车削中心(全称车铣复合中心)主要性能指标
车削中心(全称车铣复合中心)主要性能指标
400rpm
进给速度
1~5000mm/min
尾座
尾座形式
完全可编程尾座
尾座最大移动量
550mm
推力调整范围
可调
0.2秒/位
外圆刀具尺寸
25mm25mm
最大镗刀直径
40mm
C轴
C轴最小分度
0.001°
动力刀具
动力头
配置3把以上动力头
动力刀具转速范围
25~4500rpm
最大输出功率
5.5kW
最大立铣刀直径
20mm
钻削刀具最大直径
20mm
丝锥最大直径
M12
进给
X轴快进速度
30000mm/min
Z轴快进速度
33000mm/min
车削中心(全称车铣复合中心)主要性能指标
数控系统
数控系统
LGMazak VTC系列、SIEMENS 840D、Fanuc Series 18im三系统可选
程序语言
同时可运用会话式编程和NC程序
控制装置个人PC、64来自CNC,并能双向通信第四轴配置
标准四轴四联动系统
加工范围
最大回转直径(床身/床鞍)
650mm/350mm以上
最大加工直径
350mm(以上)
最大加工长度
500mm(以上)
主轴通孔直径
65mm(以上)
行程
X轴行程
220mm(以上)
Z轴行程
575mm(以上)
主轴
主轴结构
大功率内置式电主轴结构
主轴驱动
伺服电机
输出功率
15kw
主轴转速★1
35-5000rpm
卡盘
8寸中实
车削中心参数及配置要求

一、车削中心技术参数及配置要求一)主要技术参数床身上最大旋径Φ540mm横溜板最大旋径Φ270mm最大加工直径Φ290mm最大加工长度550mm卡盘尺寸8″X轴行程200mmZ轴行程620mm主轴转速4000rpm主轴跳动0.008/300mm主轴鼻端A2-6主轴通孔直径Φ65mm拉管内径Φ52mm主轴前轴承内径Φ100mm刀具数量12尾座套筒直径φ65mm尾座套筒行程100mm切削进给1-5000mm/min伺服主轴电机功率7.5KW二)配置要求:1、FANUC Oi TD数控系统。
2、整体30°斜床身。
3、三爪高速中空型8”液压卡盘和软爪。
4、精密直线滚动导轨。
5、12工位伺服动力刀架,标配径向、轴向动力刀座。
6、液压尾座、自动润滑系统。
10、自动排屑器和铁屑车。
11、配齐所有调试、试切所需工具、刀具及附件。
12、机床数控系统操作说明书,合格证,检验报告,机械、电气等相关资料。
13、机床精度符合相关《数控卧式车床精度检测》国家标准。
14、关键部件原装进口一)主要技术参数工作台工作台尺寸1600×500mm 允许最大荷重600KgT形槽尺寸5-18-80mm加工范围工作台最大行程- X轴1000mm 滑座最大行程- Y轴500mm 主轴最大行程- Z轴580mm 主轴端面至工作台面距离140-720mm 主轴中心到导轨基面距离520mm主轴锥孔BT 50转数范围80~3500rpm 主轴直径Φ100mm 主轴电机功率11/15KW 主轴皮带HTD-976-8M-40刀具刀柄型号BT50拉钉型号MAS-PT50T-I进给快速移动X轴10m/minY轴10m/minZ轴8m/min 进给速度1-5000mm/min 三轴拖动电机功率 1.8/1.8/1.8KW刀库刀库形式斗笠式选刀方式双向就近选刀刀库容量16最大刀具长度300mm最大刀具重量15Kg二)配置要求1、配置第四轴,具备四轴联动控制。
