炭纤维拉伸强度≥4500MPa;织物密度O.Sg/cm3பைடு நூலகம்炭含量≥93%。
・2 6 6・
2
2工艺流程
叠层针刺炭/炭喉村材料的制备工艺流程如下图所示
图1短周期针刺C/C喉村制备工艺流程
a)X.Y向炭纤维束
3热力学性能
(b)沥青炭基体
图4针刺C/C喉村材料内部微观结构
3
叠层针刺、T705石墨、毡基C/C喉村材料的力学和热物理性能的测试结果见表3。 表3 番层针刺C/C喉衬材料的力学和热物理性能
从袭3看出,针刺炭/炭喉村材料,与T705石墨材料相比,其力学性能和热物理性能得到显 著改善,尤其是径向的性能较高,有利于提高喉衬的抗烧蚀性能和抗热震性能。首先,径向拉伸 强度比石墨提高8倍以上,轴向压缩强度提高2 4倍,径向弯曲强度提高73%,径向膨胀系数仅 为石墨的三分之一。导热系数略优于T705石墨。 T705石墨材料无炭纤维增强,在热试车过程中的热应力作用下.村料内部的微裂纹可以迅速 扩展,造成碎裂.其可靠性能远低于有纤维增强的炭/炭复台材料:对毡基C/C堠衬材料而言t随 有纤维增强。但纤维的连续长度根小,且纤维含量较低,呈缱机分布.在热应力作用下也会产生 裂纹.不利于发动机可靠性工作;与前两者相比,叠层针刺炭/炭喉衬材料的炭布与网胎使用比例 为7:3.大量的连续纤维不但可以提高喉衬材料的力学性能,层间针刺炭纤维还可有效阻止环向
本文链接:/Conference_7142600.aspx 授权使用:青岛科技大学(qdkjdx),授权号:e133c53d-2358-4a93-9760-9ee100b63fe3 下载时间:2011年5月12日
叠层针刺C/C材料在2000℃的部分热性能测试结果与毡基c/c材料的对比情况见图5。
\
g 吝 壶
褥
叻
幂
》‘
×
∞加∞ 加∞ ∞ ∞ 为∞ ∞
0 200 400
600 800 1000
1200
1400
1600
1800
2000
2200
温度,℃
为 :2 ∞ ::≥ ∞ 诣 柏
鼍{蕾.料幕蹄厦N
∞ ;; 筋
O
近70%。
3.研究结果
31无损检测 对最终制品进行了cT无损探伤.探伤照片及图谱见图2~图3。由图可知,两件制品的密度
均匀性根好。
图2针刺C/C喉村径向cT图
26 7
3
2微观组织状态 采用扫描电镜,对针刺c/C喉村材抖的微观结构分析。图4(a)显示炭纤维周围孔隙均被
洳青炭填充,炭纤维柬和炭纤维棒被紧密粘台成为整体,纤维断面整齐,略有拔出.界面结台较 喁罔4(b)显示,沥青炭基体经石墨化后形成了有利于抗烧蚀的流域型结构。
由图5可见・叠层针刺和毡基C/C材料高温导热、比热和热扩散系数相近,两者随温度变化 的趋势一致,表明叠层针刺C/C材料热性能与毡基炭炭相当,具有良好的热稳定性。
3
4烧蚀试验结果 叠层针刺C/C喉衬材料进行了两次标准烧蚀发动机试验,由于缺少T705石墨的烧蚀数据,试
验结果与毡基C/C材料的线烧蚀率及发动机工作压强等参数进行对比(见表4)。 由表4可知,两种C/C材料的烧蚀率水平相当.表明采用低成本成型工艺制造的叠层针刺C/C 材料具有较强的抗烧蚀性能。
2 3液相增密
墨薰一一一一
图3针刺C/C喉村轴向cr圉
采用政质煤沥青增密,全致密过程均采用液相增密,制品经过2次常压浸渍炭化、3次高压 浸溃炭化及2次石墨化处理,最终密度均达到1 909/c一以上.上艺致密周期约60天,和传统的 化学气相沉积与常压没渍炭化组合致密的同尺寸C/C制品的工艺周期(6-7个月)相比,缩短了
2∞
柏0
600
800
1000
1200
14∞16∞1800
2000
2200
温度,℃
22∞ 2∞O
跹 西 l
18∞ 16∞ 14∞ '2∞ 1∞O
一
\ h
-
蒜i 筮
N
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
温度,℃
.2 6 9.
图5叠层针刺和毡基C/C材料高温导热、比热对比
第21届炭・石墨材料学术会论文集 [文章编号]炭学・文集21(2008)-38
短周期针刺C/C喉衬材料性能研究
张晓虎 侯卫权 肖春 嵇阿琳
(西安航天复合材料研究所,陕西西安71 0025) 摘要:采用炭布网胎叠层针刺成型预制体和沥青浸渍炭化增密方法,研制了一种短周期工艺的针 刺c/c喉衬材料.研究了该种c/c材料的热、力争}生能及烧蚀性能,并与高强石墨材料性能对比, 结果表明,经过4-6个周期致密,制得密度大于1.85的针刺炭/炭材料,其抗拉强度是T705石墨 的9倍,压缩强度是705石墨的3倍,热学性能两者相当,前者表现出更优的尺寸稳定性,经烧 蚀试验发动机测试,线烧蚀率达到0.19mm/s。该针刺C/C材料,可作为高压强小型固体火箭发动 机喷管喉衬的备选材料。 关键词:炭布网胎,针刺成型,浸渍,c/c材料,喉衬 1.引言