模具设计评审记录
模具供应商基础状况评审记录文本
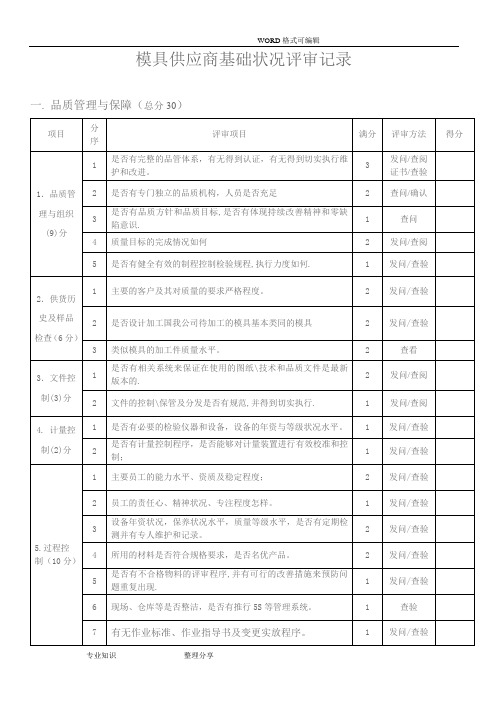
累计得分:评审人:5.2.1供方生产时的外观检查应采用全数检查方式进行(5.2.2外观检验的方法主要是目视、手感,检验的方法是在40W白炽灯光下一米,以目距30CM检查。
6供方自行验货6.1供方应根据需方的《产品生产合同》、《产品检验标准》、《样品承认书》、《产品规格书》及其它要求,按照供方自订的检验标准进行随机抽样,并将抽检结果传达给需方。
6.2需方只有收到供方品管部的抽检合格报告后,才会安排人员进行验货。
6.3供方也应比对供方做3C认证时的关键零部件清单进行检验,不得使用3C认证关键零部件清单以外的零件。
6.4 第三方抽查6.4.1需方将供方的产品导入市场后,各地质量监督机构有可能会抽查到供方为需方生产的产品部件,由于供方自行更改零部件或技术参数等,或抽查的产品存在不能满足国家标准,造成的处罚及测试费用,由供方承担。
6.4.2当国家技术监督部门或国家管理机构抽查到产品存在不能满足国家标准或其它原因,供方应立即做出改善,保证能顺利通过权威机构的复查。
6.4.3当国家技术监督部门或国家管理机构抽查到产品存在不能满足国家标准或更改零件等等,导致爆光或严重损害XXX品牌形象,需方将对供方罚以拾万至伍拾万元人民币(根据实际损失决定)用来维护XXX品牌形象。
6.4.4当消费者使用供方为需方生产的产品,由于产品本身的问题,导致起火,危害人生安全时,供方应负全部责任。
7.指定产品需方出厂前判定7.1封样7.1.1《产品生产合同》签定后,需方应在一周内送4PCS样板给需方设计开发部进行封样,2PCS由需方留底,2PCS由供方留底。
协议之产品首批订生产前,各型号须经需方确认合格后方可生产,否则造成的损失概由供方负责。
7.1.2封样的样品不能随意更换,除非需方进行产品切换或者进行变更。
7.1.3如需方要求进行产品变更时,或者由供方进行产品变更,经需方同意后,必须重新封样,方法同7.1.1。
7.1.4产品中关键零部件也必须封样,同时,供方应保证这些关键零件与检测报告中的关键零部件清单是一致的,方法同以上成品封样。
(精益改善)模具设计评审表
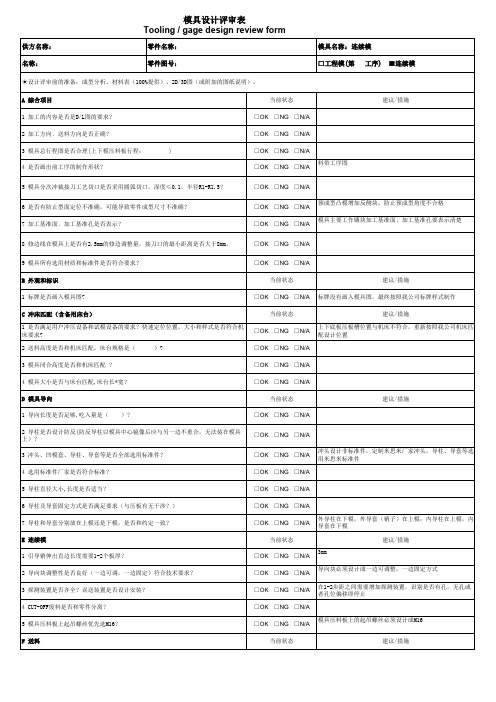
□OK □NG □N/A
B 外观和标识
当前状态
建议/措施
1 标牌是否画入模具图?