车铣复合数控机床说明书

毕业设计(论文)任务书学生姓名专业班级机制1067班指导教师黄老师工作单位机械制造及其自动化设计(论文)题目: 车铣复合数控机床设计——车削进给系统设计设计(论文)主要内容:车铣复合数控机床设计——总体参数及总体布局设计、铣削进给系统设计及主要零件设计要求完成的主要任务:1.总体参数及布局方案、开题报告;2.机床总体设计;3.铣削进给部件设计;4.主要零件设计;5.外文翻译;6.设计说明书。
必读参考资料:1.实用数控机床技术手册2.机床设计3.机床设计手册第一册:上、下4.机床设计手册第二册:上、下5.机床设计手册第五册:上6.金属切削机床设计简明手册7.机床设计图册8.机械设计手册指导教师签名:教研室主任签名:毕业设计(论文)开题报告题目车铣复合数控机床设计——车削进给系统设计1.目的及意义(含国内外的研究现状分析)数控技术是一门集计算机技术、自动化控制技术、测量技术、现代机械制造技术、微电子技术、信息处理技术等多学科交叉的综合技术,是近年来应用领域中发展十分迅速的一项综合性的高新技术。
它是为适应高精度、高速度、复杂零件的加工而出现的,是实现自动化、数字化、柔性化、信息化、集成化、网络化的基础,是现代机床装备的灵魂和核心,有着广泛的应用领域和广阔的应用前景。
随着计算机技术的高速发展,传统的制造业开始了根本性变革,各工业发达国家投入巨资,对现代制造技术进行研究开发,提出了全新的制造模式。
在现代制造系统中,数控技术是关键技术,它集微电子、计算机、信息处理、自动检测、自动控制等高新技术于一体,具有高精度、高效率、柔性自动化等特点,对制造业实现柔性自动化、集成化、智能化起着举足轻重的作用。
目前,数控技术正在发生根本性变革,由专用型封闭式开环控制模式向通用型开放式实时动态全闭环控制模式发展。
在集成化基础上,数控系统实现了超薄型、超小型化;在智能化基础上,综合了计算机、多媒体、模糊控制、神经网络等多学科技术,数控系统实现了高速、高精、高效控制,加工过程中可以自动修正、调节与补偿各项参数,实现了在线诊断和智能化故障处理。
关于车床、车削中心、车铣复合的说明
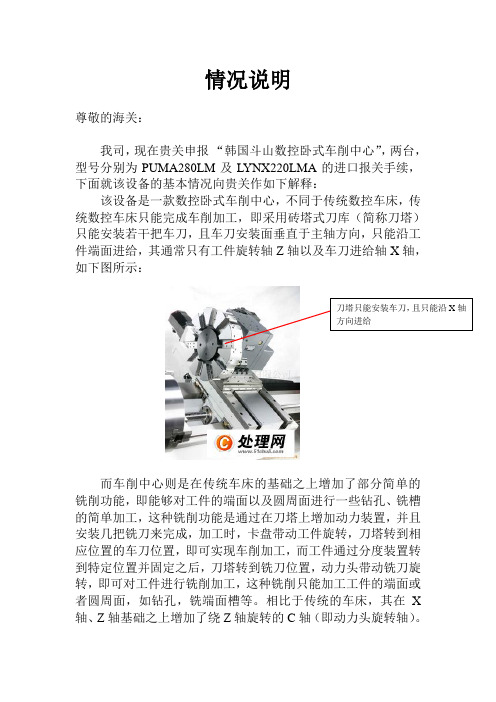
情况说明尊敬的海关:我司,现在贵关申报“韩国斗山数控卧式车削中心”,两台,型号分别为PUMA280LM及LYNX220LMA的进口报关手续,下面就该设备的基本情况向贵关作如下解释:该设备是一款数控卧式车削中心,不同于传统数控车床,传统数控车床只能完成车削加工,即采用砖塔式刀库(简称刀塔)只能安装若干把车刀,且车刀安装面垂直于主轴方向,只能沿工件端面进给,其通常只有工件旋转轴Z轴以及车刀进给轴X轴,如下图所示:刀塔只能安装车刀,且