模具设计评审清单
合集下载
模具设计评审表

订购单,组长与经理审核料单时必须核对料单规格是否与评审单上的一致,否则不予签发。如果评审结果造成订 购错误,由评审会负责,否则由工程师负责。若设计过程中确实需要改动评审结果的,必须经组长和经理审核, 并签字确认。
记录:
会签:
10 标准件类
11 顶出方案
12 顶出行程
13 定位方式
14
冷却设计
15
模架型号
16
钢料尺寸
17
难度系数
18
成本核对
19
工艺初审
20
会签
备
注
1、评审会原则上由项目经理(或项目部经理)、模具部经理、设计部经理和负责项目的设计组长组成。 2、评审会上要严肃认真,不得吸烟,不得讨论与评审无关的内容。接听与评审内容无关的电话时,须离开评审室。 3、评审完成后,参会人员对评审单会签生效,设计部和项目部各一份。 4、为提高模架和钢料的订购效率及物料清单的审核效率,工程师可根据评审单上的模架和钢料尺寸编制模架和钢料
重庆创盛模具有限公司
模具设计评审单
TO:项目部 □、模具部 □、品管部 □
FM:设计部
模具编号 模具穴数 模架规格
产品名 称
外观要 求
镶拼结构
顶出方式
评审记录
浇注系统
制品材料 缩水率
钢料 尺寸
方案草图
序号
评审流程
1
制品材料
2
样板分析
3
外观要求
4
脱模斜度
5
缩水检查
6
PL线确认
Байду номын сангаас
7
进胶方式
8
镶拼方案
9
机构评审
记录:
会签:
10 标准件类
11 顶出方案
12 顶出行程
13 定位方式
14
冷却设计
15
模架型号
16
钢料尺寸
17
难度系数
18
成本核对
19
工艺初审
20
会签
备
注
1、评审会原则上由项目经理(或项目部经理)、模具部经理、设计部经理和负责项目的设计组长组成。 2、评审会上要严肃认真,不得吸烟,不得讨论与评审无关的内容。接听与评审内容无关的电话时,须离开评审室。 3、评审完成后,参会人员对评审单会签生效,设计部和项目部各一份。 4、为提高模架和钢料的订购效率及物料清单的审核效率,工程师可根据评审单上的模架和钢料尺寸编制模架和钢料
重庆创盛模具有限公司
模具设计评审单
TO:项目部 □、模具部 □、品管部 □
FM:设计部
模具编号 模具穴数 模架规格
产品名 称
外观要 求
镶拼结构
顶出方式
评审记录
浇注系统
制品材料 缩水率
钢料 尺寸
方案草图
序号
评审流程
1
制品材料
2
样板分析
3
外观要求
4
脱模斜度
5
缩水检查
6
PL线确认
Байду номын сангаас
7
进胶方式
8
镶拼方案
9
机构评审
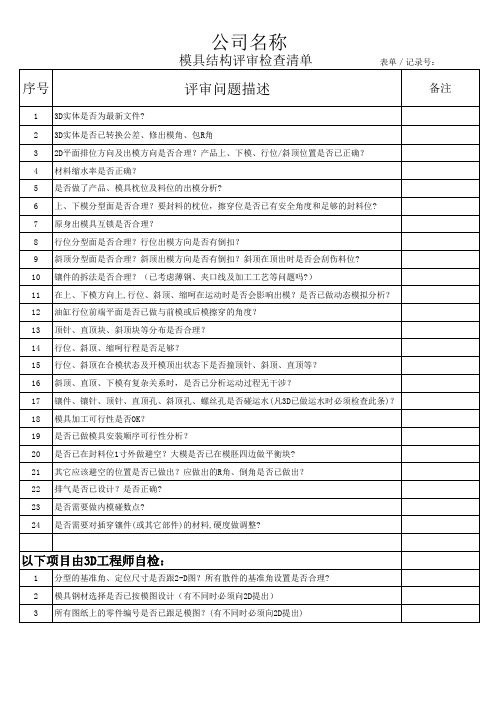
模具设计结构分型评审检查清单
ቤተ መጻሕፍቲ ባይዱ
以下项目由3D工程师自检:
1 分型的基准角、定位尺寸是否跟2-D图?所有散件的基准角设置是否合理? 2 模具钢材选择是否已按模图设计(有不同时必须向2D提出) 3 所有图纸上的零件编号是否已跟足模图?(有不同时必须向2D提出)
序号
公司名称
模具结构评审检查清单 表单/记录号:
评审问题描述
备注