□OK □NG □N/A 标牌没有画入模具图,最终按照我公司标牌样式制作
C 冲床匹配(含备用床台)
1 是否满足用户冲压设备和试模设备的要求?快速定位位置,大小和样式是否符合机 床要求?
2 送料高度是否和机床匹配,床台规格是(
□OK □NG □N/A □OK □NG □N/A 预成型凸模增加反侧块,防止预成型角度不合格 □OK □NG □N/A 模具主要工作镶块加工基准面、加工基准孔要表示清楚
8 修边线在模具上是否有2.5mm的修边调整量,接刀口的最小距离是否大于8mm。
□OK □NG □N/A
9 模具所有选用材质和标准件是否符合要求?
□OK □NG □N/A
□OK □NG □N/A
外导柱在下模,外导套(销子)在上模;内导柱在上模,内 导套在下模
当前状态
建议/措施
□OK □NG □N/A 3mm
□OK □NG □N/A 导向块必须设计成一边可调整,一边固定方式
□OK □NG □N/A
在1-2步距之间需要增加探测装置,识别是否有孔,无孔或 者孔位偏移即停止
□OK □NG □N/A
5 导柱直径大小,长度是否适当?
□OK □NG □N/A
6 导柱及导套固定方式是否满足要求(与压板有无干涉?) 7 导柱和导套分别放在上模还是下模,是否和约定一致? E 连续模 1 引导销伸出直边长度需要1-2个板厚? 2 导向块调整性是否良好(一边可调,一边固定)符合技术要求? 3 探测装置是否齐全?误送装置是否设计安装? 4 CUT-OFF废料是否和零件分离? 5 模具压料板上起吊螺丝优先选M16?
模具设计评审表-

17)斜顶是否有冷却.
18)滑块是否有顶针装置.
19)斜顶是否有顶针装置.
20)斜顶角度是否小于15度
21)斜顶行程是否足够.
热流道
1)热流道是否名辰认可品牌.热流道品牌:
2)热流道型号是否符合<模具技术要求>.热流道型号:
3)热电偶是否符合<模具技术要求>(J型).
28)定模板强度是否足够.定模板长X宽X厚:
29)动模板强度是否足够.动模板长X宽X厚:
30)顶针板强度是否足够,螺丝是否足够.顶针板长X宽X厚:
31)模架底板和顶针板之间是否有收紧螺丝孔.
32)导柱导套型号和长度是否正确.
33)顶针板导柱导套型号和长度是否正确
34)支撑柱数量/直径是否足够.
35)垃圾钉数量是否足够,排布是否平衡,是否与顶针螺丝干涉.
5)斜导柱尺寸是否正确.
6)导滑块尺寸是否正确.
7)背部和底部耐磨片尺寸是否正确.
8)斜导柱角度是否小压紧面2度
9)滑块限位形式是否正确
10)大滑块是否有中心导滑块.
11)模架导柱有效长度是否比斜导柱长.
12)滑块是否有冷却水路.
13)滑块与顶杆是否干涉.
14)大滑块是否有起吊孔.
15)斜顶是否有导向铜套,尺寸是否正确.(长斜顶需用上下两个铜套)
4)热流道是否经模流分析,是否合适.附分析报告:
5)热流道图纸是否有检查.
6)定模是否有导柱导套(便于安装热流道) .
7)导柱有效长度是否比热流道喷嘴长.
8)用于热流道安装的导柱导套是否和动模复位杆干涉.
9)油路排布是否正确.
10)吊环是否和插座盒干涉.