只能沿X轴方向进给而车削中心则是在传统车床的基础之上增加了部分简单的铣削功能,即能够对工件的端面以及圆周面进行一些钻孔、铣槽的简单加工,这种铣削功能是通过在刀塔上增加动力装置,并且安装几把铣刀来完成,加工时,卡盘带动工件旋转,刀塔转到相应位置的车刀位置,即可实现车削加工,而工件通过分度装置转到特定位置并固定之后,刀塔转到铣刀位置,动力头带动铣刀旋转,即可对工件进行铣削加工,这种铣削只能加工工件的端面或者圆周面,如钻孔,铣端面槽等。
相比于传统的车床,其在X轴、Z轴基础之上增加了绕Z轴旋转的C轴(即动力头旋转轴)。
如下图所示:安装了动力装置的铣刀,可以沿Z轴进给,实现工件的端面加工安装车刀,可对工件进行车削加工车铣复合加工中心是在车削中心基础上发展起来的,相当于1台车削中心和1台加工中心的复合。
可以在1台车铣复合中心上,经过一次装夹,完成全部车、铣、钻、镗、攻丝等加工,其工艺范围之广和能力之强,是世界范围内最先进的机械加工设备之一。
其至少具有五个控制轴,即在传统加工中心的XYZ三个平面轴的基础上,增加了BC两个轴,它的铣削功能由自带的铣头来完成,车削则是通过装在刀塔上的车刀来完成,相比于车削中心,主要差别在于其铣头独立于刀塔,且既可以沿Z轴旋转进给,也可以沿X轴进给,既可以加工工件端面,也可以加工工件圆周面。
带功力装置的刀塔,配备铣刀、车刀独立的摆动铣头,可以加工工件端面以及圆周面结合我司此次进口的PUMA280LM及LYNX220LMA两个个型号的设备具体情况,该设备只配备有一个带动力装置的刀塔,比普通数控车床多了一个简单的铣削功能,多了一个C轴,相对于车铣复合加工中心,没有独立的B轴铣头,所以综上所述,这两台设备均属于标准的数控车削中心。
数控机床的主要技术指标
二、数控机床的运动性指标
4.摆角范围 数控机床的摆角的大小也直接影响加工零
件空间部位的能力。但摆角太大又造成 机床的刚度下降,因此给机床设计带来 许多的困难。
二、数控机床的运动性指标
5.刀库容量及换刀时间 刀库容量及换刀时间直接影响生产率。 刀库容量:目前中小型加工中心有16~60
把,大型100把以上。 换刀时间:将主轴上使用的刀具与装在刀
三、数控机床的主要技术指标
7.准备功能(G功能) 准备功能用来指令机床的动作方式,包括
基本移动、程序暂停、平面选择、坐标 设定、刀具补偿、参考点返回、固定循 环和公/英制的选择。
三、数控机床的主要技术指标
8.辅助功能(M功能) 辅助功能用来规定主轴的启停转向,冷却
液的接通和断开,刀库的启停 辅助功能的使用有前作用M功能和后作用M
库上的刀具进行交换所需要的时间。国 内换刀时间10~20s内能完成,国外仅为 4~5s。
三、数控机床的主要技术指标
1.可控轴数和联动轴数 可控轴数是机床数控装置能够控制的坐标
轴数目,其中包括移动轴和旋转轴。 联动轴数是指机床数控装置的坐标轴同时
达到空间某一点的坐标数目,与可控轴 数不同,一般有两轴联动、两周半联动, 三周联动,四周联动和五轴联动。
6, 2021
谢谢观赏
You made my day!
