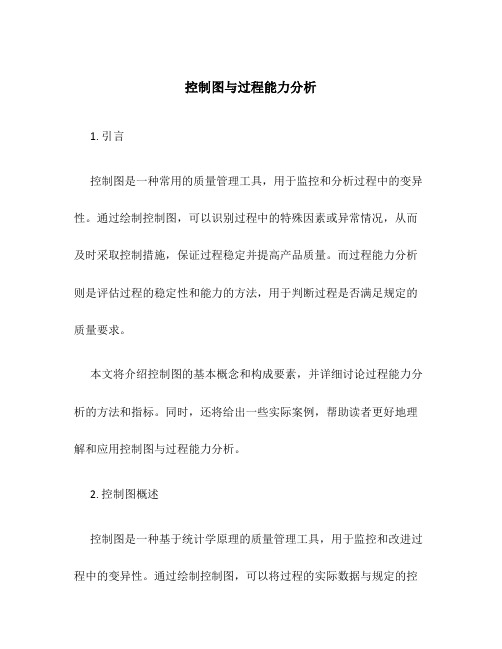
图5-10控制图类型的选择
质量管理05控制图

I—Rs图 计算移动极差Rsi
质量管理05控制图
控制图的绘制(续)
•4.(1)控制图样本参数的计算:
图名称 np图
步骤
计算平均不合格 品率
p 图 计算各组不合格 品率pi
c图 计算各样本的平 均缺陷数
u图 计算各样本的单 位缺陷数ui
计算公式
备注
(np)i——第i样本的 不合格品数(各样本 样本容量皆为n)
质量波动的来源主要有五个方面(简称 5M1E ):
• 操作人员(Man)——人 • 设备(Machine) —— 机 • 原材料(Material)——料 • 操作方法(Method)——法 • 环境(Environment)——环 • 测量(Measurement) ——测
质量管理05控制图
控制对象-质量波动(续)
质量管理05控制图
控制图的由来
•控制图的发展:
20世纪40年代,美国 贝尔电话公司应用统计质量 控制技术取得成效;美国军 方在军需物资供应商中推进 统计质量控制技术的应用; 美国军方制定了战时标准 Z1.1《质量控制指南》、 Z1.2《数据分析用的控制图 法》、 Z1.3《生产中质量管 理用的控制图法》。
质量管理05控制图
均值-极差控制图(续)
极差控制图随生产过程的特点不同 有其不同的作用: •在自动化水平比较高的生产过程中, 产品质量的一致性好。因此,当极差增 大,意味着机器设备出现故障.需要进 行修理或更换; •在非自动化生产过程中,极差反映出 操作者的技术水平,生产熟练程度,故 又称为操作者控制图。
–所谓满足规格要求,并不是指上、下控制线必须在规格上、下限内侧,
即UCL>TU;LCL< TL。而是要看受控工序的工序能力是否满足给定 的Cp值要求。
控制图与过程能力分析
控制图与过程能力分析1. 引言控制图是一种常用的质量管理工具,用于监控和分析过程中的变异性。
通过绘制控制图,可以识别过程中的特殊因素或异常情况,从而及时采取控制措施,保证过程稳定并提高产品质量。
而过程能力分析则是评估过程的稳定性和能力的方法,用于判断过程是否满足规定的质量要求。
本文将介绍控制图的基本概念和构成要素,并详细讨论过程能力分析的方法和指标。
同时,还将给出一些实际案例,帮助读者更好地理解和应用控制图与过程能力分析。
2. 控制图概述控制图是一种基于统计学原理的质量管理工具,用于监控和改进过程中的变异性。
通过绘制控制图,可以将过程的实际数据与规定的控制限进行比较,从而判断过程是否受到特殊因素的影响,以及是否处于控制状态。
控制图的构成要素主要包括控制线、样本数据和数据点的标记。
其中,上下控制线用于标识过程的稳定范围,而中心线则表示过程的平均水平。
样本数据则是从过程中得到的一组观测值,通常按时间顺序排列。
每个数据点可以通过标记来表示其特殊性质,如标明异常值或特殊原因。
3. 常见的控制图类型根据观测数据的类型和分布特征,常见的控制图类型包括:3.1. 控制图类型1这是一种适用于连续型数据的控制图类型,适用于受检量或计数型数据。
其构成要素包括X控制图和R控制图。
X控制图用于监控平均值的变化情况,R控制图则用于监控过程的变异程度。
3.2. 控制图类型2这是一种适用于计数型数据的控制图类型,适用于过程中出现的次数或事件。
其构成要素包括P控制图和C控制图。
P控制图用于监控次数型数据的比例,C控制图则用于监控次数型数据的发生数。
