广数机器人视觉搬运码垛程序注释
广数工业机器人五点法_广州数控工业机器人GR-C控制系统操作说明书(2014年11月.pdf...
⼴数⼯业机器⼈五点法_⼴州数控⼯业机器⼈GR-C控制系统操作说明书(2014年11⽉.pdf...⽬ 录⽬ 录第⼀章 安全11.1 警告 11.2 危险 11.3 注意 2第⼆章 GR-C 控制系统介绍32.1 结构 32.2 控制柜 32.3 ⽰教盒 42.3.1 ⽰教盒的外观 42.3.2 按键操作 52.3.3 按键的功能 62.4 ⽰教盒画⾯显⽰ 122.4.1 快捷菜单区 132.4.2 系统状态显⽰区 162.4.3 主菜单区 192.4.4 ⽂件列表区 192.4.5 ⼈机接⼝显⽰区 202.5 软键盘 202.6 输⼊数值 22第三章 主菜单说明253.1 {系统设置}菜单 253.1.1 {绝对零点}菜单界⾯ 253.1.2 {模式切换}菜单界⾯ 263.1.3 {⼯具坐标}菜单界⾯ 273.1.4 {⽤户坐标}菜单界⾯ 313.1.5 {变位机坐标}菜单界⾯ 343.1.6 {基座轴⽅向}菜单界⾯ 383.1.7 {系统时间}菜单界⾯ 393.1.8 {⼝令设置}菜单界⾯ 403.1.9 {系统速度}菜单界⾯ 41V⼯业机器⼈GR-C 控制系统 操作说明书3.1.10 {主程序设置}菜单界⾯ 413.1.11 {外部轴配置}菜单界⾯ 423.1.12 {语⾔设置}菜单界⾯ 433.2 {程序管理}菜单 443.2.1 {新建程序}菜单界⾯ 453.2.2 {程序⼀览}菜单界⾯ 453.2.3 {外部存储}菜单界⾯ 473.3 {变量}菜单 483.3.1 {实数型}菜单界⾯ 483.3.2 {笛卡尔位姿}菜单界⾯ 493.4 {系统信息}菜单 513.4.1 {报警信息}菜单界⾯ 523.4.2 {版本信息}菜单界⾯ 523.4.3 {按键诊断}菜单界⾯ 533.5 {输⼊输出}菜单 543.5.1 {输⼊输出}菜单界⾯ 543.5.2 {⼯位预约}菜单界⾯ 563.5.3 {⾃定义输⼊}菜单界⾯ 573.5.4 {⾃定义输出}菜单界⾯ 583.6 {⽰教点}菜单 603.7 {机器设置}菜单 603.7.1 {再现运⾏⽅式}菜单界⾯ 61。
码垛机器人应用程序说明

码垛机器人应用程序说明一、文件说明该文件夹下4个主要文件如下:1. 码垛仿真视频(包含工件).wmv是一层码垛的完整仿真视频, 该视频包含了工 件和传送带运动的仿真。
2. 机器人码垛视频(不含工件).wmv是一层码垛工业机器人的仿真视频,仅包 含机器人运动。
3. Maduohuanjing.rspag是码垛机器人的仿真环境打包文件,读者可在此基础 上进行码垛练习。
4. maduoshili.rspag是一个示例程序,其工作过程如机器人码垛视频(不含 工件).wmv所示。
二、示例程序解析本示例程序完成的工作过程如下: 机器人上电后, 按下复位按钮, 机器人复位, 复位完成后, 发出复位完成信号。
机器人在接收到启动信号后, 运行到待抓取点, 同时传送带电机工作。
当检测到工件到位信号后,机器人抓取工件(运行到抓取 点,气缸夹紧工件),检测到夹紧后,依次进行码垛(运行放置点,放下工件)。
IO信号配置如表1所示。
表 1 IO 信号配置表Name Type of Signal Assigned to uni Unit mapping 信号注释Di0 Digital input Board10 0 复位信号Di1 Digital input Board10 1 启动信号Di2 Digital input Board10 2 工件到位信号 Di3 Digital input Board10 3 夹紧信号Di4 Digital input Board10 4 松开信号Do0 Digital output Board10 32 复位完成信号 Do1 Digital output Board10 33 电机运行信号 Do2 Digital output Board10 34 气缸工作该程序中,设置了左右2个工件坐标系,通过在1个坐标系下示教定位, 实现另外一个坐标系的定位。
参考程序如下。