我们,还在路上……
有主轴倍率开关,可在不修改程序的情 况下改变主轴转速,典型的调节范围为 50~120%,每档间隔5%。另外机床的 的端面切削的恒定切削中,可用m/min 为单位的主轴恒线速表示的方法。
三、数控机床的主要技术指标
6.插补功能 插补功能越强,说明数控系统能够加工的
轮廓越多。目前数控系统不仅可用插补 直线、圆弧,还可用插补抛物线、椭圆、 正弦曲线,螺旋曲线和样条函数等。
机床的主要指标

机床的主要指标这里所说的数控机床主要指标以数控切削机床为主,其他类型机床因与具体工艺关系密切在此不作说明。
数控切削机床主要指标有精度指标、运动性能指标和功能指标。
1)精度指标精度指标包括定位精度和重复定位精度、分辨率和脉冲当量。
(1)定位精度是指机床各轴在数控系统控制下的移动部件在确定的终点所达到的实际位置精度,移动部件实际位置与理想位置之间的误差等,它直接影响零件加工的位置精度。
(2)重复定位精度是反映轴运动稳定性的基本指标,是指在同一数控机床上,应用相同程序代码到达某同一位置所得到连续结果的一致程度。
一般情况下,重复定位精度是呈正态分布的偶然误差,它主要受伺服系统特征、进给系统的间隙与刚性及摩擦特征等因素的影响。
(3)分辨率是指位移和速度两个相邻的分散细节之间可以分辨的最小间隔。
脉冲当量是指数控系统发出的一个进给脉冲使机械运动机构产生的相应位移量,一个脉冲对应的这个位移即为脉冲当量,共数值大小决定机床的加工精度和表面质量。
2)运动性能指标运动性能指标包括主轴系统、伺服驱动系统、坐标行程的技术指标等。
(1)主轴系统的指标主要有主轴转速、扭矩与功率。
目前机械主轴的转速一般在8000r/min以下,扭矩较大;高速主轴转速在10000r/min以上,但扭矩要低于机械主轴。
(2)伺服驱动系统直接控制着机床的进给速度。
进给速度是影响零件加工质量、生产效率以及刀具寿命的主要因素,它受数控装置的运算速度、机床动态特性以及工艺系统刚性等因素的影响。
(3)数控机床各坐标(直线轴、旋转轴)行程的大小构成机床的空间加工范围和曲面加工能达到的状态,是直接体现机床加工能力的指标参数。
(4)进给运动的位移速度和定位精度两个技术指标又是相互制约的,位移速度要求越高,定位精度就越难提高。
3)功能指标功能指标主要包括可控轴数和联动轴数、插补功能、刀具参数补偿功能、监测功能等。
(1)可控轴数是指数控装置能够控制的坐标数;联动轴数是指数控装置控制的坐标轴同时到达空间某一点的坐标数,表示数控装置可同时控制按一定规律完成一定轨迹插补的协调运动控制能力。
机床的主要指标
这里所说的数控机床主要指标以数控切削机床为主,其他类型机床因与具体工艺关系密切在此不作说明。
数控切削机床主要指标有精度指标、运动性能指标和功能指标。
1)精度指标精度指标包括定位精度和重复定位精度、分辨率和脉冲当量。
(1)定位精度是指机床各轴在数控系统控制下的移动部件在确定的终点所达到的实际位置精度,移动部件实际位置与理想位置之间的误差等,它直接影响零件加工的位置精度。
(2)重复定位精度是反映轴运动稳定性的基本指标,是指在同一数控机床上,应用相同程序代码到达某同一位置所得到连续结果的一致程度。
一般情况下,重复定位精度是呈正态分布的偶然误差,它主要受伺服系统特征、进给系统的间隙与刚性及摩擦特征等因素的影响。
(3)分辨率是指位移和速度两个相邻的分散细节之间可以分辨的最小间隔。