1 3D实体是否为最新文件? 2 3D实体是否已转换公差、修出模角、包R角 3 2D平面排位方向及出模方向是否合理?产品上、下模、行位/斜顶位置是否已正确? 4 材料缩水率是否正确? 5 是否做了产品、模具枕位及料位的出模分析? 6 上、下模分型面是否合理?要封料的枕位,擦穿位是否已有安全角度和足够的封料位? 7 原身出模具互锁是否合理? 8 行位分型面是否合理?行位出模方向是否有倒扣? 9 斜顶分型面是否合理?斜顶出模方向是否有倒扣?斜顶在顶出时是否会刮伤料位? 10 镶件的拆法是否合理?(已考虑薄钢、夹口线及加工工艺等问题吗?) 11 在上、下模方向上,行位、斜顶、缩呵在运动时是否会影响出模?是否已做动态模拟分析? 12 油缸行位前端平面是否已做与前模或后模擦穿的角度? 13 顶针、直顶块、斜顶块等分布是否合理? 14 行位、斜顶、缩呵行程是否足够? 15 行位、斜顶在合模状态及开模顶出状态下是否撞顶针、斜顶、直顶等? 16 斜顶、直顶、下模有复杂关系时,是否已分析运动过程无干涉? 17 镶件、镶针、顶针、直顶孔、斜顶孔、螺丝孔是否碰运水(凡3D已做运水时必须检查此条)? 18 模具加工可行性是否OK? 19 是否已做模具安装顺序可行性分析? 20 是否已在封料位1寸外做避空?大模是否已在模胚四边做平衡块? 21 其它应该避空的位置是否已做出?应做出的R角、倒角是否已做出? 22 排气是否已设计?是否正确? 23 是否需要做内模碰数点? 24 是否需要对插穿镶件(或其它部件)的材料,硬度做调整?
以下项目由3D工程师自检:
1 分型的基准角、定位尺寸是否跟2-D图?所有散件的基准角设置是否合理? 2 模具钢材选择是否已按模图设计(有不同时必须向2D提出) 3 所有图纸上的零件编号是否已跟足模图?(有不同时必须向2D提出)
序号
公司名称
模具结构评审检查清单 表单/记录号:
评审问题描述
备注
1 3D实体是否为最新文件? 2 3D实体是否已转换公差、修出模角、包R角 3 2D平面排位方向及出模方向是否合理?产品上、下模、行位/斜顶位置是否已正确? 4 材料缩水率是否正确? 5 是否做了产品、模具枕位及料位的出模分析? 6 上、下模分型面是否合理?要封料的枕位,擦穿位是否已有安全角度和足够的封料位? 7 原身出模具互锁是否合理? 8 行位分型面是否合理?行位出模方向是否有倒扣? 9 斜顶分型面是否合理?斜顶出模方向是否有倒扣?斜顶在顶出时是否会刮伤料位? 10 镶件的拆法是否合理?(已考虑薄钢、夹口线及加工工艺等问题吗?) 11 在上、下模方向上,行位、斜顶、缩呵在运动时是否会影响出模?是否已做动态模拟分析? 12 油缸行位前端平面是否已做与前模或后模擦穿的角度? 13 顶针、直顶块、斜顶块等分布是否合理? 14 行位、斜顶、缩呵行程是否足够? 15 行位、斜顶在合模状态及开模顶出状态下是否撞顶针、斜顶、直顶等? 16 斜顶、直顶、下模有复杂关系时,是否已分析运动过程无干涉? 17 镶件、镶针、顶针、直顶孔、斜顶孔、螺丝孔是否碰运水(凡3D已做运水时必须检查此条)? 18 模具加工可行性是否OK? 19 是否已做模具安装顺序可行性分析? 20 是否已在封料位1寸外做避空?大模是否已在模胚四边做平衡块? 21 其它应该避空的位置是否已做出?应做出的R角、倒角是否已做出? 22 排气是否已设计?是否正确? 23 是否需要做内模碰数点? 24 是否需要对插穿镶件(或其它部件)的材料,硬度做调整?