注塑模具设计评审表
评审结论,
模具供应商,
零部件供应商,
采购本部,模具工程师、SQE
记录部门:
记录人:模具工程拜
记录日期:
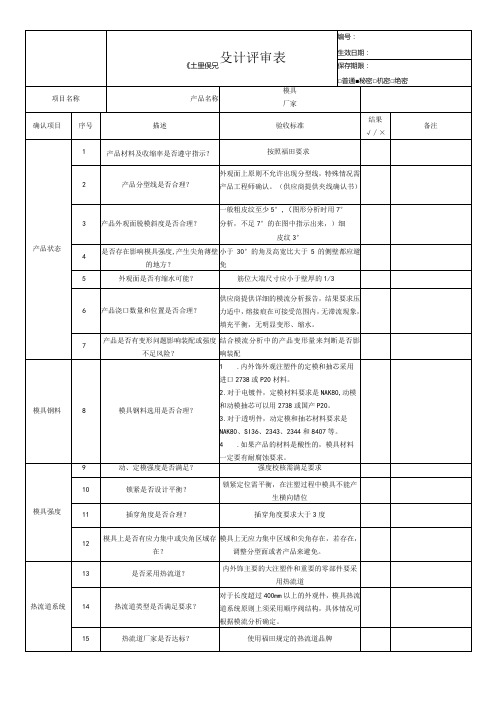
一般粗皮纹至少5°,(图形分析时用7°
分析,不足7°的在图中指示出来,)细
皮纹3°
4
是否存在影响模具强度,产生尖角薄壁的地方?
小于30°的角及高宽比大于5的侧壁都应避免
5
外观面是否有缩水可能?
筋位大端尺寸应小于壁厚的1/3
6
产品浇口数量和位置是否合理?
供应商提供详细的模流分析报告,结果要求压力适中,熔接痕在可接受范围内,无滞流现象,填充平衡,无明显变形、缩水。
21
油缸顶出的模具是否设计行程开关?
油缸顶出的模具箱设计复位行程开关,防止撞模。
22
油路设计是否平衡?
油路设计要求平衡,使油同时到达每个油缸,保障顶出平衡。
模具工艺
23
模具加工工艺是否合理?
要求模具加工工艺简洁,效率高,非胶位部分减少电火花加工的部位,尽量全部采用NC加工
24
模具精度和表面质量要求是否达标?
17
较大滑块、斜顶、镶块、顶块是否设计水路?
较大的滑块、镶块和顶块需要设计水路:水路直径要大于6mm。
18
热流道喷嘴周围是否设计单独的冷却水路?
热流道喷嘴周围要设计单独的冷却水路。
顶出系统
19
模具顶出是否合理?
筋位、侧壁附近均应有顶出,要求布置均匀,顶出平衡
20
大型模具是否采用油缸顶出?
大型模具采用油缸顶出
热流道系统
13
模具设计评审报告

模具设计评审报告一、引言在当今制造业中,模具设计的质量和效率对于产品的生产至关重要。
本次评审旨在对新设计的模具进行全面评估,确保其满足生产需求、质量标准和成本控制要求。
二、模具设计背景咱们这次要评审的模具是为了生产一款新型的塑料制品。
这个塑料制品在市场上有着很大的需求,所以模具的设计必须要精准、高效,才能保证产品的顺利生产和市场供应。
三、评审团队这次参与评审的人员可都是咱们公司的精英啊!有经验丰富的模具设计师老张,对材料和工艺了如指掌的老李,还有对生产流程把控严格的王姐。
大家凑在一起,就是为了给这个模具设计把好关。
四、模具设计细节评审1、结构设计模具的整体结构看起来还算稳固,各个部件的连接也比较合理。
但是,在一些关键部位的加强筋设计上,似乎还有些薄弱。
比如说,模具的型腔底部,承受的压力会比较大,如果加强筋不够厚实,可能在长期使用中会出现变形的情况。
还有啊,模具的开合模结构,虽然设计得比较流畅,但在导向机构的精度上,还需要再提高一些。
不然,在开合模的过程中,可能会出现卡顿,影响生产效率。
2、材料选择选用的模具钢质量还不错,硬度和耐磨性都能满足要求。
不过,考虑到生产成本,是不是可以选用一些性价比更高的材料呢?比如说,在一些非关键部位,使用一些国产的优质钢材,既能保证性能,又能降低成本。
另外,模具的表面处理材料也需要注意。
要选择那种耐磨损、耐腐蚀的涂层,这样可以延长模具的使用寿命。
3、冷却系统冷却系统的设计还算合理,水道分布比较均匀,能够有效地降低模具在生产过程中的温度。
但是,在进出水口的位置设计上,不太方便操作。
如果能调整一下位置,会更便于后期的维护和保养。
而且,冷却水道的直径是不是可以再大一些呢?这样可以加快冷却速度,提高生产效率。
4、顶出系统顶出系统的设计还算可靠,顶针的分布和数量都比较合适。
但是,顶针的头部形状需要优化一下,不然在顶出产品的时候,可能会在产品表面留下痕迹。
还有啊,顶出的行程和力度也需要精确计算,确保能够顺利地将产品顶出,又不会对产品造成损坏。
模具设计评审表-

45)是否有保护脚(支撑柱).
