大型球团回转窑吊装1
φ5.6×78M回转窑大窑吊装方案
廉江市丰诚水泥有限公司年产200万吨新型干法水泥熟料技改项目安装工程A标段φ5.6×78M回转窑吊装方案编制:审核:批准:中国机械工业第五建设有限公司二○一五年四月φ5.6*78米回转窑吊装方案廉江市丰诚水泥有限公司年产200万吨新型干法水泥熟料技改项目安装工程A 标段,由中国中材国际工程股份有限公司设计。
其中φ5.6*78米回转窑是水泥厂最重要的设备,总重约1000多吨。
因此回转窑的吊装显得尤为重要。
为确保安全生产,根据我公司多年大型设备的吊装经验,结合提供图纸及现场实际情况编制以下吊装方案。
一、工程概况1、φ5.6*74米回转窑由江苏鹏飞机械公司生产,主要由八节筒体(D1~D8)、三档轮带、大齿轮及三副支撑装置组成,其布置图如下:2、回转窑主要技术参数:规格型号: φ5.6×78m型 式: 双传动、双液压挡轮 产 量: 8000t/d 支 座 数: 3档斜 度: 3.5%(正弦)旋 向: 顺时针(从窑头向窑尾看)用 途: 用于7500t/d 熟料生产线的水泥熟料煅烧 3、窑筒体、轮带及大齿圈规格、重量如下表:二、施工准备1、吊装机具准备:(1)500吨汽车吊1台;(2)130吨汽车吊1台;(3)200吨液压千斤顶1台;(5)道木(200*150*2000mm)10根;(6)钢支墩6个;(7)钢丝绳2根;(8)棕绳(φ20mm)200米。
2、吊装物件准备:(1)组对后的筒体连接处需焊接联结件十六组(沿圆周均布)。
(2)筒体连接部位的螺栓连接块等应事先焊接。
(3)大齿轮安装前应预先在地面安装弹簧板和大齿轮安装工具。
弹簧板的安装需符合图纸要求,并用圆钢临时固定在大齿圈上。
(4)轮带内圈的油漆应事先用洗油清洗干净,直至露出金属光泽。
(5)弹簧板与筒体连接处、筒体轮带处油漆用砂轮机除掉,并露出金属光泽。
3、施工场地平整:回转窑基础周边道路应事先压实,确保汽车吊吊装行走安全、路基不下陷。
大型球团回转窑吊装、焊接施工工法2
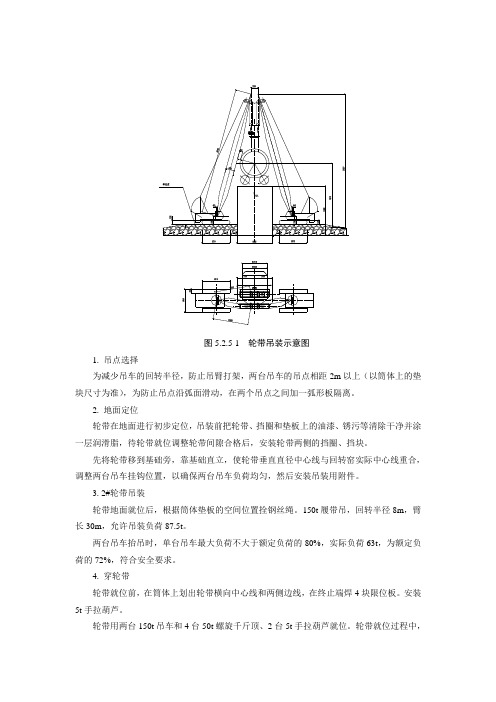
图5.2.5-1 轮带吊装示意图1. 吊点选择为减少吊车的回转半径,防止吊臂打架,两台吊车的吊点相距2m以上(以筒体上的垫块尺寸为准),为防止吊点沿弧面滑动,在两个吊点之间加一弧形板隔离。
2. 地面定位轮带在地面进行初步定位,吊装前把轮带、挡圈和垫板上的油漆、锈污等清除干净并涂一层润滑脂,待轮带就位调整轮带间隙合格后,安装轮带两侧的挡圈、挡块。
先将轮带移到基础旁,靠基础直立,使轮带垂直直径中心线与回转窑实际中心线重合,调整两台吊车挂钩位置,以确保两台吊车负荷均匀,然后安装吊装用附件。
3. 2#轮带吊装轮带地面就位后,根据筒体垫板的空间位置拴钢丝绳。
150t履带吊,回转半径8m,臂长30m,允许吊装负荷87.5t。
两台吊车抬吊时,单台吊车最大负荷不大于额定负荷的80%,实际负荷63t,为额定负荷的72%,符合安全要求。
4. 穿轮带轮带就位前,在筒体上划出轮带横向中心线和两侧边线,在终止端焊4块限位板。
安装5t手拉葫芦。
轮带用两台150t吊车和4台50t螺旋千斤顶、2台5t手拉葫芦就位。
轮带就位过程中,两个5t手拉葫芦控制移动进度,千斤顶倒换顶动,确保两边进度一致。
轮带就位后,松开千斤顶,轮带缓慢落放在托轮上,安装轮带附件,焊接垫板。
5.2.6传动装置吊装本台窑为双边驱动,干、稀油润滑。
因传动部基础施工较晚,因此在筒体焊接完毕后,再进行传动装置的安装。
传动部安装均用150t吊车吊装。
5.2.7电动机吊装电动机在地面清洗、检查,作电气试验后吊装。
5.2.8其它部件吊装其它部件主要包括:窑头、窑尾密封,点火喷煤系统,大齿轮罩,液压挡轮装置等。
这类部件重量较轻,但因安装位置高,吊车回转半径大,150t吊车尚在现场,故都用150t吊车吊装。