PROC main()WaitDI di0, 1;MoveJ phome, v1000, z10,tool0;Set do0;WaitDI di1, 1;MoveL p10, v1000, z10,tool0;Set do1;WaitDI di2, 1;MoveL p20, v1000, z10,tool0;Set do2;WaitDI di3, 1;MoveL p10, v1000, z10,tool0;MoveL p40, v1000, z10,tool0\WObj:=wobj1;Reset do2;WaitDI di4, 1;MoveJ phome, v1000, z10,tool0;Set do0;WaitDI di1, 1;MoveL p10, v1000, z10,tool0;Set do1;WaitDI di2, 1;MoveL p20, v1000, z10,tool0;Set do2;WaitDI di3, 1;MoveL p10, v1000, z10,tool0;MoveL offs(p40,600,0,0),v1000, z10,tool0\WObj:=wobj1; Reset do2;WaitDI di4, 1;MoveJ phome, v1000, z10,tool0;Set do0;WaitDI di1, 1;MoveL p10, v1000, z10,tool0;Set do1;WaitDI di2, 1;MoveL p20, v1000, z10,tool0;Set do2;WaitDI di3, 1;MoveL p10, v1000, z10,tool0;MoveL p50, v1000, z10,tool0\WObj:=wobj1;Reset do2;WaitDI di4, 1;MoveJ phome, v1000, z10,tool0;Set do0;WaitDI di1, 1;MoveL p10, v1000, z10,tool0;Set do1;WaitDI di2, 1;MoveL p20, v1000, z10,tool0;Set do2;WaitDI di3, 1;MoveL p10, v1000, z10,tool0;MoveL offs(p50,400,0,0),v1000, z10,tool0\WObj:=wobj1; Reset do2;WaitDI di4, 1;MoveJ phome, v1000, z10,tool0;Set do0;WaitDI di1, 1;MoveL p10, v1000, z10,tool0;Set do1;WaitDI di2, 1;MoveL p20, v1000, z10,tool0;Set do2;WaitDI di3, 1;MoveL p10, v1000, z10,tool0;MoveL offs(p50,800,0,0),v1000, z10,tool0\WObj:=wobj1; Reset do2;WaitDI di4, 1;MoveJ phome, v1000, z10,tool0;Set do0;WaitDI di1, 1;MoveL p10, v1000, z10,tool0;Set do1;WaitDI di2, 1;MoveL p20, v1000, z10,tool0;Set do2;WaitDI di3, 1;MoveL p10, v1000, z10,tool0;MoveL p40, v1000, z10,tool0\WObj:=wobj2;Reset do2;WaitDI di4, 1;MoveJ phome, v1000, z10,tool0;Set do0;WaitDI di1, 1;MoveL p10, v1000, z10,tool0;Set do1;WaitDI di2, 1;MoveL p20, v1000, z10,tool0;Set do2;WaitDI di3, 1;MoveL p10, v1000, z10,tool0;MoveL Offs(p40,600,0,0),v1000, z10,tool0\WObj:=wobj2; Reset do2;WaitDI di4, 1;MoveJ phome, v1000, z10,tool0;Set do0;WaitDI di1, 1;MoveL p10, v1000, z10,tool0;Set do1;WaitDI di2, 1;MoveL