塑胶件螺丝孔径与螺丝尺寸关系设计A.docx
关于自攻螺丝塑胶螺柱设计原则

塑胶螺柱设计.doc
1.当塑胶柱在锁螺丝的时候,一般有倆种方式产生螺纹:
A).螺纹成型
当螺纹旋入塑胶柱时,是通过冷流加工(俗称挤压)来产生螺纹的,塑胶会产生局部变形而不是被切削,故,称之为螺纹成型。
(无碎屑产生)
B).螺纹切削
:当螺纹切削螺旋前进时,它会切削部分内塑胶壁,而完成工作,这样就会产生螺纹及一些碎屑。
Tip 说明: 通常热塑性材料的螺纹是------螺纹成型。
热固性材料的螺纹是------螺纹切削.
还有种分发就是根据材料的挠曲模量来分析螺纹成型<2000 MPa < 螺纹切削.
2.塑胶螺丝柱参考尺寸.
A = 公称直径 X 外径系数(H)
B = 公称直径 + 约0.2mm,
C = 公称直径 X 孔系数(B)
D = 公称直径 X 螺纹深度系数(D)
3.扭力问题:经验值
4.案例比较.比较的优点:
A. 尺寸尽量小。
一般大于公称直径X螺纹深度系数+1~2mm,比左边的好处就是,螺丝柱成型不易偏.
B. 有一个凹台,可以减小螺丝一开始时的应力。
C. 此尺寸为底壳壁厚的2/3,可以减少成型的缩水的不良
D. 火山口,道理同上.
E. 有加强筋可以增强抗扭转力.
F. 有利于装配时导正,通常开始锁螺丝时易锁偏,这样可以避
免.
5.总结
* 选用合适塑胶材料的正确的螺旋方式(螺旋挤压或螺旋切削)
* 螺旋的深度(俗称,吃深)参照上面第二点,至少大于它.
* 对特别重要的地方要进行计算的同时,要做试验来验证, 测试。
如何设计塑胶螺丝柱尺寸

如何設計塑膠螺絲柱尺寸?前序:塑膠螺絲柱在產品裝配中承載著重要的聯接作用, 設計上選擇合適尺寸能增強零件間聯接的牢固及耐用能力, 同時亦考慮顧及減低螺絲柱縮水外觀缺陷. 故對塑膠螺絲柱設計尺寸時需多加留意事項作如下說明:1) 常用塑膠螺絲柱基本尺寸要求下圖為我司最基本使用之塑膠螺絲柱設計, 根據以下8 個尺寸要領作設計參考.1. D = 螺絲外徑.2. T = 外觀料厚.3. DT = 螺絲柱外徑—建議為1.8D~2.5D.注: 外徑太細會引致螺絲柱爆裂, 但太大亦會引致外觀縮水.4. DL = 螺絲孔直徑—建議為0.7D~0.85D.注: 如電木等較脆之物料, 建議以方孔取代圓孔, 留意方孔角位須至少加R0.2mm.5. De = 螺絲引入孔直徑—建議為D +0.1mm ~ 0.5mm 深.注: 用作引入螺絲, 由於該部份沒有受壓於螺絲牙, 相對應力不大, 能防止螺絲因應力而爆裂.6. P = 螺絲貫入深度—建議通常螺絲貫入深度為2.5D~4D.注: 螺絲上進工件後螺絲咀與螺絲孔底須有至少1.0 mm 空間作存放碎屑及防止螺絲咀接觸到柱底而產生應力.7. H = 螺絲柱高度—建議最好為4D 以下, 但須跟據實際產品結構需要而決定.注: a).螺絲孔底與外觀表面間之料位建議為0.6T (T 為料厚), 以減少外觀因螺絲柱引致的縮水現象.b).螺絲柱底圍邊須最少加R0.5mm, 螺絲孔內之圍邊亦須最少加R0.5mm.c).通常螺絲柱外徑出模角度須為0.5°DFT, 螺絲孔之出模角度亦須最少為0.25° DFT.d).如螺絲柱超長, 需考慮其結構牢固性, 建議螺絲柱四週增加火箭骨或圍根作加強.8. t1 = 螺絲頭承扥料厚—建議為2.0~3.0mm.注: 此料厚與塑料有所關係, 如PP 之類較軟之塑膠料, 須保持最少3.0 mm 料厚, 以免螺絲上進工件後過份壓扁部分塑膠料減弱承托力.2). 常用塑膠螺絲柱應用尺寸參數(以牙紋為AB/BT TYPE 的M3/M4 螺絲為主)例如, ABS 塑膠件用M3 螺絲時, 螺絲孔直經為3 x 0.80 = 2.4mm+0.25°DFT螺絲柱外徑為3 x 2.0 = 6.0mm +0.5°DFT。
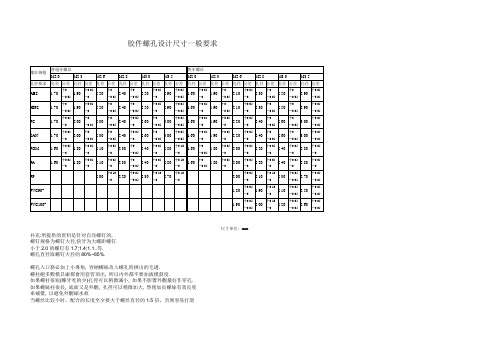
胶件螺孔设计尺寸一般要求

胶件螺孔设计尺寸一般要求
尺寸单位:mm
补充:所提供的资料是针对自攻螺钉的,
螺钉规格为螺钉大径,快牙为大螺距螺钉.