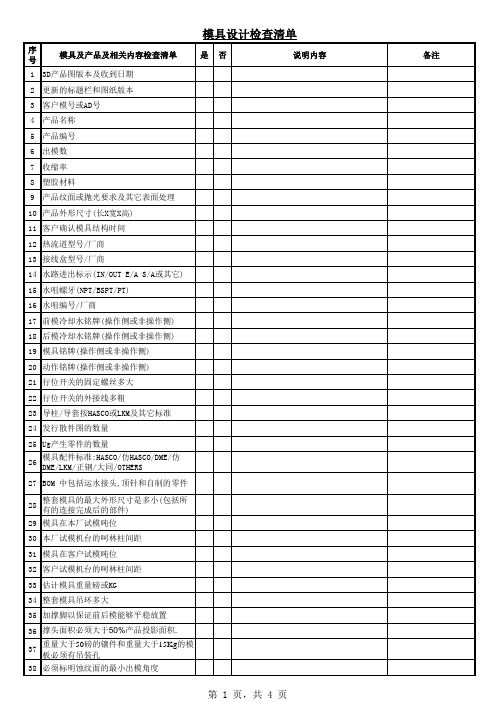
实用模具设计检单清单
度
第 1 页,共 4 页
39 定位圈尺寸 40 注塑射咀深入距离 41 唧咀球头为多少 42 顶棍数量 43 顶棍螺牙大小 44 流道及填充是否平衡 45 冷料井的要求(Z字形,倒锥等,深度) 46 10度倒扣的流道拉料杆 47 流道切面形状和尺寸大小符合标准 48 热流道订购时间 49 行位和压条的钢料型号和硬度 50 压条及耐磨片材质要求 51 油咀型号/厂商 52 油咀与油缸连接螺牙 53 油咀与模具连接螺牙 54 油咀与油管连接螺牙 55 油缸型号/厂商 56 油缸行程 57 产品倒扣长度 58 每个油唧筒要求有两个行程开关 59 油缸的连接方式 60 顶出形式(回拉顶棍/油缸/其它 61 产品是否需要刻印穴号 62 产品是否需要年月章 63 产品是否需要环保章 64 产品是否需要客户标识图案 65 产品是否需要刻印其它特殊图案 66 产品是否需要刻版本号 67 模图中是否单独表现产品与水路3D视图 68 水路铭版是否有雕刻 69 顶针板是否有做活动锁模块 70 接线盒是否有做垫块加高方便接线 71 热流道是否做支撑块(防止热流道板后退) 72 定模部份是否有单独吊模 73 动模部份是否有单独吊模 74 吊环孔是否在重心(定模/动模/整套模具) 75 回针是否需要对角攻牙 76 回针是否在A板加硬片 77 回针底是否有垃圾钉 78 回拉中心附近是否有垃圾钉 79 垃圾钉分布是否均衡 80 行位开关的压线槽是否够宽够深
95 A/B板是否有做锁模块 96
97 模具装配图是否有打印 98 装配爆炸图是否有打印 99 A/B板散件图是否有打印 100 产品图是否已打印给生产 101 BOM表是否有发给生产 102 其它技术文件是否需要发行给生产 103 水路标示是否在图中标示 104 平衡块是否有刻编号(如1A/1B等) 105 模仁是否需要刻印产品号 106 模胚是否需要刻印产品号/AD号或客户模 号等
第 1 页,共 4 页
39 定位圈尺寸 40 注塑射咀深入距离 41 唧咀球头为多少 42 顶棍数量 43 顶棍螺牙大小 44 流道及填充是否平衡 45 冷料井的要求(Z字形,倒锥等,深度) 46 10度倒扣的流道拉料杆 47 流道切面形状和尺寸大小符合标准 48 热流道订购时间 49 行位和压条的钢料型号和硬度 50 压条及耐磨片材质要求 51 油咀型号/厂商 52 油咀与油缸连接螺牙 53 油咀与模具连接螺牙 54 油咀与油管连接螺牙 55 油缸型号/厂商 56 油缸行程 57 产品倒扣长度 58 每个油唧筒要求有两个行程开关 59 油缸的连接方式 60 顶出形式(回拉顶棍/油缸/其它 61 产品是否需要刻印穴号 62 产品是否需要年月章 63 产品是否需要环保章 64 产品是否需要客户标识图案 65 产品是否需要刻印其它特殊图案 66 产品是否需要刻版本号 67 模图中是否单独表现产品与水路3D视图 68 水路铭版是否有雕刻 69 顶针板是否有做活动锁模块 70 接线盒是否有做垫块加高方便接线 71 热流道是否做支撑块(防止热流道板后退) 72 定模部份是否有单独吊模 73 动模部份是否有单独吊模 74 吊环孔是否在重心(定模/动模/整套模具) 75 回针是否需要对角攻牙 76 回针是否在A板加硬片 77 回针底是否有垃圾钉 78 回拉中心附近是否有垃圾钉 79 垃圾钉分布是否均衡 80 行位开关的压线槽是否够宽够深