脉冲当量是指数控系统发出的一个进给脉冲使机械运动机构产生的相应位移量,一个脉冲对应的这个位移即为脉冲当量,共数值大小决定机床的加工精度和表面质量。
2)运动性能指标运动性能指标包括主轴系统、伺服驱动系统、坐标行程的技术指标等。
(1)主轴系统的指标主要有主轴转速、扭矩与功率。
目前机械主轴的转速一般在8000r/min以下,扭矩较大;高速主轴转速在10000r/min以上,但扭矩要低于机械主轴。
(2)伺服驱动系统直接控制着机床的进给速度。
进给速度是影响零件加工质量、生产效率以及刀具寿命的主要因素,它受数控装置的运算速度、机床动态特性以及工艺系统刚性等因素的影响。
(3)数控机床各坐标(直线轴、旋转轴)行程的大小构成机床的空间加工范围和曲面加工能达到的状态,是直接体现机床加工能力的指标参数。
(4)进给运动的位移速度和定位精度两个技术指标又是相互制约的,位移速度要求越高,定位精度就越难提高。
3)功能指标功能指标主要包括可控轴数和联动轴数、插补功能、刀具参数补偿功能、监测功能等。
(1)可控轴数是指数控装置能够控制的坐标数;联动轴数是指数控装置控制的坐标轴同时到达空间某一点的坐标数,表示数控装置可同时控制按一定规律完成一定轨迹插补的协调运动控制能力。
加工圆度是评价车床精度的最重要参数_介绍斯宾纳车削中心TS系列

加工圆度是评价车床精度的最重要参数介绍斯宾纳车削中心TS系列R ou ndn ess Is the Most Important Parameter for Evaluating the Accuracy of LatheIntroduction to TS Series T urning Machine from Spinner摘要:TS实现高精度的诀窍是采用了高硬度淬火并经过仔细精磨的滑动导轨和独特的自行设计的电主轴。
加工圆度误差在1 m之内。
坚固的整体式铸造床身有极好的消振吸振性能,因此刀具寿命比在滚动导轨机床上增加了30%斯宾纳通用数控车床T S(图1)的精度令M ar tin Zollmann感到惊讶。
这位来自Sonnenb uhl的Zollmann GmbH的工厂主兼总经理说: 当我在T S上设定了1 m切削进给量时,在车出的工件上确实量了出来。
这在其他车床上根本做不到 。
自今年1月以来,这家公司一直使用T S车削中心加工诸如高速切削用的刀柄和主轴等的精密零件。
斯宾纳公司的领导人之一A xel Spinner先生强调指出, 衡量车床精度的最重要依据是工件车削后的圆度。
如果车床连工件都车不圆,将无法谈到进给轴的精度或定位精度。
因为圆度精度应该比零件的整体要求精度至少高出一个数量级 。
这位工程师兼总经理进一步提请读者注意, 有些制造厂家总把车床的精度同主轴端径向跳动指标联系到一起,这并不反映真实情况。
主轴端径向跳动指标根本反映不出在高速转动时刀具和工件之间发生的动态情况。
30多年来斯宾纳公司一直自己制造高精度的车床主轴(图2)。
一个关键的诀窍是,我们发展出一套独特的工艺,可以极其精密地完成轴承安装部位的加工。
在斯宾纳超精密车床上加工出的试件圆度基本在0.1~0.2 m之间。
至于通用高精度T S系列,其车削圆度即使在主轴孔径为77mm时,也保持在1 m之内。
其电主轴的加速性能,按主轴型号和卡盘直径而不同,但均在1.2~ 2.8s之内,可从零加速到最高名义转速。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
33000mm/min
C轴快移速度
400rpm
进给速度