5.2.9回转窑焊接回转窑直径Φ6.858m,长45.72m,筒体壁厚为130/70/40mm,材质为Q345C。
回转窑的焊接时间在2005年9月,自然条件对焊接十分有利。
大型回转窑现场施工的技术要求规范

大型回转窑现场施工的技术要求规范发布时间:2021-11-03T05:38:27.491Z 来源:《建筑学研究前沿》2021年16期作者:朱云飞[导读] 本文就回转窑的安装前的设备检查、基础划线,安装中采用的重要手段及各个部件需保证精度要求,安装后设备的试运转及整机润滑工作做了详尽的阐述,这是回转窑在高温状态运转可靠稳定生产的重要的技术保证。
中冶北方工程技术有限公司辽宁大连 116600摘要:本文就回转窑的安装前的设备检查、基础划线,安装中采用的重要手段及各个部件需保证精度要求,安装后设备的试运转及整机润滑工作做了详尽的阐述,这是回转窑在高温状态运转可靠稳定生产的重要的技术保证。
关键词:大型回转窑;现场施工;施工技术引言回转窑是球团生产工艺中的关键性主机设备之一,也是生产环节中承受温度最高的设备。
随着我国炼铁高炉大型化和合理高炉炉料需要高质量酸性球团矿的需求,而使得球团回转窑越来越往大型化发展,这也是改善球团矿生产质量和经济技术指标的最基本、最有效的措施。
而对于这样一个形大体重、两点支承的高温设备,除设计制造外,现场规范的安装施工更为重要。
第一节回转窑安装第1.1条设备检查一、回转窑的全部零件的检查,除按有关规定执行外,安装前还必须做好设备的检查和尺寸核对工作,如检查结果与设计不符时,安装单位、建设单位会同设计单位共同进行修正设计图纸。
二、底座检查1.检查底座有无变形,实测底座螺栓孔间距及底座厚度尺寸等。
2.校核底座的纵横中心线。
三、托轮及轴承检查1.检查托轮及轴承的规格。
2.检查托轮轴承座与底面接触情况。
3.检查轴承座底面上的纵横中心线。
四、窑体检查1.圆度的检查—着重在每节筒体的两端检查:圆度偏差(同一断面最大与最小直径差)不得大于0.002Dmm(D为筒体内径),轮带下筒节和大齿圈下筒节不得大于0.0015D mm(D为筒体内径)。
超过此限度者必须调圆,但不得采用热加工方法。
2.圆周检查两对接接口圆周长度应相等,偏差不得大于0.0015Dmm (D为筒体内径)。
回转窑吊装方案

回转窑吊装方案一:概述富阳三狮水泥有限公司回转窑的技术参数如下:型号:φ4.8×72米生产能力:5000t/d 支撑档数:3档斜度:3.5%(正弦)根据现场到货情况,本次吊装任务是窑筒体及轮带,其吊装指标如下:吊装顺序:Ⅲ3#轮带ⅡⅥⅣⅤ2#轮带Ⅸ3#轮带ⅦⅧ二、吊装前的准备工作1、筒体地面组对,考虑到吊装机具的能力,在地面先将第Ⅳ和Ⅴ,Ⅶ和Ⅷ在地面组对好后,再根据场地筒体摆位,具体见筒体摆位图。
2、将每道筒体的对接调整螺栓座先焊好,将每道口有不少于10块的搭接板准备好,3、将图中支撑位置的垫枕木和钢架搭设好。
4、1#墩和3#墩场地需平整好,满足吊装要求,三、吊装机具的选择为满足吊装需求,我们选用150t汽车吊与50t汽车吊配合吊装,其它施工机具见:施工机具一览表四、吊装时间按排及过程第一天,总共3吊第1吊重量:第Ⅲ段筒体吊装到位后,在托轮上方用2块方木,将筒体垫起,以便套轮带,另外在靠大齿圈处垫上枕木,作为第Ⅲ段的一支点。
第2吊:3#轮带重量:将筒体轮带上垫板靠大齿圈处焊上三个支座,注意位置,应在两垫板之间。
轮带到后,与筒体之间固定好,第3吊:第Ⅱ段筒体重量:筒体的吊点找好后,控制好筒体的斜度,吊到位后,安装人员迅速将穿好对接螺栓,和调正块,对接好后,在圆周方向将搭接板焊牢。
并在窑尾框架上垫上道木,作为筒体的支点,后可以松钩。