95 A/B板是否有做锁模块 96
97 模具装配图是否有打印 98 装配爆炸图是否有打印 99 A/B板散件图是否有打印 100 产品图是否已打印给生产 101 BOM表是否有发给生产 102 其它技术文件是否需要发行给生产 103 水路标示是否在图中标示 104 平衡块是否有刻编号(如1A/1B等) 105 模仁是否需要刻印产品号 106 模胚是否需要刻印产品号/AD号或客户模 号等
(委外)模具设计评审清单

八 顶出系统
8.1 顶针规格使用是否合适(尽量用大顶针和较少规格),小于3mm的顶针用双托顶针;
8.2 顶针的设计是否与其它配件干涉,顶针配合长度为顶针直径3-5倍(小模具管位大概15-25mm)
8.3 boss柱考虑做司筒顶出
8.4 是否均匀顶出;是否有顶杆布置在不平整产品面,顶杆是否设计止转,头部斜面是否防滑
2. 500-1000吨的模具分型面宽度45-50MM
4.2 定模与动模仁是否做了防错,是否做了胡口,并对角增加2个工艺螺丝;
4.3 产品分型面是否可靠、是否光滑过渡无尖角存在,避免产生插穿面
4.4 模具有前后模插穿位,至少有一边为镶件
4.5 深度10mm以上筋位应考虑做镶件,镶件体积是否足以布置水路,
2.3 流道顶出是否平衡,优先考虑自动分离的原则、是否适合机械手取件 2.4 多腔模具进胶是否平衡,在每个冷流道拐弯处和热料流向对应处是否都有冷料井和排气
2.5 热流道系统的模具,接线盒首选放置在天侧,其次是非操作侧。是否接线盒与吊环孔有干涉
2.6 热流道的接线盒及接线方式,是否符合生产设备要求
2.7
6.8 斜顶是否有润滑槽
6.9 斜顶是否有Z向复位定位
七 冷却系统
7.1 水路直径>8mm以上,检查所有水路设计合理性
7.2 检查所有水路离产品表面距离10-15mm,两条水路间距离不大于30mm,少于此标准要评估合理性
7.3 如果局部区域有过热现象,或者因结构原因水路不好排布,考虑使用特殊材料(如铍铜)改善冷却效果。
1.4 分型线、浇口位置、顶出方式等是否经过模具工程师和产品工程师全部确认(体现在DFM资料中)
1.5
零件号、零件材料、供应商代码以及日期章内容等其他标识,位置及大小是否经过产品工程师确认(体现在DFM资 料中)
模具工装设计方案评审表

工装潜在问题
后备方案
客户 项目 工序
一:设计方案输入
工装名称 年产量
二:设计方案输出
工装收缩率 工装尺寸 模架尺寸 表面处理
压机开、合高度 制造周期
模具工装设计方案评审表
零件号 零件名称
文件编号
编制日期:
评审日期
评审人员
三:设计方案输出评审
检查项目及内容
Y/N
1、产品放置方向是否符合手顺作业;
2、定位块是否有先导向在定位机构;
3、电气插型号是否匹配设备接口;
4、产品锁入螺钉的种内(包括扭力、防错方法)是否 合理; 5、产品放入及拿出工装的过程是否产生(碰撞、干涉 、不顺畅);
6、工装底板定位孔距离及孔径直径是否符合要求;
7、结构简介、稳固、轻量化为原则设计方案是否合 理;
8、易损零件必须是可以快速更换的结构;