46)是否有油缸,安装位置是否够.
47)是否有浇口放大图.
48)油(气)路是否标示
49)水路是否有进出标示.
滑块和斜顶
1)滑块进入动模型芯中,两侧穿插面是否有斜度.
2)滑块座尺寸和形状是否正确.
3)滑块镶件尺寸是否正确.
4)滑块压紧块尺寸和形状是否正确.
11)浇口尺寸和形状是否准确,是否在产品非外观侧.浇口尺寸:
12)浇口是否经过模流分析.
13)分流道前端是否有冷料穴.
14)冷却水路是否均衡.
15)顶杆排布是否平衡,合理.
16)吊装机构是否正确.
17)是否有楔紧块.
OK
18)排气槽是否足够(导套底部,流道末端,分型面).
19)扁顶针是否有在型芯底部做锥形导向.
12)排气槽是否足够和正确.
13)主分型面外围是否避空.主分型面宽度:
14)模具精定位耐磨块布置是否合理/足够.
15)模具等高块布置是否合理/足够.
16)直径小于3mm的顶针,配合长度是否为15mm,直径大于3mm的顶针和扁顶针,配合长度是否为30mm,直径小于3mm的顶针做双节顶针.
17)扁顶针是否在型芯底部做锥形导向.
4)热流道是否经模流分析,是否合适.附分析报告:
5)热流道图纸是否有检查.
6)定模是否有导柱导套(便于安装热流道) .
7)导柱有效长度是否比热流道喷嘴长.
8)用于热流道安装的导柱导套是否和动模复位杆干涉.
9)油路排布是否正确.
10)吊环是否和插座盒干涉.
三维检查清单
N.A
NG
OK
1)是否按客户提供的2D尺寸检查过3D尺寸.
模具评审会议记录
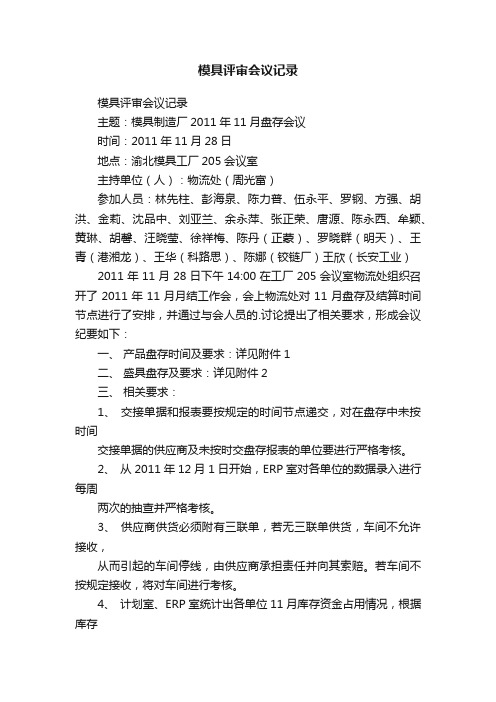
模具评审会议记录模具评审会议记录主题:模具制造厂2011年11月盘存会议时间:2011年11月28日地点:渝北模具工厂205会议室主持单位(人):物流处(周光富)参加人员:林先柱、彭海泉、陈力普、伍永平、罗钢、方强、胡洪、金莉、沈品中、刘亚兰、余永萍、张正荣、唐源、陈永西、牟颖、黄琳、胡馨、汪晓莹、徐祥梅、陈丹(正蒙)、罗晓群(明天)、王青(港湘龙)、王华(科路思)、陈娜(铰链厂)王欣(长安工业)2011年11月28日下午14:00在工厂205会议室物流处组织召开了2011年11月月结工作会,会上物流处对11月盘存及结算时间节点进行了安排,并通过与会人员的.讨论提出了相关要求,形成会议纪要如下:一、产品盘存时间及要求:详见附件1二、盛具盘存及要求:详见附件2三、相关要求:1、交接单据和报表要按规定的时间节点递交,对在盘存中未按时间交接单据的供应商及未按时交盘存报表的单位要进行严格考核。
2、从2011年12月1日开始,ERP室对各单位的数据录入进行每周两次的抽查并严格考核。