3.3. 控制图类型3这是一种适用于属性型数据的控制图类型,适用于过程中出现的缺陷或不良项。
其构成要素包括NP控制图和U控制图。
NP控制图用于监控缺陷或不良项的发生数,U控制图则用于监控缺陷或不良项的比例。
4. 过程能力分析方法过程能力分析是评估过程的稳定性和能力的方法,旨在判断过程是否满足规定的质量要求。
spc考题及答案

单项选择题1.影响过程的主要因素有那些( c )a)人,机.料,法b)人,机.料,法,环c)人,机.料,法,环,测2.SPC的目的是什么( a )a)持续改进b)检测异常c)制程稳定3.SPC的核心思想( c )a)统计b)检验c)预防4.控制图的基本类型有哪些(按数据类型分) ( a )a)计量值控制图,计数值控制图b)X-R图,X-S图c)P图,U图5.现有计量型数据,子组容量为12,应该选择那一种控制图( b )a)X-Rb)X-Sc)X-Rm6.现有计量型数据,子组容量为5,应该选择那一种控制图( a )a)X-Rb)X-Sc)X-Rm7.以下哪项中包含的全部都是计数型控制图( c )a)P图, NP图, X-R图, C图b)P图, NP图, X-R图, U图c)P图, NP图,C图, U图8.目前CSMC SPC 控制线的设置原则是____ ( b )a)+/-2σb)+/-3σc)+/-4σ9.用来计算控制线的数据量不得少于___点( b )a)20b)25c)3010.如过程历史数据计算的AVERAGE=5, σ=, 过程目标值=,则LCL(控制下限),CL(控制中心).UCL(控制上限)分别是____ ( b )a), ,b), ,c), ,11.以下概念正确的是_____ ( a )a)规范线是品质特性之最大许可值,来保证各个单位产品之正确性能,控制线是从一群中各个单位产品所得之观测值所计算出来.b) 规范线从一群中各个单位产品所得之观测值所计算出来, 控制线是品质特性之最大许可值,来保证各个单位产品之正确性能c) 控制线可以大于规范线12. 过程的波动通常可分为普通原因和特殊原因, 对于普通原因通常需要采取_____措施( b )a) 局部措施b) 系统措施c) 普通措施13. 在使用控制图,对数据进行分组的基本原则是____ ( a )a) 组内变异小,组间变异大b) 组内变异大,组间变异小c) 组内变异和组间变异相同14. Cpk 和Ppk 有何差异 ( a )a) Cpk 是用子组均值计算,Ppk 是用单点计算b) Cpk 是用单点计算,Ppk 是用子组均值计算c) 没什么区别15. Cp 的大小与下列哪个参数有关 ( b )a) 均值b) sigmac) 目标值16. 关于Cp 和Cpk 的概念,下列哪个是正确的 ( c )a) Cp 综合反应过程变差及其与target 的关系,Cpk 仅反应数据分布的稳定程度. b) Cp 仅反应数据分布的稳定程度,Cpk 仅反应与target 的关系.c) Cp 仅反应数据分布的稳定程度,Cpk 综合反应过程变差及其与target 的关系.17. Cpk 的计算公式如何 ( c )a) Cpk=(USL-LSL)/6σb) Cpk=(USL- x )/3σc) Cpk=min(Cpu,Cpl)18. 当过程规范只存在上限(如:<20), 则过程能力用以下哪个参数表示 ( b )a) Cplb) Cpuc) Cpk19. 当过程规范只存在下限(如:>20), 则过程能力用以下哪个参数表示 ( a )a) Cplb) Cpuc) Cpk20. 