9、工装是否与各个工厂设备匹配;
设计方案输出工装类型工装收缩率工装材料工装尺寸模架材料模架尺寸加工方式表面处理使用设备压机开合高度工装寿命制造周期工装重要特征工装潜在问题检查情况综合结论及其他问题点后备方案批准拒绝其他问题点
图片展示
供应商名称 工装阶段 同类型工装注
意点
工装类型 工装材料 模架材料 加工方式 使用设备 工装寿命 工装重要特征
10、工装防错是否满足生产要求;
11、工装制造周期是否完成;
12、工装方案是否需要修改;
13、其他:
检查情况综合结论及其他问题点
□ 批准 问题点:□拒绝Biblioteka □其他检查情况记录
编制/日期:工程师
审核/日 期:
科长
批准/日期: 项目经理
会签人: 参加评审的人员
后备方案
客户 项目 工序
一:设计方案输入
工装名称 年产量
二:设计方案输出
工装收缩率 工装尺寸 模架尺寸 表面处理
压机开、合高度 制造周期
模具工装设计方案评审表
零件号 零件名称
文件编号
编制日期:
评审日期
评审人员
三:设计方案输出评审
检查项目及内容
Y/N
1、产品放置方向是否符合手顺作业;
2、定位块是否有先导向在定位机构;
3、电气插型号是否匹配设备接口;
4、产品锁入螺钉的种内(包括扭力、防错方法)是否 合理; 5、产品放入及拿出工装的过程是否产生(碰撞、干涉 、不顺畅);
6、工装底板定位孔距离及孔径直径是否符合要求;
7、结构简介、稳固、轻量化为原则设计方案是否合 理;
8、易损零件必须是可以快速更换的结构;
9、工装是否与各个工厂设备匹配;
设计方案输出工装类型工装收缩率工装材料工装尺寸模架材料模架尺寸加工方式表面处理使用设备压机开合高度工装寿命制造周期工装重要特征工装潜在问题检查情况综合结论及其他问题点后备方案批准拒绝其他问题点
图片展示
供应商名称 工装阶段 同类型工装注
意点
工装类型 工装材料 模架材料 加工方式 使用设备 工装寿命 工装重要特征
10、工装防错是否满足生产要求;
11、工装制造周期是否完成;
12、工装方案是否需要修改;
13、其他:
检查情况综合结论及其他问题点
□ 批准 问题点:□拒绝Biblioteka □其他检查情况记录
编制/日期:工程师
审核/日 期:
科长
批准/日期: 项目经理
会签人: 参加评审的人员
压铸模具设计评审表

模具设计评审表
项目名称 序号评审项目 模具名称 评审内容 评审日期 结论
1)分型面和滑块,型腔及顶出机构要合理。不允许有干涉影响产品脱模。 1 设计要求 2)胶口套和拉料杆,流道,溢料槽和冷却水路的合理性。 3) 4)模具设计使用寿命, 模仁材料;DIEVAR。 2 原材料 热处理;HRC46°-48°。 标准件;满足压铸模具高温下使用要求。
3
非标件;原材料和加工,要达到设计要求。 1)不允许裂纹,成形零件表面不得有划痕、碰伤、锈蚀等缺陷。 2)模具非工作部位棱边均应倒角或倒圆,成形部位未注注明的圆角按R0.2 ㎜制造。型面与分型面或型芯、顶杆等相配合的边缘不得有倒角或圆角。顶 杆要高出型腔面0.2MM. 3)合模后分型面应紧密贴合,局部间隙不得大于0.02㎜(不包括排气槽) 4)冷却水管集中供水的必须每路加装阀门,能够单独调节。滑块通冷却水 的必须引出滑块。 5)浇口套带斜度部分的长度必须大于分流锥高出分型面高度15-20㎜,以确 保料饼跟出。 6)浇口套及易拉伤部位成形零件经淬火工艺处理后,进行氮化处理,氮化 模具主 层深度为0.08-0.15,硬度≥600HV.。 要技术 要求