1~5000mm/min
尾座
尾座形式
完全可编程尾座
尾座最大移动量
550mm
推力调整范围
可调
▲智能化要求
运转控制
VFC功能(在机床自动运转时要修改程序,不需要停机即可。)
TPS (刀具避让&自动回复)
AFC(负荷适应进给控制)
运转管理
运转状况管理
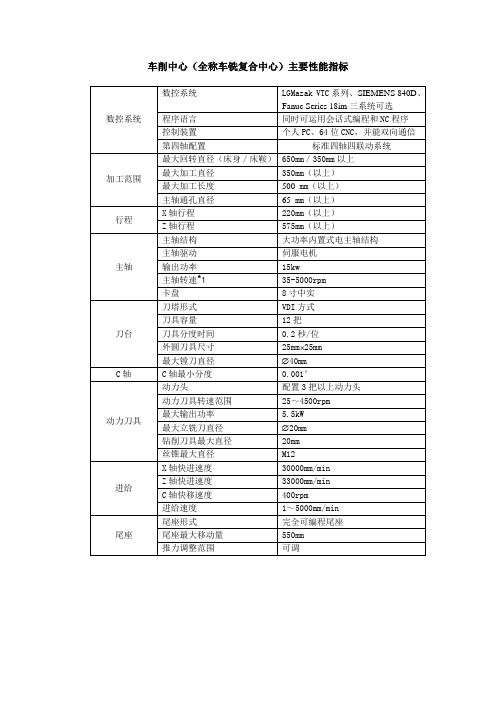
数控系统数控系统推荐品牌mazak640tsiemens840dfanucseries18im三系统可选同时可在机床上会话式编程和nc编程个人pc64位cnc并能双向通信标准四轴四联动系统程序语言控制装置第四轴配置最大回转直径床身床鞍最大加工直径最大加工长度主轴通孔直径x轴行程z轴行程主轴结构主轴驱动输出功率主轴转速卡盘刀塔形式刀具容量刀具分度时间外圆刀具尺寸最大镗刀直径c轴最小分度动力头动力刀具转速范围最大输出功率最大立铣刀直径钻削刀具最大直径丝锥最大直径x轴快进速度z轴快进速度c轴快移速度进给速度尾座形式尾座最大移动量推力调整范围加工范围650mm350mm以上350mm以上500mm以上65mm以上220mm以上575mm以上大功率内置式电主轴结构伺服电机15kw355000rpm8寸中实vdi方式12把02秒位25mm?25mm?40mm0001配置3把以上动力头254500rpm55kw?20mm20mmm1230000mmmin33000mmmin400rpm15000mmmin完全可编程尾座550mm可调vfc功能在机床自动运转时要修改程序不需要停机即可
要求供货商必须提供该产品国内客户及联系方式;
注:上述技术参数为本次招标的基本要求。考虑到品牌间的差异,个别专业术语的命名不一致,现允许各投标单位以各自的专业术语响应,但必须满足招标要求的技术参数。
主轴负荷记录
智能化功能
切削条件自动决定
加工向导监控
加工向导预测
加工向导结果
机床运转状况管理
准备支持
刀库刀具自动分配
全自动刀具长测量数据通信运转Fra bibliotek硬盘运转
IC存储卡运转
以太网运转
存储容量
2,000,000.00m
第四轴系统配置
标准四轴四联动系统
刀具调用
刀具名称直接使用
商务要求:
要求具有以上产品的厂家针对此项目的授权书;
刀具容量
12把
刀具分度时间
0.2秒/位
外圆刀具尺寸
25mm25mm
最大镗刀直径
40mm
C轴
C轴最小分度
0.001°
动力刀具
动力头
配置3把以上动力头
动力刀具转速范围
25~4500rpm
最大输出功率
5.5kW
最大立铣刀直径
20mm
钻削刀具最大直径
20mm
丝锥最大直径
M12
进给
X轴快进速度
30000mm/min
车削中心(全称车铣复合中心)主要性能指标
数控系统
数控系统(推荐品牌)
Mazak640T、SIEMENS 840D、Fanuc Series 18im三系统可选
▲程序语言
同时可在机床上会话式编程和NC编程
控制装置
个人PC、64位CNC,并能双向通信
第四轴配置
标准四轴四联动系统
加工范围
最大回转直径(床身/床鞍)
650mm/350mm以上
最大加工直径
350mm(以上)
最大加工长度
500mm(以上)
主轴通孔直径
65mm(以上)
行程
X轴行程
220mm(以上)
Z轴行程
575mm(以上)
主轴
主轴结构
大功率内置式电主轴结构
主轴驱动
伺服电机
输出功率
15kw
主轴转速★1
35-5000rpm
卡盘
8寸中实
刀台
刀塔形式
VDI方式