第二天,共3吊第4吊筒体Ⅵ重量:方法同前,筒体Ⅵ到位找正搭接板焊完后,,并在2#墩靠窑尾处搭设道木墩,作为筒体支点后,撤下50t吊车,在托轮处塞入两块方木第5吊2#轮带重量:套轮带方法同前第5吊,筒体ⅣⅤ,重量:在地面将筒体组对好后,计算好吊点,注意两头需用麻绳系好,以便控制方向,用150t吊到位后,迅速组对,联接方法同前,搭接板焊好后,用50t吊车作为筒体的一支点,吊起悬空的一头后才可以松150t吊车,第三天共3吊第7吊筒体第Ⅸ节重量:先预留好筒体Ⅶ和Ⅷ的吊装空间,应比实际长200-300mm,确定第Ⅸ节筒体的落点位置。
球团链篦机回转窑技术参数
球团链篦机回转窑技术参数
球团链篦机回转窑是一种常用于水泥生产过程中球团烧结的设备,其技术参数如下:
1. 直径:通常在3-6米之间,更大直径的设备可根据需要定制。
2. 长度:通常在40-120米之间,根据产能和生产需求而定。
3. 篦板速度:通常在0.4-0.8米/分钟之间,可根据烧结过程的
需求调节。
4. 电机功率:通常在7.5-180千瓦之间,取决于设备的大小和
产能。
5. 生产能力:通常在100-1000吨/天之间,根据设备的尺寸和
烧结过程的要求可调整。
6. 篦板层数:通常有3-5层,根据球团烧结的要求和设备的设
计而定。
7. 倾角:通常在3-6度之间,根据球团烧结的要求和设备的设
计而定。
以上参数仅为参考,实际使用时应根据具体设备的要求和生产工艺来确定。
球团矿回转窑工艺流程

球团矿回转窑工艺流程The rotary kiln process in the pellet plant is a crucial and complex operation that plays a significant role in the production of iron ore pellets. This process involves the continuous rotation of a large cylindrical kiln, where iron ore is heated to high temperatures and transformed into pellets. The success of this process is essential tothe overall efficiency and productivity of the pellet plant.球团厂的回转窑工艺是一个至关重要且复杂的操作,它在铁矿球团的生产中起着重要作用。
这一过程涉及将铁矿连续加热至高温,并转变成球团的大型圆筒窑的持续旋转。
这一工艺的成功对球团厂的整体效率和生产力至关重要。
First and foremost, the rotary kiln process requires precise control and monitoring to ensure the quality of the iron ore pellets. Temperature, speed, and airflow are critical parameters that must be carefully regulated to avoid inconsistencies in the pellet formation. Any deviation in these factors can lead to defective pellets and impact the overall production output.首要的是,回转窑工艺需要精确的控制和监测,以确保铁矿球团的质量。
本钢板材公司马耳岭氧化球团工程Ф6.1×40回转窑组对吊装措施

一
t 0 g 3 ) 2 h L
a g
/
i出
, 一
一
4
¥ 十 、 6 g 月
i
# * #
7 l0I ^々 t■ O
趣 囊
;
。
5 、窑体 组对
筒 体 编 号
1 2 3 4
5
直径 ( C)
61 2 8 6 44 2 6 7 30 6 2 1 8
道 木 .上 面 再 铺 2 厚 钢板 。 0
6 、筒体 吊装
6 1回转窑吊装程序 .