p20, v1000, z10,tool0;Set do2;WaitDI di3, 1;MoveL p10, v1000, z10,tool0;MoveL p50, v1000, z10,tool0\WObj:=wobj2;Reset do2;WaitDI di4, 1;MoveJ phome, v1000, z10,tool0;Set do0;WaitDI di1, 1;MoveL p10, v1000, z10,tool0;Set do1;WaitDI di2, 1;MoveL p20, v1000, z10,tool0;Set do2;WaitDI di3, 1;MoveL p10, v1000, z10,tool0;MoveL offs(p50,400,0,0),v1000, z10,tool0\WObj:=wobj2;Reset do2;WaitDI di4, 1;MoveJ phome, v1000, z10,tool0;Set do0;WaitDI di1, 1;MoveL p10, v1000, z10,tool0;Set do1;WaitDI di2, 1;MoveL p20, v1000, z10,tool0;Set do2;WaitDI di3, 1;MoveL p10, v1000, z10,tool0;MoveL offs(p50,800,0,0),v1000, z10,tool0\WObj:=wobj2;Reset do2;WaitDI di4, 1;MoveJ phome, v1000, z10,tool0;ENDPROC三、拓展训练进行拓展训练时, 可先码垛一个托盘,例如 3 层,码垛完成后, 再进行另一个托盘码垛。
机器人码垛搬运pptx

路径规划与避障
预置路径
01
机器人按照预设的路径进行移动和操作,适用于简单和重复的
任务。
实时路径规划
02
机器人通过传感器和算法实时感知环境变化,动态规划路径以
避开障碍物。
避障技术
03
机器人通过激光雷达、摄像头等传感器获取环境信息,采用避
障算法如红外、超声波等技术实现避障。
04
机器人码垛搬运技术优势 与挑战
机器人码垛搬运技术需要专业的技术人员进行研发和调试,技 术门槛较高。
维护成本高
机器人的维护和保养成本较高,需要定期检查和维修。
搬运物品受限
机器人的搬运能力受到一定限制,对于超重或过大的物品,可 能无法进行搬运。
未来发展趋势
智能化
未来的机器人码垛搬运技术将更加智能化,能够更好地适应各种 复杂环境和物品。
案例二:某物流企业货物搬运码垛实践
总结词
快速准确、提高物流效率
详细描述
该物流企业使用机器人码垛搬运技术,实现了货物的快速、准确搬运,提高了物流效率和客户满意度,降低了 运营成本。
案例三:某食品企业包装后货物码垛流程
总结词
安全卫生、提高工作效率
详细描述
该食品企业采用机器人码垛搬运技术,实现了包装后货物的自动化码垛,提高了工作效率和安全性, 同时满足了卫生和质量控制要求。
协同作业
未来的机器人将能够与其他机器人协同作业,进一步提高码垛搬 运的效率。
应用范围更广
随着技术的不断发展,机器人码垛搬运技术的应用范围将越来越广 ,涉及到更多的领域和行业。
05
机器人码垛搬运应用案例 分享
案例一:某大型制造企业生产线码垛应用
总结词
高效稳定、提高生产力
码垛机器人视觉定位抓取
码垛机器人视觉定位抓取
众所周知,我国是世界制造大国,工业技术也在不断的发展,工业机器人(机械手)等已经成为智能工厂核心组成单元;
从特斯拉智能工厂,以及其他汽车品牌的加工装配智能工厂,机械手的产线应用改造已经成为企业提高生产效率、减少成本的重要趋势。
在工业机器人(机械手)应用项目改造中,最核心的是视觉引导定位系统,主要包括动态跟踪定位、精准定位装配、精准位置调整等技术。
目前一套优性能、兼容性强、应用便捷、定位精度高的机械手视觉定位系统成为产线改造热门关注点和需求点。
全面兼容国内外厂商的工业机械手,并可搭载4台相机同时工作,生成360。
无死角的图像,抓取检测都不受工件的位置影响,全方面实现动态跟踪定位、精准定位装配、精确位置调整等功能。
机器人码垛机操作规程

机器人码垛机操作规程一、设备操作员1.设备操作员是最熟悉设备的人,为了更好的使用和维护设备,设备操作员应具有一定的机械和电气方面的知识,有一定编程基础的更好。