模仁局部图 4 产品表 面处理 方法 部门 5 签名 技术部 质管部
滑块图
产品图
采购部
模具开发
生产车间
6
批准
批准 编号:HY-Jห้องสมุดไป่ตู้-03
项目名称 序号评审项目 模具名称 评审内容 评审日期 结论
1)分型面和滑块,型腔及顶出机构要合理。不允许有干涉影响产品脱模。 1 设计要求 2)胶口套和拉料杆,流道,溢料槽和冷却水路的合理性。 3) 4)模具设计使用寿命, 模仁材料;DIEVAR。 2 原材料 热处理;HRC46°-48°。 标准件;满足压铸模具高温下使用要求。
3
非标件;原材料和加工,要达到设计要求。 1)不允许裂纹,成形零件表面不得有划痕、碰伤、锈蚀等缺陷。 2)模具非工作部位棱边均应倒角或倒圆,成形部位未注注明的圆角按R0.2 ㎜制造。型面与分型面或型芯、顶杆等相配合的边缘不得有倒角或圆角。顶 杆要高出型腔面0.2MM. 3)合模后分型面应紧密贴合,局部间隙不得大于0.02㎜(不包括排气槽) 4)冷却水管集中供水的必须每路加装阀门,能够单独调节。滑块通冷却水 的必须引出滑块。 5)浇口套带斜度部分的长度必须大于分流锥高出分型面高度15-20㎜,以确 保料饼跟出。 6)浇口套及易拉伤部位成形零件经淬火工艺处理后,进行氮化处理,氮化 模具主 层深度为0.08-0.15,硬度≥600HV.。 要技术 要求
模仁局部图 4 产品表 面处理 方法 部门 5 签名 技术部 质管部
滑块图
产品图
采购部
模具开发
生产车间
6
批准
批准 编号:HY-Jห้องสมุดไป่ตู้-03
模具设计评审表

NG
N/A
冲头设计非标准件,定制米思米厂家冲头,导柱、 导套等选用米思米标准件
OK NG N/A
5.导柱直径大小,长度是否适当?
OK NG N/A
6.导柱及导套固定方式是否满足要求(与压板有无干涉?)
OK NG N/A
7.导柱和导套分别放在上模还是下模,是否和约定一致?
OK NG N/A 导向块必须设计成一边可调整,一边固定方式
OK
NG
N/A
在1-2步距之间需要增加控测装置,识别是否有孔, 无孔或
OK NG N/A
OK NG N/A 模具压料板上的起吊螺丝必须设计成M16
模具设计评审表 Tooling / gage design review form
OK NG N/A
G 安全
当前状态
1.吊绳经过模具区域需要倒角R10-R20?
OK NG N/A
2.是否有设计限位装置?
OK NG N/A
H 材料表及要求
当前状态
1.材料表是否有遗漏零件件号(100%提供)?
OK NG N/A
2.材料表是否经过其他设计人员校对(100%提供)?
OK NG N/A 外导柱在下模,外导套(销子)在上模,内导套要下模
E 连续模
当前状态
建议/措施
1.引导销伸出直边长度需要1-2个板厚?
OK NG N/A 3mm
2.导向块调整性是否良好(一边可调,一边固定)符合技术要求? 3.控测装置是否齐全?误送装置是否设计安装? 4.CUT-OFF废料是否和零件分离? 5.模具压料板上起吊螺丝优先选M16?