小于2.0的螺钉有1.7;1.4;1.1..等.
螺孔直径取螺钉大径的80%~85%.
造成滑丝的原因一般是因为螺丝直径过小或螺孔太大,应该跟扭力没有多大的关系。
因为锁力过大一般是使螺孔裂开。
如果你的螺孔是按标准设计的话,那就要客户在螺丝上找原因了。
我原来也在螺丝厂做过,造成螺丝直径不合规格原因也很多。
你可以要你的客户把打螺丝时造成滑丝的螺丝来过来测一下便知。
TX0.7(max),T是指螺丝柱处的材料厚度。
对于塑胶件的配合尺寸,其实看实际而定。
对于公制牙螺丝,ABS, 压克力的孔径一般是小一个螺距P,如M3*0.5PH螺丝,对应孔径做2.5即行,对于英制螺丝,大致参考此标准即可。
但也不一定,很多时候要看螺丝所受的力和所用的材料而定。
总之,我个人认为,在设计过程中,很多时候要根据实际凭经验而定。
胶件螺孔设计尺寸一般要求
胶件螺孔设计尺寸一般要求
尺寸单位:mm 补充:所提供的资料是针对自攻螺钉的,
螺钉规格为螺钉大径,快牙为大螺距螺钉.
小于2.0的螺钉有1.7;1.4;1.1..等.
螺孔直径取螺钉大径的80%~85%.
螺孔入口務必加上小導角, 容納螺絲攻入螺孔時擠出的毛邊.
螺柱絕多數模具廠都會用套管頂出, 所以內外都不要加拔模斜度.
如果螺柱很短(螺牙吃的少)孔徑可以稍微減小, 如果不影響外觀最好作穿孔.
如果螺絲柱很長, 底面又是外觀, 孔徑可以稍微加大, 然後加長螺絲有效長度
來補償, 以避免外觀縮水痕
当螺丝比较小时,配合的长度至少要大于螺丝直径的1.5倍,否则容易打滑
Boss的設計一般來說, 內徑為螺絲牙徑*0.8, Boss壁厚大於1.3mm為宜, 螺絲必須鎖入大約5牙才夠強度, 而且不費工時, Boss 要比螺紋長0.5~1mm, 以存放螺絲進入產生的毛屑.