计算CP,CPK 时数据量不得少于____ ( a )a) 25b) 20c) 3021. )()2/(雙邊規格T X C a μ-=,其中X 表示过程均值, μ表示过程目标值, T 为容差, 则C的具体含义为____ ( c )aa)过程的分布宽度b)过程分布的位置c)过程中心与规范中心的偏离度22.OOC alarm处理原则上要求及时处理,最长不超过___小时,若超过,则系统会发mail给相关课长. ( b )a)12b)24c)4823.目前我们的SPC chart中广泛应用的WARNING RULE是哪两条( c )a)1点超3sigma和连续7点在中心值一侧b)1点超3sigma和 3点中有2点在A区或A区以外c)1点超3sigma和连续7点上升或下降24.以下那种情况下,现行控制线需重新计算( a )a)新设备加入或设备移出b)过程波动变大c)规范更改25.以下关于控制线设置的说法哪一种是错误的( B )a)当CHART含盖混合的工艺设备输出,则计算控制线的数据包含所有的设备输出b)当过程变差变大时即可重新计算控制线c)计算控制线时明显的异常点(如: 数据输错,误操作等)应该去除后再算,以免放宽控制线..26.SPC的中文意思( a )a)统计过程控制b)控制图c)统计过程检验27. OOC的中文意思( a )a)超控制b)超规范c)超警戒28.理论情况下,数据点落在控制限内的概率是多少( c )a)%b)%c)%29. 请指出下列哪些过程的过程能力较高( c )a) CP= Cpk=b) CP= Cpk=c) CP= Cpk=30.下列说法哪个正确( b )a)SPC的目的和作用是统计OOC/OOS, CP和CPK等指数b)SPC的目的和作用是通过监控OOC/OOS,计算CP和CPK等指数,帮助工艺和生产人员采取适当之措施,实现过程的持续改进c)SPC的目的和作用是实现OOC/OOS报警,计算CP和CPK,让生产人员忙个不停。
MINITAB使用教程

MINITAB使用教程一、MINITAB的基本功能1. 数据输入与导入:可以通过手动输入数据或导入外部数据文件的方式将数据导入MINITAB中进行分析。
支持各种数据格式,如Excel、CSV等。
2.数据探索:可以对数据进行数据摘要、数据可视化、相关分析等操作,帮助用户了解数据的基本特征和结构。
3.统计分析:MINITAB提供了各种统计分析方法,如假设检验、方差分析、回归分析等,帮助用户进行数据分析和模型建立。
4.实验设计:MINITAB支持各种实验设计方法,如因子设计、响应面设计等,帮助用户设计高效的实验方案并分析实验结果。
5.质量控制:MINITAB提供了质量控制图、能力指数分析等功能,帮助用户监控生产过程的质量并制定改进措施。
6. 报告输出:MINITAB可以生成各种报告和图表,帮助用户清晰地展示分析结果,并支持将结果导出为Excel、Word等格式。
二、MINITAB的常用操作方法1.数据输入与导入(1)手动输入数据:打开MINITAB软件,选择“Worksheet”窗口,在工作表中逐行输入数据,可以使用Tab键在不同列之间切换。
(2)导入外部数据文件:选择“File”菜单中的“Import Data”选项,然后选择要导入的数据文件,设置数据导入的参数,最后点击“OK”按钮即可完成数据导入。
2.数据探索(1)数据摘要:选择“Stat”菜单中的“Basic Statistics”选项,设置需要统计的变量,MINITAB将显示各个变量的基本统计量,如均值、标准差等。