2.设备操作员应知道设备上每一个按钮、阀门、光电、气缸、电机等主要部件的作用,知道此部件由谁控制或它控制谁,故障出现时,能快速地通过故障现象分析原因,想到可能出现问题的部件及解决办法。
排除故障的速度是一个设备操作员熟练程度的表现。
3.操作人员应该认真执行设备操作规程,保证设备正常运转,减少故障,防止事故发生。
4.设备操作员的基本任务有:设备的日常维护、操作设备前对设备现场清理、设备运行状态检查、常见故障排除、做好交接班工作和记录等。
二、设备介绍一楼的码垛设备包括机器人码垛机和供栈机、栈板线、进箱线AB和控制设备等辅助设备。
码垛机负责为A、B两条线码垛,A线为1.8L、0.9L线,B线为5L线。
栈板线从供栈机开始依次包括出栈线、送栈线、码垛线A、码垛线B。
控制设备包括控制箱和控制柜,控制箱配合示教盘共同控制机器人码垛机,控制柜控制其他辅助设备以及码垛机的启动。
三、设备按钮操作说明1.控制箱操作面板上的按钮从左到右、从上到下的顺序依次为:方式开关——可进行自动(AUTO)与手动(T1、T2)的切换,其中T2操作时速度较快不易控制,不熟练时手动操作建议使用T1。
切换时需插入钥匙。
异常恢复(FAULT RESET)——当有异常状况时报警灯会亮,排除异常后按下此键可解除报警。
启动按钮(CYCLE START)——为操作方便和安全的考虑,此按键只起运行指示的作用,机器的启动将在控制柜上操作,当机器人处于自动运行状态时此灯会亮。
报警(FAULT)——当有异常状况时此灯会亮,此时机器人将不能启动。
紧急停止(EMERGENCY)——紧急时按下此键,可使机械手臂在任何位置强制停止,解除方法为向右旋转使其跳起来。
电源指示灯(POWER)——电源开关打开后灯亮,关闭后灯灭。
工业机器人典型应用—码垛应用站—码垛工作站机器人程序

carry2 B段传送带抓取货物子程序
grab1 A段传送带放置货物子程序
Hale Waihona Puke ④ stack1( ) 机器人将货物移至A盘进行码垛
第三部分
码垛站程序
3 码垛站程序
码垛站程序端口
机器人控制程序需要对外部信号进行控制,比如线体正、反转、停止等,同时机器人会采集外部 信号辅助程序流程控制。
机器人输入端口功能
机器人输入信号
信号名称
IN[1]
A段机器人允许放料(取料)信号
IN[2]
FRAME B盘码垛的8个坐标点位
应用在stack2()
3 码垛站程序
码垛站程序清单
码垛站根据工作流程,规划 了1个主程序、1个中断程 序和8个子程序
序号
1
2 3 4 5 6 7 8 9
程序名 称
完成功能
码垛主程序,完成与外部信号交互控制,子 Main
程序调用
Ok 中断子程序,用于中断后的恢复
carry1 A 段传送带抓取货物子程序
当托盘B上的货物已经抓完,传送带上仍然有货物,机器人 则一直等待左边货物到位信号,进行抓取放置托盘A。
1 码垛站工艺分析
垛形分析
货物是长方体纸箱,尺寸为660×520×290, 纸箱采用旋转交错式垛形,分上、下两层放置, 每层四个纸箱,同一层中相邻箱体互为90°。两 层垛形示意如图所示,其中货物上的数字为机器 人抓取货物时的顺序,机器人先抓上层后抓下层。
第二部分
码垛站程序构成
2 码垛站程序构成
概述
根据码垛工艺流程分析,将码垛任务分成了两个工作流程,每一个工作流程都 都需要执行机器人拆垛、码垛和搬运功能,因此码垛程序结构由主程序、中断程 序及两个工作流程的子程序组成,主程序调用两个工作流程的子程序,完成码垛 循环工作。
广数工业机器人堆垛参数的便捷可调设计
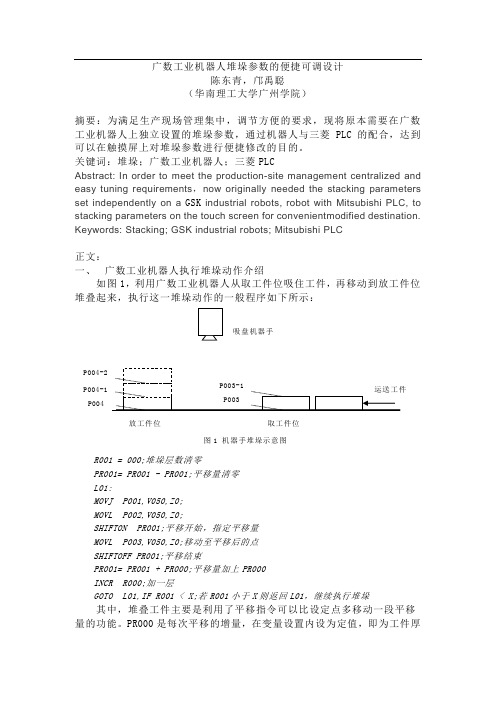
广数工业机器人堆垛参数的便捷可调设计陈东青,邝禹聪(华南理工大学广州学院)摘要:为满足生产现场管理集中,调节方便的要求,现将原本需要在广数工业机器人上独立设置的堆垛参数,通过机器人与三菱PLC 的配合,达到可以在触摸屏上对堆垛参数进行便捷修改的目的。