6 1 1 场 测 量 ..现
2 、编 制依据
(1) 施工圈 ( 图号 : 5 1B ~12 ) ( O 7 8 。 2)《 7 起重机性能表》 。 3) 《 4 巾6 1× 0米 回转窑安装说明书》 4) 《 。( 实用五金手册》
上述筒体的放置位置平均幅度为 1 2米和重量最轻约 2 5吨 . 最 重约 5 6吨, 根据 1O吨汽车 吊性表 , 6 现场采用 10 6T吊车和 6 吨板 O 车先将需要倒运 的筒体倒运到 吊装平面图的位置上 , 然后再用 1O 6 吨吊车按照 图纸组对顺序要求 . 将十二节窑体在地面组对成窑头段 和窑尾段 , 两段各长约 20 0 00 mm, 中窑头段组对重量 2 0吨 . 其 1 窑尾 段组对重量 2 9 . 0 吨 按照 吊装平面图的要求放置到起 吊位置 . 以备 吊装. 简体组对前需提前制作 组对用弧形托座 1 个 , 2 其中 8 用于 个 筒体 组对 . 4个用于 吊装时支撑 .具体见 附图.另外 .筒体组对前 应先 制作 两个简体组队平台 . 尺寸为 2 米 x 米 两块 . 5 6 下面铺叁层
6 1 82 6 1 82 64 24 64 24 6 7 30 61 2 8
回转窑吊装方案

回转窑吊装方案引言回转窑是一种常见的工业设备,用于进行石灰烧制、水泥生产等工艺。
在安装和维修回转窑时,吊装是一个非常重要的环节。
本文将介绍一种回转窑的吊装方案,以确保安装和维修过程中的安全和顺利进行。
吊装设备和工具在进行回转窑的吊装工作之前,需要准备以下吊装设备和工具:1.起重机:用于将回转窑吊起并移动到目标位置。
起重机的起重能力和工作范围需要根据回转窑的重量和尺寸来确定。
2.吊装绳索:用于与起重机连接,并将其安全地固定在回转窑上。
3.吊装夹具:用于将吊装绳索连接到回转窑上。
吊装夹具的选择应考虑回转窑的形状和重心位置。
4.导向工具:用于确保回转窑在吊装过程中保持平衡和稳定。
5.安全带和安全帽:用于工作人员的个人保护。
吊装方案步骤 1:准备工作在开始吊装回转窑之前,需要进行以下准备工作:1.检查起重机的状态和性能,确保其可以正常工作。
2.清理吊装现场,确保没有障碍物或杂物妨碍吊装工作。
3.分析回转窑的尺寸、重量和中心位置,以确定合适的吊装绳索和夹具。
步骤 2:连接吊装绳索和夹具在将回转窑吊装到起重机上之前,需要按照以下步骤连接吊装绳索和夹具:1.将吊装夹具正确地安装到回转窑上。
夹具应紧密固定,并在吊装过程中保持稳定。
2.将起重机的吊钩连接到吊装夹具上,并确保连接牢固。
步骤 3:吊装回转窑吊装回转窑的过程需要非常谨慎,以确保回转窑在吊装过程中保持平衡和稳定。
按照以下步骤进行吊装:1.缓慢提升回转窑,确保其始终保持平衡。
起重机的速度应适中,以避免造成回转窑受力过大。
2.在吊装过程中,工作人员应根据需要调整起重机的位置和高度,以确保回转窑垂直吊装,并避免与周围设备或结构相撞。
3.在吊装过程中,始终保持与起重机操作员的沟通,确保机器的动作和速度得到及时调整和控制。
4.确保吊装绳索和夹具在吊装过程中始终保持紧密固定,并检查其状态以确保其正常工作。
步骤 4:安装和维修在将回转窑吊装到目标位置后,可以进行安装和维修工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大型球团回转窑吊装、焊接施工工法
中冶集团华冶资源开发有限责任公司
刘春在
1 前言
“链篦机—回转窑—环冷机”生产球团矿的工艺系统是近几年发展起来的,球团矿作为高炉原料,具有品位高、强度好、易还原、粒度均匀、透气性好等优点,冶炼性能优于烧结矿,特别是通过将酸性球团矿与高碱度烧结矿合理搭配作为炉料,可以进一步优化炉料结构,提高高炉利用系数,使炼铁生产达到增产节焦、提高效益的目的。