(2)数据可视化:在工作表中选中需要可视化的数据,选择“Graph”菜单中的“Graphical Summary”选项,选择合适的图表类型进行数据可视化。
3.统计分析(1)假设检验:选择“Stat”菜单中的“Basic Statistics”选项,设置需要进行假设检验的变量和检验类型,MINITAB将输出检验结果和显著性水平。
(2)方差分析:选择“Stat”菜单中的“ANOVA”选项,设置自变量和因变量,MINITAB将输出方差分析表和显著性水平。
控制图(control charts)
控制图(control charts)又名:统计过程控制( statistical process control)方法演变:EQ \o(\s\up5(-),\s\do2(x))计量值控制图:⎺X-R控制图(又名均值极差控制图),⎺X-s控制图,单值控制图(又名X 控制图,X-R控制图,IX-MR控制图,XmR控制图,移动极差控制图),移动均值-移动极差控制图(又名MA-MR控制图),目标偏差控制图(又名差异控制图、偏差控制图、名义值偏差控制图),CUSUM(又名累计和控制图),EWMA(又名指数加权移动平均控制图),多元控制图(又名Hotelling T2控制图)。
计数值控制图:p控制图(又名不良品率控制图),np控制图,c控制图(又名缺陷数控制图),u控制图。
两种数据都适用的控制图:短期过程控制图(又名稳定控制图或者Z控制图),组控制图(又名多属性值控制图)。
概述控制图是一种对过程变异进行分析和控制的图形工具。
数据按时间顺序绘制在图上,控制图一般有一条代表均值的中心线,一条上控制限位于中心线上方,一条下控制限位于中心线下方,这些线是根据过程数据确定的。
通过当前数据和由历史数据计算所得的控制限的比较,我们可以判定当前过程变异是稳定的(受控制)还是不稳定的(不受控制,受到某个特定因素的干扰)。
控制图分为很多种,不同的过程、不同的数据,我们采用不同的控制图。
计量值数据的控制图经常是成对应用,其中常绘制在上方的一张控制图监测均值,或者说过程数据的分布中心,而绘制在下方的一张控制图监测极差,或者说分布的波动程度。
如果借助于练习打靶的例子来说明,那么均值就是靶子上射击集中的地方,极差是射击点的离散程度。
计量值数据要成对使用控制图,计数值数据则通常只使用一张控制图就足够了。
适用场合·当你希望控制当前过程,问题出现时能察觉并能对其采取补救措施时;·当你希望对过程输出的变化范围进行预测时:·当你判断一个过程是否稳定(处于统计受控状态)时;·当你分析过程变异来源是随机性(偶然事件)还是非随机性(过程本身固有)时;·当你决定怎样完成一个质量改进项目时——防止特殊问题的出现,或对过程进行基础性的改变。
控制图与过程能力分析

控制图与过程能力分析控制图是一种用于监控过程稳定性和一致性的工具,它通过监控产品或过程的变异性来确保产品质量以及生产效率。
在工业生产中,控制图被广泛应用于监控制造过程中的变异性,以便及时发现和纠正问题,从而确保产品的稳定性和一致性。
与此同时,过程能力分析则是用于评估制造过程的稳定性和一致性的工具,它可以帮助企业确定其生产过程是否能够满足产品质量要求。
因此,控制图与过程能力分析在生产管理中扮演着至关重要的角色。
控制图的原理和类型控制图是一种通过统计方法来监控过程稳定性的工具,它可以帮助生产者及时发现和纠正生产过程中的问题。
控制图的原理是将生产过程中的数据进行分类,然后根据统计学方法对数据进行分析,以便确定过程是否处于稳定状态。