关键词:堆垛;广数工业机器人;三菱PLCAbstract: In order to meet the production-site management centralized andeasy tuning requirements ,now originally needed the stacking parametersset independently on a GSK industrial robots, robot with Mitsubishi PLC, tostacking parameters on the touch screen for convenientmodified destination.Keywords: Stacking; GSK industrial robots; Mitsubishi PLC正文:一、 广数工业机器人执行堆垛动作介绍如图1,利用广数工业机器人从取工件位吸住工件,再移动到放工件位堆叠起来,执行这一堆垛动作的一般程序如下所示:R001 = 000;堆垛层数清零PR001= PR001 - PR001;平移量清零L01:MOVJ P001,V050,Z0;MOVL P002,V050,Z0;SHIFTON PR001;平移开始,指定平移量MOVL P003,V050,Z0;移动至平移后的点SHIFTOFF PR001;平移结束PR001= PR001 + PR000;平移量加上PR000INCR R000;加一层GOTO L01,IF R001 < X;若R001小于X 则返回L01,继续执行堆垛其中,堆叠工件主要是利用了平移指令可以比设定点多移动一段平移量的功能。
广州数控 GSK03A2 型工业机器人智能智造实训平台 使用说明书
为保证产品安全、正常与有效地运行工作,请务必在安装、使用产品前仔细阅读本操作说明书(以及本实训平台内其它设备专用的说明书)。
在本产品使用说明书中,我们将尽力叙述各种与该产品使用相关的事项。
限于篇幅限制及产品具体使用等原因,不可能对产品中所有不必做和/或不能做的操作进行详细的叙述。
因此,本产品使用说明书中没有特别指明的事项均视为“不可能”或“不允许”进行的操作。
说明书中的图及照片,为代表性示例,可能与所购买产品不同。
本产品使用说明书的版权,归广州数控设备有限公司、广州市广数职业培训学院所有,任何单位与个人进行出版或复印均属于非法行为,广州数控设备有限公司、广州市广数职业培训学院将保留追究其法律责任的权利。
GSK03A2型工业机器人智能智造实训平台使用说明书前言尊敬的客户:对您惠顾选用广州数控设备有限公司GSK03A2型工业机器人智能制造实训平台(简称实训平台)产品,本公司深感荣幸与感谢!为了保证产品安全、正常与有效地运行,请您务必在安装、使用产品前仔细阅读本产品使用说明书。
安全警告操作不当将引起意外事故,必须要具有相应资格的人员才能使用、操作本产品。
安全警告、安全责任安全警告警 告在对本产品进行编程和操作之前,必须详细阅读本产品使用手册以及厂商的使用说明书,严格按照手册与说明书等的要求进行相关的操作,否则可能导致产品、机床损坏、工件报废甚至人身伤害。
安 全 警 告本操作说明书提示工业机器人的所有操作者必须完成相关的培训,仔细阅读操作说明书等相关使用文件,GR-C控制系统操作说明书》强制性的行动和禁令必须执行。
小心弄错,将有可能导致操作人员和其他人员受伤,以及设备损坏。
随时确认设备的正常运行是非常重要的。
注 意本使用说明书描述的产品功能、技术指标(如精度、速度)仅针对本产品,安装了本产品的设备,实际的功能配置和技术性能由设备制造厂商的设计决定,设备功能配置和技术指标以厂商的使用说明书为准。
其他注意事项请参阅设备制造厂商的使用说明书。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
广数机器人视觉搬运码垛程序注释The document was finally revised on 2021确保变位机中每个格中只能放6块物块,且每格中颜色必须一致,,其中0度,60度,180度中分别放不同颜色的三种物块,#Modification Date:2044-3-5#Copy Source:[******]#Sub Type:BY#Size:1024 byte#Comment:This is a job#Write protect:FALSE#Axis Num:7U1=,,,,,,,0,0;U8=,,,,,,,0,0;T9=,,,,,,,0,0;P0=,,,,,,,,9,1;P13=,,,,,,,,9,8;P100=,,,,,,,,9,8;P101=,,,,,,,,9,8;P102=,,,,,,,,9,8;P103=,,,,,,,,9,8;P104=,,,,,,,,9,8;MAIN;SET