高炉炉料结构改变后,高炉炼铁获得的经济效益十分显著,是目前大中型钢铁厂改扩建项目的发展方向和趋势。
回转窑作为球团矿生产中的心脏设备,承担着固结焙烧球团的主要作用,其运行条件恶劣,内部正常温度在1200~1250℃,设备件均较大,如武钢500万吨/年球团工程回转窑设备重量约1482.5t,不可分解单件设备最重126t。
因此回转窑安装为球团安装中的重点和难点部位。
武钢球团厂建成后是亚洲最大的球团工程,其生产线也是世界上单体规模最大的球团生产线之一,以下将以其回转窑为例介绍吊装、焊接工法。
2 回转窑主要结构及特点
回转窑主要由筒体、窑衬,支承装置、传动装置、密封装置、窑头罩等组成。
2.1筒体及窑衬
回转窑筒体由钢板焊接而成,在筒体的外部固定有两个滚圈和一个大齿圈用于对筒体进行支承和传动,在安装滚圈和齿圈的部位筒体的厚度相对较厚,大齿圈通过弹性板联在筒体上以隔热减振并避免筒体热膨胀的影响。
筒体内砌筑耐火砖或浇注耐火材料。
2.2支承装置
支承装置包括两组托辊和两个挡辊,挡辊用于防止筒体窜动,每组托辊设一个挡辊。
托辊用滑动轴承,轴承座为水冷结构。
2.3传动装置
主传动装置由调速电机、减速机、联轴器等组成,除此之外传动装置中还设有微动装置,正常传动时,微动装置的离合器处于断开状态,当主传动电机出现故障或窑体需要慢速运转时,离合器接通,微动装置驱动窑体缓慢转动。
2.4密封装置
正常情况下,回转窑负压操作,为尽量减少外部空气进入窑体造成温度波动,在窑头窑尾处设有密封装置,采用了先进的叶片式密封,这种密封装置结构简单,维护量小,密封效率高。
2.5窑头罩
在窑头处设有窑头罩以保证回转窑及环冷机的密封操作,同时环冷机的高温废气作为回热风通过窑头罩进入回转窑。
窑头罩为钢结构内衬耐火材料并设有观察孔、窑头、喷煤枪等,在窑头罩中加设固定筛以筛除回转窑排出的结圈大块。
3 适用范围
球团回转窑技术是由水泥回转窑技术发展过来的,因此球团回转窑的施工工法不仅适用于球团厂的施工建设,对水泥厂的回转窑施工也有一定的借鉴作用。
4 工艺原理
利用现场实际情况,合理选用吊装顺序、吊装机具和焊接方法,保证又快又安全的将设备一次安装到位。
如武钢500万吨球团工程Φ6.858×45.72m回转窑筒体中心标高21m,不可分解单件设备最重126t,采取特殊技术措施,经计算采用负荷分配法,进行合理分配,全部设备用2台150t履带吊完成吊装。
回转窑筒体找中心时筒体中心基准点确定采用图解法,模拟旋转筒体,找出筒体旋转中心点和筒体接口处不圆度,作出图表;依据图表数据,采用递进法最终确定基准点;用激光准直仪测量找正,刚性固定,一次吊装找正完全达到技术要求,经济、省工、省时。
5 施工流程及施工要点:
5.1施工流程
两托轮底座吊装找正→两托轮组吊装找正→窑尾密封下部吊装→窑尾段筒体吊装→第7节筒体吊装→穿第2轮带→吊装6~2节筒体→穿第1轮带→窑头段筒体吊装→焊接→大齿轮吊装找正→左右传动部吊装找正→试车→窑头、窑尾件吊装→密封装置安装。
5.2施工要点
5.2.1回转窑主要参数
筒体内径为Φ6.858,长45.72m,两个支承托轮组,设备重量约1482.5t,其中筒体装置重约535t(不含耐火材料、电器)。
筒体分8节吊装,7道焊缝,各节尺寸和重量见表5.2.1-1。
表5.2.1-1 筒体吊装各节尺寸和重量表
5.2.2回转窑吊装准备
1. 基础验收
基础应符合图纸及规范要求。
2. 设备检验
清点和验收设备,特别是检查各节筒体接口标记,分8等分测量接口直径、周长和椭圆度,检查并修磨坡口,清理对口连接件。