控制图的基本原理是将数据按照时间顺序绘制在图表上,并根据统计学规则来判断生产过程的稳定性。
常见的控制图类型包括X-bar图、R 图、P图和C图等,每种类型的控制图都有着不同的应用范围和适用条件。
X-bar图是一种用于监控过程平均值的控制图,它可以帮助生产者了解生产过程的变异情况。
R图则是用于监控过程变异性的控制图,它可以帮助生产者了解生产过程的一致性。
P图和C图则是用于监控不合格品率的控制图,它们可以帮助生产者了解生产过程的品质情况。
通过绘制这些不同类型的控制图,生产者可以全面了解生产过程的稳定性和一致性,从而及时发现和纠正生产过程中的问题。
过程能力分析的原理和方法过程能力分析是一种用于评估生产过程稳定性和一致性的工具,它可以帮助企业确定其生产过程是否能够满足产品质量要求。
过程能力分析的原理是通过统计方法对生产过程的数据进行分析,以便评估过程的稳定性和一致性。
常见的过程能力指标包括过程能力指数(Cp)、过程能力指数(Cpk)以及过程性能指数(Pp)和过程性能指数(Ppk)等,它们可以帮助企业全面了解生产过程的稳定性和一致性。
通过计算这些过程能力指标,企业可以全面了解生产过程的稳定性和一致性,从而确定生产过程是否能够满足产品质量要求。
SPC控制图选用原则
一、按控制图测量性质不同,控制图可分为计量型控制图和计数型控制图两大类。
前者反映产品或过程特性的计量数据,后者反映计数数据。
SPC软件免费下载:计量型控制图又可分为:1)均值-极差(X-R)图:适用于长度,重量,时间,强度,成分以及某些电参数的控制2)均值-标准差(X-S)图:适用于样本较大的过程控制3)单值-移动差(X-Rs)图:只能获得一个测量值或测量成本较高的情形.4)中位数-极差(X-R)图计数型控制图:1)缺陷数(C)控制图:计数检验的个数相对于被检验对象的总体很少时适用.2)百分率(P)图:适用于计数的值所占的比例较大时.2、按控制图用途不同,控制图可分为分析用控制图与控制用控制图。
常规控制图的作用制造业的传统方法有赖于制造产品的生产,有赖于检验最终产品并筛选出不符合规范的产品的质量控制。
这种检验策略通常是浪费和不经济的,因为它是当不合格品产生以后的事后检验。
而建立一种避免浪费、首先就不生产无用产品的预防策略则更为有效。
这可以通过收集过程信息并加以分析,从而对过程本身采取行动来实现。
控制图是一种将显著性统计原理应用于控制生产过程的图形方法,由休哈特(Walter Shewhart)博士于1924年首先提出。
控制图理论认为存在两种变异。
第一种变异为随机变异,由“偶然原因"(又称为"一般原因")造成。
这种变异是由种种始终存在的、且不易识别的原因所造成,其中每一种原因的影响只构成总变异的一个很小的分量,而且无一构成显著的分量。
然而,所有这些不可识别的偶然原因的影响总和是可度量的,并假定为过程所固有。
消除或纠正这些偶然原因,需要管理决策来配置资源、以改进过程和系统。
第二种变异表征过程中实际的改变。
这种改变可归因于某些可识别的、非过程所固有的、并且至少在理论上可加以消除的原因。
这些可识别的原因称为"可查明原因"或"特殊原因"。
它们可以归结为原材料不均匀、工具破损、工艺或操作的问题、制造或检测设备的性能不稳定等等。
常用质量控制图的种类与应用
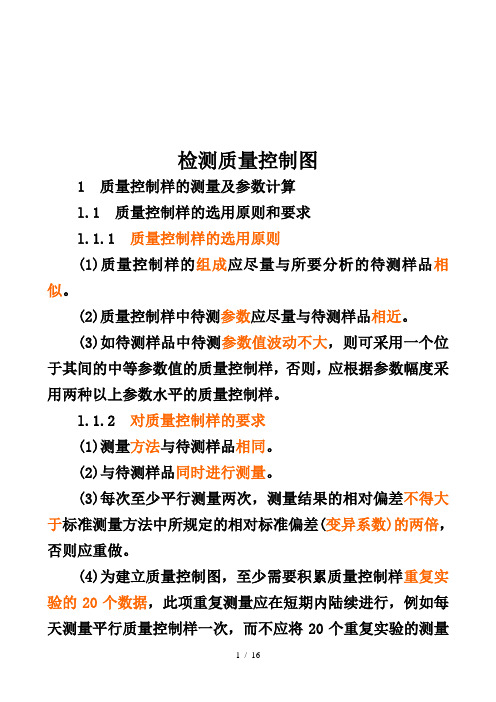