R3 ,3 ; //设定红色物块取料次数,例如3次SET R4 ,3 ; //设定蓝色物块取料次数,例如3次SET R5 ,3 ; //设定黄色物块取料次数,例如3次SET R0 ,0 ; //红色物块取料次数,计数累加变量SET R1 ,0 ; //蓝色物块取料次数,计数累加变量SET R2 ,0 ; //黄色物块取料次数,计数累加变量SETE PX20 (0) ,0 ; //取料时向下的平移累加位姿变量清零SETE PX20 (3) , ; //平移位姿变量平移累加量Z方向每次偏移SETE PX21 (0) ,0 ; //放料时向上的平移累加位姿变量清零SETE PX21 (3) ,19 ; //平移位姿变量平移累加量Z方向每次偏移19mmSETE PX22 (0) ,0 ; //取料平移变量SETE PX23 (0) ,0 ; //放料平移变量MOVJ P*,,,,,,,,9,8),V20,Z0;//安全等待点位置DOUT OT12 ,ON ; //夹爪气缸夹紧信号打开夹爪夹紧DOUT OT13 ,OFF ; //夹爪气缸松开信号关闭LAB90 : //红色物块取料标签号MOVL P*,,,,,,,,9,8),V100,Z0,E1,EV10;//红色物块取料点上方,变位机角度移至0度SHIFTON PX22 ; //平移开始MOVL P*,,,,,,,,9,8),V100,Z0;//红色物块取料点DOUT OT12 ,OFF ; //夹爪气缸夹紧信号关闭DOUT OT13 ,ON ; //夹爪气缸松开信号打开夹爪开取料DELAY ; //延时秒SHIFTOFF; //平移结束标志ADD PX22 ,PX20 ; //取料处每红色物块执行取料一次,平移变量PX22=PX22+PX20 MOVL P*,,,,,,,,9,8),V100,Z0; //取料点上方JUMP LAB80 ; //跳转指令JUMP ,跳转到标签80处LAB91 : //蓝色物块取料标签号MOVL P*,,,,,,,,9,8),V100,Z0,E1,EV10; //蓝色物块取料点上方,变位机角度移至60度SHIFTON PX22 ; //平移开始MOVL P*,,,,,,,,9,8),V100,Z0; //蓝色物块取料点DOUT OT12 ,OFF ; //夹爪气缸夹紧信号关闭DOUT OT13 ,ON ; //夹爪气缸松开信号打开夹爪开取料DELAY ; //延时秒SHIFTOFF; //平移结束标志ADD PX22 ,PX20 ; //取料处每执行蓝色物块取料一次,平移变量PX22=PX22+PX20MOVL P*,,,,,,,,9,8),V100,Z0; //取料点上方JUMP LAB80 ; //跳转指令JUMP ,跳转到标签80处LAB92 : //黄色物块取料标签号MOVL P*,,,,,,,,9,8),V100,Z0,E1,EV10; //黄色物块取料点上方,变位机角度移至180度SHIFTON PX22 ; //平移开始MOVL P*,,,,,,,,9,8),V100,Z0; //黄色物块取料点DOUT OT12 ,OFF ; //夹爪气缸夹紧信号关闭DOUT OT13 ,ON ; //夹爪气缸松开信号打开夹爪开抓料DELAY ; //延时秒SHIFTOFF; //平移结束标志ADD PX22 ,PX20 ; //取料处每执行黄色物块取料一次,平移变量PX22=PX22+PX20MOVL P*,,,,,,,,9,8),V100,Z0; //取料点上方LAB80 : //物块放料到传送带程序签号MOVJ P100 ,V20 ,Z0 ; //物块放料到传送带尾部上方点MOVL P*,,,,,,,,9,8),V100,Z0; //物块在传送带尾部放料点DOUT OT13 ,OFF ; //夹爪气缸松开信号关闭DOUT OT12 ,ON ; //夹爪气缸夹紧信号打开夹爪夹紧放料MOVJ P100 ,V20 ,Z0 ; //回到传送带尾部放料点上方点MOVJ P*,,,,,,,,9,8),V20,Z0; //机器人回到视觉拍照之后抓取物块前的安全等待点LAB0: //视觉拍照程序标签PULSE OT20 , ; //输入20脉冲信号触发视觉拍照GETVISION2 