建议/措施 建议/措施
模具设计评审表(开发前)

4.11 TOP(天侧)位置有标识出来吗?选择合理吗? 4.12 有足够的垃圾钉吗?有足够的支撑柱吗? 4.13 针板行程是否足够? 4.14 上下底板码模厚度是否合理要求? 4.15 安全锁模板设置了吗? 4.16 底部有滑块上水管接头时,是否有支撑柱保护? 5、浇口,流道 5.1 5.2 5.3 5.4 5.5 5.6 5.7 5.8 5.9 6.1 6.2 6.3 6.4 6.5 6.6 6.7 6.8 6.9 6.1 浇口位置是否最佳,如最厚胶位处,避免变形, 应力能否充满,是否有熔接痕/困气等 流道布置是否平衡设计,以保证各腔同状态? 流道尺寸是否合适,保证充满而无浪费? 流道横断面是否最佳选择? 浇口类型合客人要求吗?是否合理? 浇口尺寸是否足够? 有浇口拉料杆、冷料井吗? 浇口是否有放大图表示出来? 浇口套是否加有防转定位? 6、顶出系统 成品肯定跟动模吗? 顶出行程足够顶出成品及浇口吗? 顶杆尺寸是否太细而导致变形? 顶杆位置排列合理吗?数量够吗?不影响外观及 装配要求? 柱位是否要用顶管? 顶管前端配合面在切除一段后够长吗? 骨位是否用方顶?是否已做镶块? 顶杆是否与其它件如支撑柱、冷却水道相接? 顶管是否与推杆孔相撞? 顶在斜面、曲面上的顶杆是否已加防转销?
模 具 设 计 评 审 表
模具编号:
序号
模具名称:
表单编号:JT/QR-073-02 日期:
序号 4.5 4.6 4.7 4.8 4.9 4.1 码模位足够吗? 偏心模码模有无问题? 吊模孔够大吗? 吊模孔是否够数,位置是否合理? 精定位4个方向设置了吗? 有撬模坑吗?
A/1
项
目
评审 再次 结果 确认
2.11 定位圈中心与K.O.孔在同一中心吗? 3、排位,镶块 3.1 3.2 3.3 3.4 3.5 3.6 3.7 3.8 3.9 3.1 一模多腔或多个成品,其排位是否合理,最为紧 凑? 排位是否使得浇道最短? 镶块镶是否合理? 镶块是最易加工? 镶块是否利于封胶而无披锋机会? 镶块是否易于装拆?大件是否有吊孔? 长镶块(特别的大模)是否应该分几段(方便加工/ 避免变形)? 镶块厚度足够吗?是否会变形? 小镶块是否合理?有利于排气,加工,打光? 任何薄片,细针在注塑时会否变形?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
59
是否依照客户要求设计? Is it compliance with the customers' tooling standards?
60
其它
是否符合投产会的最终定案? Does it accord with the conclusion of the production meeting?
61
39
干涉 顶针杯头是否撞斜顶座单元?
interference Does ejector pin head interfere with connect coupling?
40
镶件、镶针、顶针、直顶孔、斜顶孔、螺丝孔是否碰运水? Are inserts,insert pin,ejector pin,lifter hole and screw hole interfere with water lines?
不 不适 是 Y是 合
N Not fit
2
是否满足模具设计规格书? Is it compliance with the customers' design specification?
3
是否满足客户指定的注塑机要求?
依 据 Can it meet the requirements of customer's Injection machine?
21
顶针撞行位(或油缸行位)是否考虑预复位系统?Has the early return bar been considered to avoid ejector pin interfere with slide?
22
机械锁扣及复位剑是否碰运水进出口及吊模孔等? Is the early return bar devices interfere with water fittings and lifting holes?
10
易扣前模,后模,行位、斜顶等产品是否考虑用防扣模的结构对应? cavity,core,slide and lifter etc are easy to stick mould,whether considering design
11
油缸行位同前模或后模等接触面配合是否已考虑采用擦穿角?Have the mountings of Cylinder and A or B plate beeing considered adopt shut off corner
30
模具无需配合的避空是否已设计? Have the clearance for no fitting area been designed?