测量筒体分段长度(窑体的长度尺寸、轮带中心线位置至窑体接口边缘的尺寸、大齿圈中心位置至窑体接口边缘的尺寸)与基础相对位置进行核验,以保证筒体吊装就位后相对基础位置正确和热膨胀满足设计要求。
每节筒体在两端中心标板上找好中心(中心线长500-600mm为宜)。
在标板中心处切割100×100mm方孔,以供将来安装时测量同心度所用。
设备制造质量由业主、监理、制造厂和施工方共同检查认可。
3. 临时支架及基础
筒体接口要制作承重支架,由于当地地质为黄土,且地面潮湿,临时支架处打混凝土基础,防止下沉。
支架在现场制作,制作时要搭设钢平台。
4. 场地处理
现场清理干净并平整,回填土时必须分层回填和夯实,地面松土地带用碎石压紧,便于拖车和吊车行走。
为提高吊车的能力,防止碰杆和超载,需将吊车站位填高约1m,填高用碎石粘土混合,分层填实填平,上铺吊车走台钢板。
5. 设备摆放
设备运到现场摆放的主要原则是方便吊装,防止特大件二次倒运,托轮组、筒体和轮带按顺序从窑头到窑尾摆放。
5.2.3托轮组吊装
托轮组采用分体吊装方式,托轮组全重量分别为249t和214t,单轮重约82t,吊装用150t履带吊。
吊装前,托轮组各零部件要解体清洗干净,检测各种数据,吊装时一次就位找正,不要反复。
5.2.4筒体吊装
回转窑安装是球团厂的核心项目,本工程回转窑是世界五大回转窑之一,号称“世界窑王”,吊装、找正、焊接难度大,精度要求高。
回转窑筒体内径为Φ6.858m,长45.72m,窑尾(进料)端中心标高21877mm,倾斜度4%,两个支承托轮组,设备总重1483t。
图5.2.4-1 回转窑整体概貌
筒体用单台150t履带吊车吊装,吊车负荷接近100%,因各节筒体重量不同,为减少回转半径,在地面垫层上作处理。
吊装从窑尾开始(高端开始),向低端进行。
筒体吊时,每吊装一节,与前一节找正并固定。
筒体吊装与轮带吊装交叉进行。
筒体有4%的斜度,为保证吊装时一次找正成功,在吊装前应调整好筒体角度与设计一致,并将连接螺栓挡块孔调成一致,便于穿入筒体对拉螺栓。
吊车臂长36m,回转半径9m时,起吊能力72.5t,满足本工程筒体吊装需要。
筒体用单台150t履带吊车吊装,吊车站位及垫层标高严格按预定方案执行,吊装从窑尾开始,向窑头进行。
筒体吊装时,每吊装一节,与前一节找正并固定,筒体吊装与穿轮带交叉进行。
图5.2.4-2 筒体吊装示意图
1. 支架制作安装
按《钢结构工程施工质量验评规范》制作临时支架,支架应经过负荷计算后方能施
工。
2. 筒体找正
对接时用激光准直仪跟踪测量,必须确保各节筒体同心度及对接间隙符合设计和规范要求。
对口间隙为3±1mm,适应手工电弧焊打底和埋弧自动焊。
每吊装一节筒体,即安装联接螺栓装置(随机自带),找正同心度并检查焊缝对口间隙最小值不小于2mm后,将筒体直接点固焊(外方要求),确保对口两边相对位置不发生变化。
3. 筒体调整和固定
支撑托架的千斤顶应正对支架型钢中心位置,确保支腿不偏心受压,在支架受压过程中密切监视基础下沉和支架变形情况。
筒体吊装对口时,制作上下对口装置,角钢与筒体焊牢,经检验合格。
对壁厚一样的筒体,对口上下角钢焊在筒体外面,对不等壁厚的筒体,角钢焊在内壁,该角钢可作为筒体对口时的加固角钢。
为防止吊装过程中发生意外,角钢与70mm厚筒壁焊接时必须进行预热,焊后保温缓冷。
5.2.5轮带吊装和就位
两轮带内径Φ7.210m,宽1.155m,外径Φ8.260m,单重量126t。
窑尾轮带(2#)位置较高,吊装比较困难,窑头轮带(1#)吊装比较方便,本介绍以窑尾轮带吊装为例进行说明。