VR9 ,LAB0 ; //视觉2拍照,获取视觉变量,获取失败跳转回LAB0,获取成功继续往下执行GETV PX9 ,VR9 ,FOUNDPOS ; //将拍照获取的视觉变量中的位置数据信息放置机器人位置变量PX9中GETV I9 ,VR9 ,TYPE ; //将拍照获取的视觉变量中的颜色属性信息放置机器人变量I9中JUMP LAB0 ,IF I9 == -1 ; //如果颜色属性值没有与数据库中建立的属性值匹配上,I9输出为-1,跳转回LAB0,SETCOOR VUSER9 ,PX9 ; //将位置变量PX9中的数据存放到虚拟用户坐标系9中COORCHGON USER8 ,VUSER9 ; //根据与用户坐标8中的数据比对得出平移量,开始平移MOVJ P101 ,V20 ,Z0 ; //传送带顶部相机侧,取料点上方MOVL P*,,,,,,,,9,8),V100,Z0; //传送带顶部相机侧,取料点DOUT OT12 ,OFF ; //夹爪气缸夹紧信号关闭DOUT OT13 ,ON ; //夹爪气缸松开信号打开夹爪开抓料DELAY ; //延时秒MOVJ P101 ,V20 ,Z0 ; //回到取料点上方COORCHGOFF; //平移结束标志LAB1 :JUMP LAB2 ,IF I9 == 3 ; //如果判别物块属性为3红色的话,跳转到LAB2处执行放料程序JUMP LAB3 ,IF I9 == 2 ; //如果判别物块属性为2黄色的话,跳转到LAB3处执行放料程序JUMP LAB4 ,IF I9 == 1 ; //如果判别物块属性为1蓝色的话,跳转到LAB4处执行放料程序LAB2 : //红色物料放料至托盘程序标签SHIFTON PX23 ; //平移开始MOVJ P102 ,V20 ,Z0 ; //放料点上方MOVL P*,,,,,,,,9,8),V100,Z0; //放料点DOUT OT13 ,OFF ; //夹爪气缸松开信号关闭DOUT OT12 ,ON ; //夹爪气缸夹紧信号打开夹爪夹紧放料DELAY ;MOVJ P102 ,V20 ,Z0 ; //放料点上方SHIFTOFF; //平移结束ADD PX23 ,PX21 ; //取料处每执行物块放料一次,平移变量PX23=PX23+PX21ADD R0,1; //取料次数累计变量R0=R0+1JUMP LAB90 ,IF R0 < R3 ; //判断是否继续抓取红色物块JUMP LAB81 ,IF R0 == R3 ; //当红色物块已抓取完R3中设定的次数之后跳转到LAB81处LAB3 : //黄色物料放料至托盘程序标签SHIFTON PX23 ;MOVJ P103 ,V20 ,Z0 ;MOVL P*,,,,,,,,9,8),V100,Z0;DOUT OT13 ,OFF ;DOUT OT12 ,ON ;DELAY ;MOVJ P103 ,V20 ,Z0 ;SHIFTOFF;ADD PX23 ,PX21 ;ADD R1 ,1 ; //取料次数累计变量R1=R1+1JUMP LAB92 ,IF R1 < R5 ; //判断是否继续抓取黄色物块JUMP LAB83 ,IF R1 == R5 ; //当黄色物块已抓取完R5中设定的次数之后跳转到LAB83处,程序执行结束LAB4 : //蓝色物料放料至托盘程序标签SHIFTON PX23 ;MOVJ P104 ,V20 ,Z0 ;MOVL P*,,,,,,,,9,8),V100,Z0;DOUT OT13 ,OFF ;DOUT OT12 ,ON ;DELAY ;MOVJ P104 ,V20 ,Z0 ;SHIFTOFF;ADD PX23 ,PX21 ;ADD R2 ,1 ; //取料次数累计变量R2=R2+1JUMP LAB91 ,IF R2 < R4 ; //判断是否继续抓取蓝色物块JUMP LAB82 ,IF R2 == R4 ; //当蓝色物块已抓取完R4中设定的次数之后跳转到LAB82处LAB81 :SETE PX22 (0) ,0 ; //取料平移量清零SETE PX23 (0) ,0 ; //放料平移量清零JUMP LAB91 ;LAB82 :SETE PX22 (0) ,0 ; //取料平移量清零SETE PX23 (0) ,0 ; //放料平移量清零JUMP LAB92 ;LAB83 :END;。