检测质量控制图1 质量控制样的测量及参数计算l.1 质量控制样的选用原则和要求l.1.1 质量控制样的选用原则(1)质量控制样的组成应尽量与所要分析的待测样品相似。
(2)质量控制样中待测参数应尽量与待测样品相近。
(3)如待测样品中待测参数值波动不大,则可采用一个位于其间的中等参数值的质量控制样,否则,应根据参数幅度采用两种以上参数水平的质量控制样。
l.1.2 对质量控制样的要求(1)测量方法与待测样品相同。
(2)与待测样品同时进行测量。
(3)每次至少平行测量两次,测量结果的相对偏差不得大于标准测量方法中所规定的相对标准偏差(变异系数)的两倍,否则应重做。
(4)为建立质量控制图,至少需要积累质量控制样重复实验的20个数据,此项重复测量应在短期内陆续进行,例如每天测量平行质量控制样一次,而不应将20个重复实验的测量同时进行,一次完成。
(5)如果各次测量的时间隔较长,在此期间可能由于气温波动较大而影响测定结果,必要时可对质量控制样的测定值进行温度校正。
1.2测量数值的积累及参数的计算l.2.1 测量数值的积累当质量控制样的测量数据积累至20个以上时,即可按下列公式计算出总均值X、标准偏差s(此值不得大于标准测量方法中规定的相应参数水平的标准偏差值)、平均极差(或差距)R 等。
式中,X i和X为平行测量控制样的测量值和平均值。
l.2.2 质量控制图的参数的计算各种类型的质量控制图的基本参数计算公式列入表1。
表中给出的是3σ控制限的计算公式,有时用2σ控制限,因此使用时应注意二者的换算。
表1 质量控制图的参数计算公式控制图类型中心线3σ控制限平均值±A 1或±A 2标准偏差B 2(下)和B 4(上)极差 D 3(下)和D 4(上)当样本大小相同时,即各组由相同数目的观测值构成时,系数A l ,A 2;B 2,B 4,D 3,D 4的数值列于表2。
表2 系数数值表 每组观测 值个数 平均值图 标准偏差图 极差图变换因子 n A 1 A 2B 2 B 4 D 3 D 4 n n 1 2 3 4 5 6 7 8 9 10 11 12 13 14 3.750 2.394 1.880 1.596 1.410 1.277 1.175 1.094 1.028 O.973 0.925 O.884 O.848 1.880 1.023 0.729 0.577 O.483 0.419 0.373 O.337 O.308 O.285 0.256 0.249 0.235 0O0 0.030 O.118 0.185 0.239 O.284 O.321 0.354 0.382 O.406 3.267 2.568 2.266 2.089 1.970 1.883 1.815 1.761 1.716 1.679 1.646 1.618 1.594 O 0 0 O 00.076 0.136 0.184 O.223 O.258 O.284 0.308 O.328 3.267 2.575 2.232 2.115 2.004 1.924 1.864 1.816 1.777 1.744 1.716 1.692 1.671 0.7071 0.8165 O.8660 O.89440.9129 O.9258 O.9354 0.9428 O.9487 O.9535 0.9574 0.9608 0.963615 0.818 O.223 O.428 1.572 0.348 1.652 O.96612 质量控制图的绘制及使用方法2.1 质量控制图的基本组成及绘制原理2.1.1 质量控制图的基本组成见图1(1)预期值----即图中的中心线。