PA就是平頭慶尖嘴的螺釘
快牙就是大螺距螺釘
胶件螺孔=0.85M(自攻螺钉的公称直径)。
胶件螺孔设计尺寸一般要求
尺寸单位:mm
一般胶壳的
M1.2螺丝柱内径0.9 外径3
M1.4螺丝柱内径1.1 外径3.2 M1.7螺丝柱内径1.4 外径3.5 M2.0螺丝柱内径1.7 外径4.0 M2.6螺丝柱内径2.2 外径4.6 M3.0螺丝柱内径2.6 外径5.2 一般锁自攻牙螺丝的BOSS直径:M2 内径1.35 外径4
M3 内径2.35 外径6
M4 内径3.35 外径7
M5 内径4.35 外径8。
(整理)螺丝孔与螺丝配合

两种方式产生螺纹A).螺纹成型当螺纹旋入塑胶柱时,是通过冷流加工(俗称挤压)来产生螺纹的,塑胶会产生局部变形而不是被切削,故,称之为螺纹成型。
(无碎屑产生)B).螺纹切削当螺纹切削螺旋前进时,它会切削部分内塑胶壁,而完成工作,这样就会产生螺纹及一些碎屑。
Tip 说明: 通常热塑性材料的螺纹是------螺纹成型。
热固性材料的螺纹是------螺纹切削.还有种分发就是根据材料的挠曲模量来分析螺纹成型<2000 MPa < 螺纹切削.2.塑胶螺丝柱参考尺寸.A = 公称直径X 外径系数,B = 公称直径+ 约0.2mm,C = 公称直径X 孔系数,D = 公称直径X 螺纹深度系数3. 扭力问题经验值4.案例比较.(俗语不怕不识货,就怕货比货)我先扔比较的优点:A. 尺寸尽量小。
一般大于公称直径X 螺纹深度系数+1~2mm,比左边的好处就是,螺丝柱成型不易偏.B. 有一个凹台,可以减小螺丝一开始时的应力。
C. 此尺寸为底壳壁厚的2/3,可以减少成型的缩水的不良D. 火山口,道理同上.E. 有加强筋可以增强抗扭转力.F. 有利于装配时导正,通常开始锁螺丝时易锁偏,这样可以避免.5.总结* 选用合适塑胶材料的正确的螺旋方式(螺旋挤压或螺旋切削)* 螺旋的深度(俗称,吃深)参照上面第二点,至少大于它.* 对特别重要的地方要进行计算的同时,要做试验来验证, 测试。
BOSS 壁厚单边0.8 没问题,我们经常用,当然螺丝也比较小是M1.7 的,大的没用过螺丝底孔的大小,建议直接用尺寸表示,比如,一般较硬的材料,如:ABS,PS 之类的,单边取0.15~0.20mm,就可以,较软的材料,如: PP,PE 单边可以取0.2~0.3MM.一般建议是先取小值,然后根据试模后,打螺丝的实际情况加胶.附图是我对BOSS 结构的一点小总结,图示的BOSS 内部的靠底下的位置,建议做成FULL R,火山口,建议做成斜面过渡,很多人习惯做成往下沉一级平位,因为斜面过渡更利于注塑走胶,防缩水效果更加好.骨位靠顶部位置的结构,左边比右边好,因为左边省模容易,当然走胶也容易.尺寸A,建议先取小值,最小可以先做到0.75MM,如果产品壳体胶厚本身在2.0以上,可以先取1.0MM,待试模后,如有痕迹(非缩水印),再考虑加胶.。
塑胶配件螺丝柱孔规程
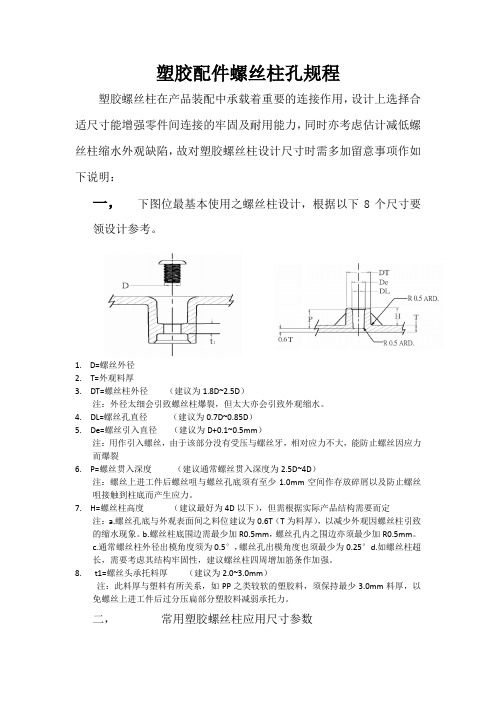
塑胶配件螺丝柱孔规程塑胶螺丝柱在产品装配中承载着重要的连接作用,设计上选择合适尺寸能增强零件间连接的牢固及耐用能力,同时亦考虑估计减低螺丝柱缩水外观缺陷,故对塑胶螺丝柱设计尺寸时需多加留意事项作如下说明:一,下图位最基本使用之螺丝柱设计,根据以下8个尺寸要领设计参考。