3、供应商供货必须附有三联单,若无三联单供货,车间不允许接收,从而引起的车间停线,由供应商承担责任并向其索赔。
若车间不按规定接收,将对车间进行考核。
4、计划室、ERP室统计出各单位11月库存资金占用情况,根据库存资金占用情况制定库存资金占用指标并在12月模拟试运行,根据共 1 页模具制造厂物流相关问题专题讨论会会议纪要试运行情况编制库存资金管理考核办法在2012月1月开始执行。
5、从2012年1月开始,品质处必须对每月的呆滞品、待处理、报废品进行处理做到月清。
该项工作由品质处牵头,制订相关的管理流程和办法,相关单位再共同商议决定在2011年12月前完成。
6、ERP室进一步完善物资账务管理办法,在2011年12月召集相关单位进行讨论决定,于2012年1月开始执行将。
附件1:附件2:物流处 11月盛具盘存通知11.28盘存通知(2011年11月) 2011-11-28发送单位:模具工厂相关单位抄送:工厂领导批准:林先柱核稿:周光富拟稿:方强共 2 页【模具评审会议记录】。
模具评审记录

E. 油缸动模抽芯2顶出
模 G. 油缸顶板2级顶复位
作 M. 合模 分 析 O .油缸定模抽芯1复位
Q. 油缸动模抽芯1复位
F. 油缸顶板1级顶出 H. 设备顶针顶出 J. 设备顶针退回 L. 油缸顶板1级复位 N. 油缸定模抽芯2复位 P. 油缸动模抽芯2复位 R. 塑料注射
33 是否有顶杆布置在不平整产品面,顶杆是否设计止转,头部斜面是否防滑
34 是否有粘上模可能、顶出行程是否足够、是否需先复位、是否需二次顶出
35
是否设计微动开关、开关座和计数器,开关座是否设置在非操作侧模脚中间位置(注意注塑机 压板位置)
36 是否适合机械手取件,嵌件模导柱是否在非嵌件侧
37 用拉攀做先复位是否与注塑机模板相符,最多横向中心用上下两个拉攀
43 整个零件的支撑柱是否均匀分布,特别是注射中心区域,尽量不要与顶出孔干涉
44 上下模仁厚度是否足够,上下模板厚度是否足够,滑块锁紧块强度是否足够
45 模仁定位是否需要用锲紧块定位或两直边和两斜边,模仁及镶件厚度尾数是否为3或8
46 所有镶件和斜顶沿周是否做圆角以增加模具强度
冷却
47 水路可持续流动,水路是否均匀分布;一般不在塑件熔接的地方设置水路﹐避免影响制品强度
28
斜顶配合斜面的角度是否大于斜顶运动角度(即斜顶杆角度)2-3度,保证运动复位时不会有 碰伤
29 与斜顶座的配合是否有足够强度、耐用
30 顶针规格是否合适(尽量用大顶针和较少规格),是否兼作排气作用
31 检查模具设计的顶出,确保不会有干涉。3D模具数模的运动分析是必须的
32 是否均匀顶出(会引起脱模困难、及外观问题),官位长度为顶针直径3到5倍
电镀类零件
58 零件应尽量在非外观面上多设置几个装挂位置,以保证零件镀层的均匀