31
三模板导柱及其各行程是否足够? Are the stroke of guider pin and others of 3 plates enough?
32
4
foundation 是否跟足客户或项目工程师分模线,入水位置,顶出方式等指示?
Is it compliance with the instructions of parting line,gate position and eject mode
5
是否跟足开模评审意见? Does it follow the instruction of mold review meeting?
管理室
有限公司制造中心
模具设计评审清单
评审人员Authorized
Participants:
Mould design check list
(结构装配图&正式装配图评审)
工程师Engineer
模号 NO.
日期 Date
序
号
分类
问题描述
NO Item
Questions Description
.
1
是否跟足客户模具设计标准? Is it compliance with the customers' tooling standards?
54
Drawing 行位,压条,耐磨板,耐磨片,定位圈等非3D设计的零件尺寸标注是否齐全?
Are slide,heel blocks,wear plate,location ring etc parts all dimentioned?
55
装配图配套零件图是否齐全? Are the assembly drawing and spare parts drawing ready?
43
冷却水的进出口朝向是否OK? Are the direction IN and OUT of waterline ok?
44
冷却 是否确保运水胶圈不碰内模边倒角等? Cooling Are "O"rings beyond the chamfered corner of core?
45
深呵地方是否已考虑冷却? Has additional cooling been considered for thick areas?
与会人员签名Sign:
49
是否对PRO-E分型后内模基准角? Have datum of core and cavity been confirmed?
52
是否跟足客户的模具批核意见? Have final decision been approved by customer?
53
图纸
各剖图是否已清晰表达料位及枕位的最高及最底点?Are all cross sections express the highest and lowest of plastic and pi模螺丝大小、位置是否合理?
Are the size and position of the core screw reasonable?
16
压座,勾腿的强度是否足够? Are the strength of ejector coupling and connector enough?
6
是否已参考客供模图或以往同一客户的模具设计图? Does it follow the customer's drawing?
7
模具结构是否合理? Are mould structure reasonable?
8
上、下模分模面是否合理? Are parting line reasonable?
9
结 构 行位、斜顶、缩哥大小是否合理? structure Are the slides, lifter,movable core reasonable?
17
前后模的支撑柱大小及数量是否合理? Are the stand-off size and quantities enough?
18
顶针、顶块等出模设计是否考虑充分? Have ejector pins and ejector bar etc ejection system been considered?
19
是否已考虑大斜度斜顶运动的稳定性? Has the stability of the movement of huge angle lifter been considered?
20
开模及合模的顺序控制是否 OK?Is the sequential control of mold open and clamping ok?
28
模具组件装配顺序是否已论证OK? Is the sequence of assemble mould ok?
备注 Remark
TBD
29
油缸选择是否合理(力量、大小、固定方式、行程余量)?Has the cylinder been chose reasonably(strength,size,clamp type and stroke)
23
朝上行位弹弓是否够力? Is the lower slide strength enough?
24
功 能 是否已做整套模具的运动过程分析? Function Have all the movement of mould been analyzed?
25
热流道系统或热咀系统选择是否合理(包括热咀腔尺寸)? Are the hot runner system or hot nozzle system reasonable?
顶出行程是否充分? Is the ejection stroke enough?
33
行
行位行程是否足够?
程 Is the slide travelling enough?
34
Stroke 斜顶行程是否足够?
Is the lifter travelling enough?
35
斜缩呵行程是否足够? Are the movable cores travelling enough?
36
机械锁扣及行程螺丝行程是否足够? Are the latch and shoulder screw travelling enough?
37
是否确保司筒不碰KO孔? Are sleeve pins interfere with KO?
38
行位、斜顶是否撞顶针、斜顶、直顶等? Are slide and lifter interfere with ejector pin,lifter etc?
26
INSERT五金或塑胶件的模具是否考虑安装稳定性、简易性、安全性? Have the stability,simplicity and safety of instert mould been considered?
27
特殊结构的模具设计是否有充分论证? Is enough proof for special mould design?
56
材料明细表(BOM)是否正确? Is the material lists correct?