1.D=螺丝外径2. T=外观料厚3. DT=螺丝柱外径(建议为1.8D~2.5D)注:外径太细会引致螺丝柱爆裂,但太大亦会引致外观缩水。
4. DL=螺丝孔直径(建议为0.7D~0.85D)5. De=螺丝引入直径(建议为D+0.1~0.5mm)注:用作引入螺丝,由于该部分没有受压与螺丝牙,相对应力不大,能防止螺丝因应力而爆裂6. P=螺丝贯入深度(建议通常螺丝贯入深度为2.5D~4D)注:螺丝上进工件后螺丝咀与螺丝孔底须有至少1.0mm空间作存放碎屑以及防止螺丝咀接触到柱底而产生应力。
7. H=螺丝柱高度(建议最好为4D以下),但需根据实际产品结构需要而定注:a.螺丝孔底与外观表面间之料位建议为0.6T(T为料厚),以减少外观因螺丝柱引致的缩水现象。
b.螺丝柱底围边需最少加R0.5mm,螺丝孔内之围边亦须最少加R0.5mm。
c.通常螺丝柱外径出模角度须为0.5°,螺丝孔出模角度也须最少为0.25°d.如螺丝柱超长,需要考虑其结构牢固性,建议螺丝柱四周增加筋条作加强。
8. t1=螺丝头承托料厚(建议为2.0~3.0mm)注:此料厚与塑料有所关系,如PP之类较软的塑胶料,须保持最少3.0mm料厚,以免螺丝上进工件后过分压扁部分塑胶料减弱承托力。
二,常用塑胶螺丝柱应用尺寸参数注:螺丝公称直径乘以系数例如:ABS塑胶件用M3螺丝时,螺丝孔直径为3X0.8=2.4mm+0.5°拔模斜度;螺丝柱外径为3X2.0=6mm+0.5°拔模斜度。
注意事项1、设计螺丝柱尺寸是,尽量使用标准螺丝和相关的通用尺寸,以简化生产工艺2、因塑胶件较易变形,故设计螺丝柱时需增加倒角以便装配。
塑胶螺柱位结构与尺寸设计参考
M3.5
M3.0
M2.6
M2.3
M2.0
4.0
3.5
3.0
2.6
2.3
2.0
2
螺丝孔径 d 1 螺柱直径 D 2 凸台直径 7.0
2.6 6.0
2.2 5.2
1.9 4.6
-----
1.7 4.0
塑料螺柱位结构与尺寸设计参考
Total: 3
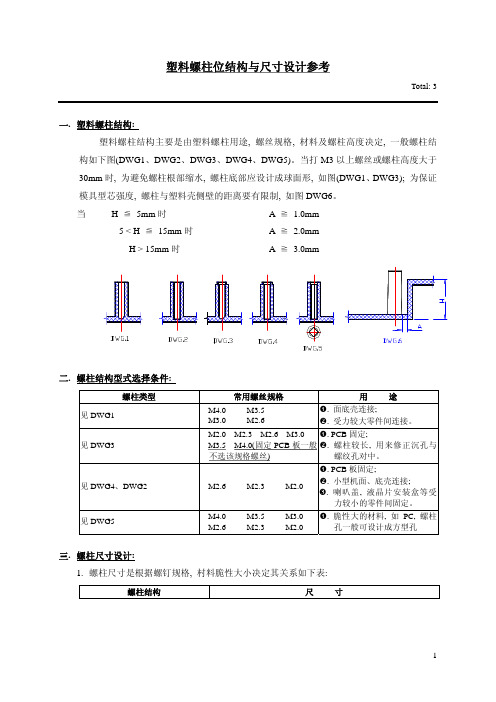
一. 塑料螺柱结构: 塑料螺柱结构主要是由塑料螺柱用途, 螺丝规格, 材料及螺柱高度决定, 一般螺柱结 构如下图(DWG1、DWG2、DWG3、DWG4、DWG5)。当打 M3 以上螺丝或螺柱高度大于 30mm 时, 为避免螺柱根部缩水, 螺柱底部应设计成球面形, 如图(DWG1、 DWG3); 为保证 模具型芯强度, 螺柱与塑料壳侧壁的距离要有限制, 如图 DWG6。 当 H ≦ 5mm 时 5 < H ≦ 15mm 时 H > 15mm 时 A ≧ 1.0mm A ≧ 2.0mm A ≧ 3.0mm
d 与
d
取值关系为(不含 PC 等脆性较大材料)
对 PC 等脆性较大材料, d 與 取值关系为:
d
M4、M3.5 0.20
M3.0、M2.6、M2.3 M2.0、M1.6 0.15 0.10
2. 螺柱尺寸推荐值(不含 PC 等脆性较大的塑料):
螺丝规格 参数 孔径 d
M4.0
3.0 2.7
2.6 2.3
2.3 2.0
2.0 1.7
8.0
5.5
3.5
7.0
5.0
3.0
6.0
4.5
塑料件中PB、PT(及B头)螺丝之螺柱及沉头孔尺寸设计数据

塑料件中PB、PT(及B头)螺丝之螺柱及沉头孔尺备注:1, 当采用工程塑料(或加玻璃纤维),如PC,POM,PA加纤,PSF,PPO等硬度大, 强度高的材料时,螺丝孔D1取较大尺寸,以免收螺丝太困难.2,当采用普通硬质塑料,如ABS,HIPS,475,ABS121 ,PMMA,PVC900较高的材料时,螺丝孔D1取较小尺寸,以防螺丝滑牙.3,当采用有一定硬度的软胶塑料材料,如PP,PE,PVC800,AS,等应采用软胶类D1孔尺寸,应根据硬度的高低来确定,如高密度PE,高度数PVC等用软胶类D1孔尺寸较大值,反之低密度PE,低度数PVC时用较小值.4, 有些太软的材料不适用螺丝结存,如PVC300,PET450,SBS400.而采用胶水或其它特殊方式来联接5,当使用B头螺丝时,D6采用括号内尺寸,但B头螺丝在塑料玩具中应用较其他螺丝:圆头带介平尾自攻PWB大扁头自攻螺丝TA 半沉头自攻螺丝OA 沉头割尾自攻螺丝KT 沉头平尾自攻螺丝KB烤漆螺丝圆头带介割尾自攻PWT沉头机牙螺丝KM 半沉头机牙螺丝OM圆头带介机牙螺丝PWM大头平尾自攻螺丝BB 圆头带介自攻螺丝PWA圆头平尾自攻螺丝PB 圆头割尾自攻螺丝PT手机螺丝/钟表螺丝/微型螺丝/精密螺丝/小螺丝手拧螺丝万能角铁螺丝/马车螺丝木螺丝/快牙/木牙纤维板钉沉头自攻螺丝KA杯头内六角自攻HA 马车螺丝电脑螺丝大头自攻螺丝BA 大头机牙螺丝BM大扁头机牙螺丝TM 圆头机牙螺丝PM 十字槽大扁头自攻螺丝/BA干壁钉/墙板钉/纤维钉薄头机牙螺丝CM薄头自攻螺丝CA 大扁头平尾自攻螺丝TB薄头平尾自攻螺丝CB木牙/快牙螺丝外六角自攻螺丝外六角机牙螺丝杯头内六角自攻HA 十字槽盘头自攻螺丝/PA十字槽盘头螺丝/PM十字槽喇叭头快牙自攻/FA十一字槽半圆头机丝牙螺丝/TM 干壁钉十字槽沉头机丝牙螺丝/FM组合螺钉/带介子螺钉杯头内六角机牙螺钉内六角半圆头机丝牙螺丝家具螺丝杯头内六角自攻螺丝四爪螺母/三角钉/四角钉钻尾自转螺丝铜螺帽/螺母牙接/牙管直通内外牙螺帽/螺母音箱螺丝/音响螺丝/电器螺丝圆头自攻牙/PA台阶螺丝钻尾自攻螺丝台阶螺丝带垫片组合螺丝双头牙拉母螺帽/螺母半空芯铆钉系列紧定螺丝内六角组合螺丝/HB/HM自锁放松螺帽/螺母吊环/T杆各种平垫螺栓盖形螺帽/螺母非标螺丝/台阶螺丝彩色开花铆钉铜螺母/预埋/镶嵌螺母蝶形螺丝接线端子/插脚/插针环保/烤漆螺丝外六角非标件羊眼柱轴类杯头螺栓双头牙自攻螺丝/把手螺丝/家具螺丝预埋螺母/塑胶镶嵌螺/滚花铜螺母螺丝头型分类图解(TYPES OF HEADS)螺丝牙型分类图解(THE TYPES POINTS OF SELF-TAPPINGSCREWS)螺丝槽型分类图解(TYPES OF DRIVE INSERTS)供应商:东莞市精隆五金制品有限公司本公司是一家专业制造紧固件为主的企业.为电脑通讯,办公设备,电子电器,汽车制造,机械设备,仪器仪表,运动器材,家具木器,工艺品,文具玩具,灯饰照明,音箱DVD,建筑工程等行业客户提供高端的紧固件产品.公司秉持质量,服务,满意为宗旨.严谨,求实,认真,创新为企业经营之理念,以质量求生存,以创新求发展,产品销往亚洲,欧美等多个国家及地区。